Токарный станок ТВ 16: технические характеристики, правила эксплуатации
Главная » Разное » Токарный станок ТВ 16: технические характеристики, правила эксплуатации
На чтение 5 мин
Содержание
- Основные элементы и конструкции станка
- Характеристики станка ТВ-16
- Правила эксплуатации
ТВ 16 спроектирован на основе чехословацкого станка TOS MN80, и, несмотря на то, что ТВ 16 выпускались на разных станкостроительных предприятиях, особенных отличий у них не было. Они могли отличаться лишь формами литья, а все остальные внутренние механизмы и комплектующие были идентичными.
Сам станок небольших габаритов. Он выполняет такие функции, как обработка различных видов метала, растачивание, сверление, нарезание резьбы, торцевание и т. д.
Основные элементы и конструкции станка
- Чугунная литая станина.Служит опорой для всех механизмов и составляющих деталей.
- Передняя бабка. Место, где находится шпиндель станка и патрон, в котором закрепляется заготовка.
- Задняя бабка. Используется для фиксации при креплении на длинных заготовках, а также для закрепления в нее сверл и режущих инструментов для сверления деталей.
- Привод. Осуществляется от индивидуального электродвигателя, мощь которого от 0,4 до 0,5 кВт. Многоступенчатые шкивы шпинделя и электродвигателя имеющие 6 скоростей вращения шпинделя — 1600 об./мин.
Механизмы подач. Главная роль их — настройка продольных подач и нарезание резьбы.
Суппорт.
 К основным функциям суппорта относятся перемещение и закрепление резцов.
К основным функциям суппорта относятся перемещение и закрепление резцов.Фартук. Крепится к каретке суппорта. Передвижение фартука вручную происходит через зубчатую передачу и рейку, вращением маховика лимба. А также перемещается с помощью гайки ходового винта, включение и выключение гайки происходит с помощью рукоятки.
- Электрооборудование. Выполняет включение и выключение оборудования, защищает реверс двигателя от коротких замыканий и скачков напряжения, а также служит для блокировки. По технике безопасности станок должен быть обязательно заземлен, для этого предусмотрена колодка на боковой панели стола, для провода заземления.
- Стол. Агрегат крепится на деревянный стол с помощью крепежных винтов, в левой тумбе находится привод и электрооборудование, там же — конечный выключатель, который автоматически выключает электродвигатель.
 К основным функциям суппорта относятся перемещение и закрепление резцов.
К основным функциям суппорта относятся перемещение и закрепление резцов.Характеристики станка ТВ-16
Максимальные размеры обрабатываемой детали над станиной не более ∅ 160 мм, а над суппортом не более ∅ 90 мм, максимальная длина в центрах 250 мм.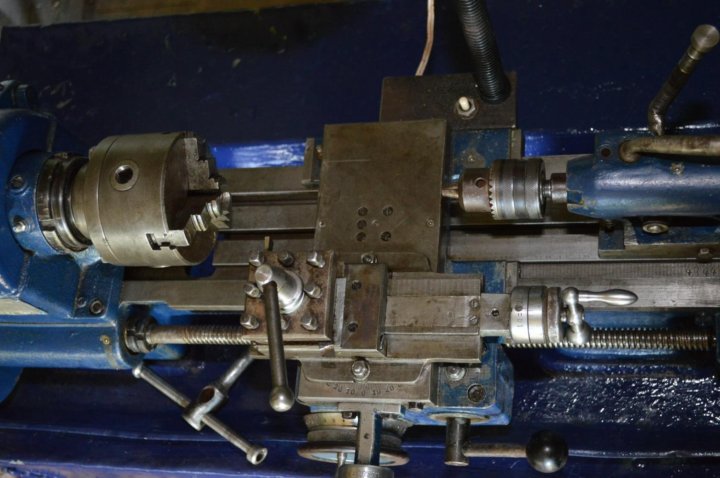 ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.Параметры станка:
- Классы точности токарного станка — ТУ ТВ-16−0001
- Высота центров — 85 мм.
- Самая большая длина обтачивания в патроне — 250 мм.
- Длина — 1150 мм.
- Высота — 1200 мм.
- Ширина — 600 мм.
- Масса — 180 кг.
Суппорт и подачи:
- Продольное передвижение суппорта — 260 мм.
- Наибольшее передвижение резцовых салазок — 100 мм.
- Количество продольных ступеней подач суппорта — 19
- Лимиты продольных рабочих подач суппорта — от 0,01 до 0,5 мм/об.
- Лимиты поперечных рабочих подач суппорта — нет.
- Количество метрической нарезаемой резьбы — 19
- Шаг нарезаемой метрической резьбы — от 0,2 до 3
- Шаг нарезаемой дюймовой резьбы — нет
- Шаг питчевой нарезаемой резьбы — нет
- Шаг модульной нарезаемой резьбы — нет
- Количество резцов в резцедержателе — 4
- Предельные величины державки для резца ШхВ — 12×15
- Высота поверхности резцов соответственно линии центров — 10 мм.
- Число резцовых головок — 1
- Мера одного деления лимба продольного — 0,5 мм.
- Мера одного деления лимба поперечного — 0,05 мм.
- Передвижение одного оборота лимба продольное — 32 мм.
- Передвижение одного оборота лимба поперечное — 1,5 мм.

- Резьбовой конец шпинделя — М39×4
- Диаметр патрона — 100 мм.
- Диаметр отверстия шпинделя — ∅18 мм.
- Предельный диаметр прутка — ∅17 мм.
- Конус отверстия шпинделя Морзе — № 3
- Количество передач частот прямого вращения шпинделя — 6
- Количество прямого вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Количество передач частот обратного вращения шпинделя — 6
- Количество обратного вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Блокировка рукояток — не имеет
- Торможение шпинделя — не имеет
Задняя бабка:
- Конус отверстия Морзе задней бабки — № 1
- Перемещение пиноли на длину — 65 мм.
- Перемещение одного деления пиноли лимба — 0,5 (линейки 1 мм)
- Смещение задней бабки поперечное — ±5
- Поперечное смещение на 1 деление — не имеет

Электрическое оборудование станка:
Главный привод – электродвигатель 0,5 кВт.
Резцовые салазки:
- Угол поворота ± 60 град.
- Одно деление шкалы поворота — 1 град.
Другие характеристики
- Блокировка — есть
- Резьбоуказатель — нет
- Предохранение от перегрузки — есть
Правила эксплуатации
Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали.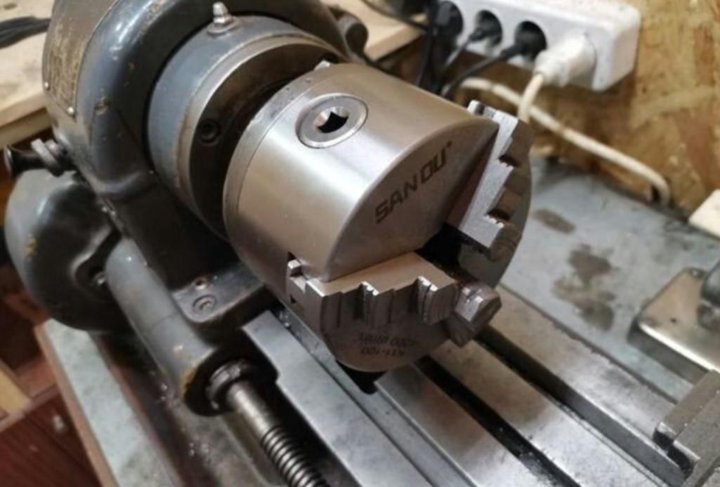 Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.
( Пока оценок нет )
Поделиться
Токарный станок ТВ-16: технические характеристики
Токарный станок ТВ-16 – оборудование, активно использовавшиеся в советский период, на котором обучались все молодые специалисты в области токарного дела. Наличие этого станка было обязательно для любого профессионального заведения, школы, промышленных предприятий. Официальные заводы уже давно не выпускают эту модель станка, но на ней до сих пор проходят обучение многие люди, решившие стать токарями.
Наличие этого станка было обязательно для любого профессионального заведения, школы, промышленных предприятий. Официальные заводы уже давно не выпускают эту модель станка, но на ней до сих пор проходят обучение многие люди, решившие стать токарями.
Содержание
- История создания станка
- Особенности станка
- Конструкция переднего узла
- Конструкция заднего узла
- Монтаж
- Правила использования
- Техника безопасности
История создания станка
Оборудование было разработано на основе чехословацкого прибора TOS MN80.
Чехословацкий прибор TOS MN80
В Советском Союзе производством этого станка занимались многие заводы, например:
- инструментальное предприятие в Кобрине;
- механический комбинат в Иркутске.
Было также много других мест, которые производили станки этой модели, но все произведенное оборудования имело одинаковые технические характеристики, а все отличия заключались лишь в форме литья, используемой на заводе.
Популярность станок получил благодаря простой конструкции, разобраться в которой не составляет труда, но именно она способствовала обучению технологиям по обработке различных металлов. На приборе можно:
- обтачивать поверхности;
- высверливать и растачивать отверстия;
- нарезать резьбу.
Такой широкий спектр возможностей делает станок незаменимым для молодых специалистов, недавно окончивших училище и нуждающихся в практике.
Особенности станка
Для фиксации подшипников используются гайки.
При помощи грамотного подбора втулок для распора можно полностью обезопасить себя от возникновения люфта по горизонтальной оси.
А также важно отрегулировать натяжение клиноременной передачи так, чтобы не было проскальзывания на шкивах, но при этом оно не было чересчур сильным. Для того чтобы совершать регулирование всего прибора, требуется использовать эксцентриковый механизм, а после выполнения необходимых процедур, зафиксировать его в нужном положении.
Перед тем как закрепить станок, нужно внимательно осмотреть состояние оборудования, смазать все шестерёнки и очистить все, что можно от опилок, грязи, остатков машинного масла. При помощи клиньев и винтов возможна коррекция пробелов в направляющих каретки суппорта.
Для обработки изделия по конусу требуется сдвинуть заднюю бабку относительно центра изделия. При помощи винтов необходимо настроить точное ее положение.
Конструкция переднего узла
У переднего узла существует единственная цель – вращать рабочий вал.
Конструкция переднего узла
Именно для этого в его корпусе расположен подшипниковый узел, который позволяет совершить установку главного рабочего вала устройства. А подшипник, отвечающий за продольные и радиальные усилия, расположен в конце переднего вала.
Шкив, задающий скорость вращения, располагается на главном вале, именно при его помощи, вращение, обеспечивающееся двигателем, поступает сразу же на вал. Конструкция токарного станка ТВ-16 предполагает осуществление реверсивного вращения вала за счет использования трензеля, который также расположен на переднем узле.
Шпиндельный узел основывается на двух подшипниках, которые выходят наружу в виде конуса. В результате образующегося зазора между этим узлом и его основой, становится возможным регулирование перемещений подшипника по горизонтали за счет обыкновенной гайки. Смазка вала происходит за счет прессмасленок и подушек из войлока.
Конструкция заднего узла
Токарный станок по металлу ТВ-16 имеет незамысловатую конструкцию, одной из важнейших частей которой, является задний узел. Его главная функция – поддерживать длинные заготовки и высверливать отверстия. Он перемещается лишь в продольном направлении при помощи треугольных направляющих.
Если конструкция обрабатывает конусовидные детали, то задний узел может совершать перпендикулярные перемещения при помощи винта. Установка центра с конусом возможна лишь при помощи отверстия, которое предусмотрительно расположено в пиноли.
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода. Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом.
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.
Уровень поможет в правильном монтаже
При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.
Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.
Правила использования
Перед использованием станка требуется подумать над количеством оборотов, выдаваемых токарно-винторезным станком ТВ-16. Нужно также понимать, что вид выполняемой обработки оказывает существенное влияние на процедуру установки шестеренок механизма подач.
Следующим шагом будет фиксация патрона на шпинделе.
После этого деталь, обработка которой предполагается, должна быть зафиксирована в центре либо патроне. Для того чтобы начать обработку, требуется подвести заднюю бабу к заготовке и после этого запустить станок.
Нужно знать, что шпиндель может работать в режиме реверса. Для этого требуется перевернуть ручку переключателя в крайнее заднее положение до того момента, пока положение не приблизится к моменту «стоп», именно тогда начнется реверс, а если пересечь черту, то двигатель остановится.
Для того чтобы обеспечить безопасное использование настольного токарного станка ТВ-16 нужно следить за тем, чтобы переключатель находился на отметке «выключено».
Техника безопасности
Обслуживанием станка может заниматься лишь работник, обладающий соответствующими компетенциями, который может разобраться в технических тонкостях оборудования и предотвратить возникновение несчастных случаев.
А для того чтобы они и вовсе не появлялись, требуется соблюдать следующие правила:
- Запрещается очищать и смазывать элементы станка во время процесса эксплуатации.
- После завершения работы на станке, требуется выключить его, дождаться пока точение будет завершено.
- На рабочем месте требуется обязательное хорошее освещение.
- Если в процессе использования станка по металлу ТВ-16 возникли неполадки, то нужно сразу же прекратить работу на нем и обратиться к специалисту.
- При возникновении аварии требуется обесточить станок путем выключения его из электросети.
Соблюдение этих простых правил поможет обезопасить работу на станке.
Видео: Токарный станок ТВ16
 youtube.com/embed/5hLz6LQJ7W8″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/5hLz6LQJ7W8″ frameborder=”0″ allowfullscreen=”allowfullscreen”> HEINEMANN D 400 TV16 Токарный станок с ЧПУ Подержанные станки
- Описание
- Характеристики
- Об этом продавце
токарная обработка ø 870 мм
длина токарной обработки 4500 мм
управление SIEMENS
токарная обработка ø над станиной 610 мм
скорость вращения шпинделя – бесступенчатая 4-1400 об/мин
отверстие шпинделя 130 мм
пиноль задней бабки ø 150 мм
общая потребляемая мощность 85 кВт
вес машины ок.
размеры машины ок. 11,5×3,2×2,7 м
– капитальный ремонт и модернизация ЧПУ (SIEMENS) 2008
12-позиционная револьверная головка
4 люнета (подходят для разных диаметров)
конвейер для стружки
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина поворота | 4500 мм |
| Точение Ø | 870 мм |
| Ø над кроватью | 610 мм |
| Тип ЧПУ | сименс |
| Отверстие шпинделя | 130 мм |
| Количество турелей | 12 |
| Скорость поворота | 1400 об/мин |
| Мощность двигателя шпинделя | 85 кВт |
| Задняя бабка | № |
| Устройство подачи прутка | № |
| ——————- | |
| Длина x ширина x высота | 11500,0 × 3200,0 × 2700,0 |
| Вес | 35000 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2011 |
| Предложения онлайн | 0 |
| Последнее действие |  |
Описание
токарная обработка ø 870 мм
длина токарной обработки 4500 мм
управление SIEMENS
токарная обработка ø над станиной 610 мм
скорость вращения шпинделя – бесступенчатая 4-1400 об/мин
отверстие шпинделя 130 мм
пиноль задней бабки ø 150 мм
общая потребляемая мощность 85 кВт
вес машины ок. 35 т
размеры машины ок. 11,5×3,2×2,7 м
– капитальный ремонт и модернизация ЧПУ (SIEMENS) 2008
12-позиционная револьверная головка
4 люнета (подходят для разных диаметров)
конвейер для стружки
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Об этом продавце
| Тип клиента | Реселлер |
| Активен с | 2011 |
| Предложения онлайн | 0 |
| Последнее действие | 21 ноября 2020 г.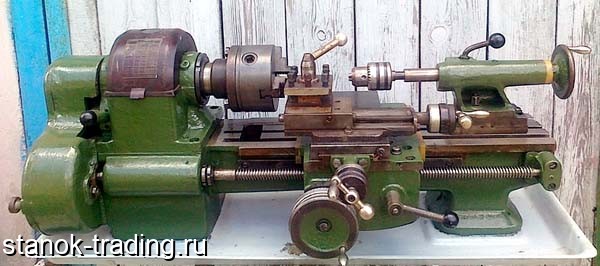 |
VEVOR 1-осевая линейная шкала для токарного станка, 16″/400 мм с точностью оптической длины 0,0002″ 5 Принадлежности подшипниковой системы для фрезерования металлического проката
Энкодер линейной шкалы 400 мм с кабелем 3 м
Здесь мы предлагаем вам линейную шкалу 400 мм с точностью 0,0002″ для металлообработки — токарные, круглошлифовальные, фрезерные, плоскошлифовальные, расточные и другие станки, позволяющие оператору работать быстрее с разрешением: 5 мкм
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Круглосуточный внимательный сервис
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Превосходная производительность , скорость отклика: 60 м/мин. Разъем: 9-контактный разъем (Pin-26789), 2 на 0 В, 6 на A, 7 на 5 В, 8 на B, 9 на R1.
Конструкция алюминиевого корпуса
В корпусе весов используется алюминиевый профиль, а в головке используется литье под давлением из цинкового сплава с хромированием, коррозионностойкое. Красивый и достойный внешний вид, разумный дизайн с хорошей жесткостью.
Двойное уплотнение и сигнальный кабель
Балка энкодера имеет двухслойное манжетное уплотнение для дополнительной защиты от загрязнения. В сигнальном кабеле используется многослойная экранированная стальная проволока и металлическая оболочка.
В сигнальном кабеле используется многослойная экранированная стальная проволока и металлическая оболочка.
Стабильная система с 5 подшипниками
Скользящая часть имеет надежную и долговечную конструкцию системы с 5 подшипниками. Повторное измерение позиционирования более стабильно. В комплект также входят L-образная пластина и один набор винтов.
Установка без усилий
Считывающая головка предлагает несколько точек крепления для сквозного отверстия или легкого крепления к кронштейнам и дополнительным крепежным приспособлениям. Состоит из жесткого металлического профиля с концевыми блоками с прорезями для простого регулируемого монтажа.
Широкое применение
Идеально подходит для фрезерных станков, сверлильных станков, шлифовальных станков, токарных станков, профильных проекторов, микроскопов, видеоизмерительных машин, контроля движения, контроля положения, измерения координат и т.д.
Технические характеристики
Напряжение: 5 В DC
Ток: 50ma
Длина перемещения: 400 мм
Пейна с решеткой: 0,02 мм (50 л.
с./мин)RESELEN: 5,0M (0,00 л.п./мин)
RESELENTER: 5,00M (0,00 л.с.).
Точность: ± 0,005 мм или 0,0002 “(при 20 градусах c)
Скорость отклика: 60 м/мин или 40 дюймов/сек
Длина кабеля: 3M
Запечатывание: удвоение
4 40020.
Класс IP: 53
Размеры изделия (ДхШхВ): 44 x 2 x 5 см (17,32″ x 0,79″ x 1,97″)
 с./мин)
с./мин)Содержимое упаковки Ведущий бренд, специализирующийся на оборудовании и инструментах.Вместе с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам надежное оборудование и инструменты по невероятно низким ценам.Сегодня VEVOR занял рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Fast & Secure Delivers
- 30-дневные бесплатные доходности
- 24/7 Внеляемое обслуживание
400 мм линейные шкалы. с точностью 0,0002″ для металлообработки — токарные, круглошлифовальные, фрезерные, плоскошлифовальные, расточные и другие станки, позволяющие оператору работать быстрее с разрешением: 5 мкм.
- Высокая производительность
- Прочный алюминиевый корпус
- Двойное уплотнение и сигнальный кабель
- Стабильная направляющая часть
- Удобство и практичность
Превосходная производительность : 0,02 мм, скорость отклика: 60 м/мин.
Разъем: 9-контактный разъем (Pin-26789), 2 на 0 В, 6 на A, 7 на 5 В, 8 на B, 9 на R1.Конструкция алюминиевого корпуса
В корпусе весов используется алюминиевый профиль, а в головке используется литье под давлением из цинкового сплава с хромированием, коррозионностойкое. Красивый и достойный внешний вид, разумный дизайн с хорошей жесткостью.
Двойное уплотнение и сигнальный кабель
Балка энкодера имеет двухслойное манжетное уплотнение для дополнительной защиты от загрязнения. В сигнальном кабеле используется многослойная экранированная стальная проволока и металлическая оболочка.
Стабильная система с 5 подшипниками
Скользящая часть имеет надежную и долговечную конструкцию системы с 5 подшипниками. Повторное измерение позиционирования более стабильно. В комплект также входят L-образная пластина и один набор винтов.
Установка без усилий
Считывающая головка предлагает несколько точек крепления для сквозного отверстия или легкого крепления к кронштейнам и дополнительным крепежным приспособлениям.
 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Разъем: 9-контактный разъем (Pin-26789), 2 на 0 В, 6 на A, 7 на 5 В, 8 на B, 9 на R1.
Разъем: 9-контактный разъем (Pin-26789), 2 на 0 В, 6 на A, 7 на 5 В, 8 на B, 9 на R1.