Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки. Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как выбрать проволоку для сварки
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
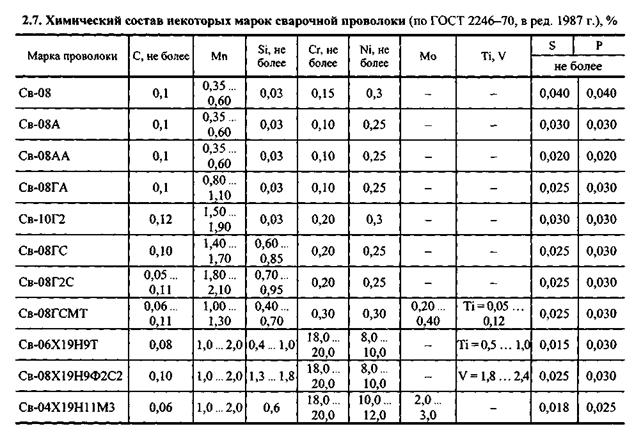
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.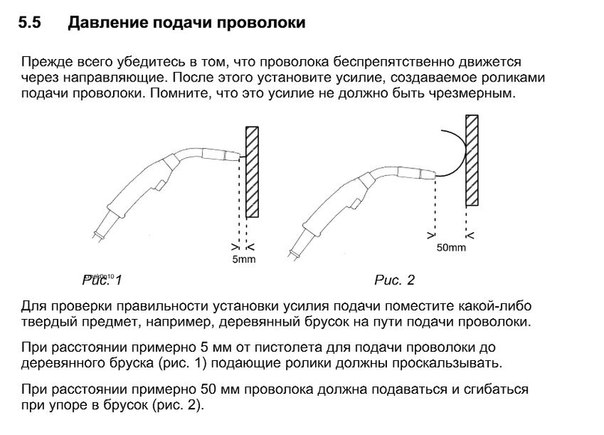
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество.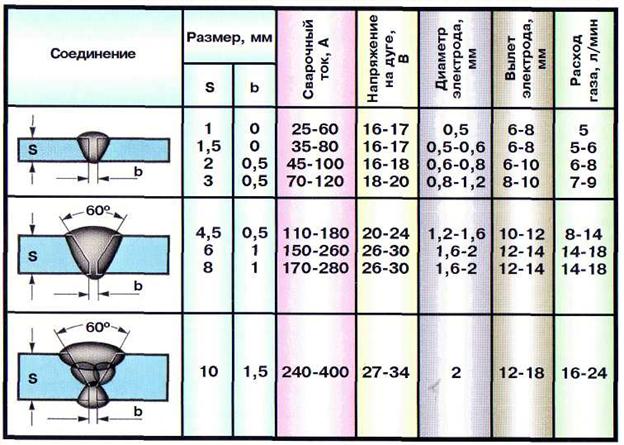 Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, – теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
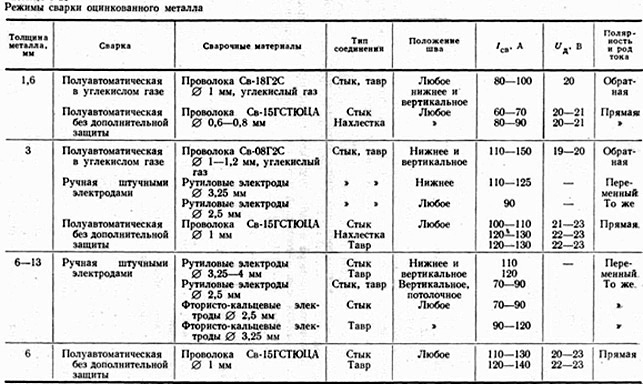
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Как выбрать проволоку для сварки
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
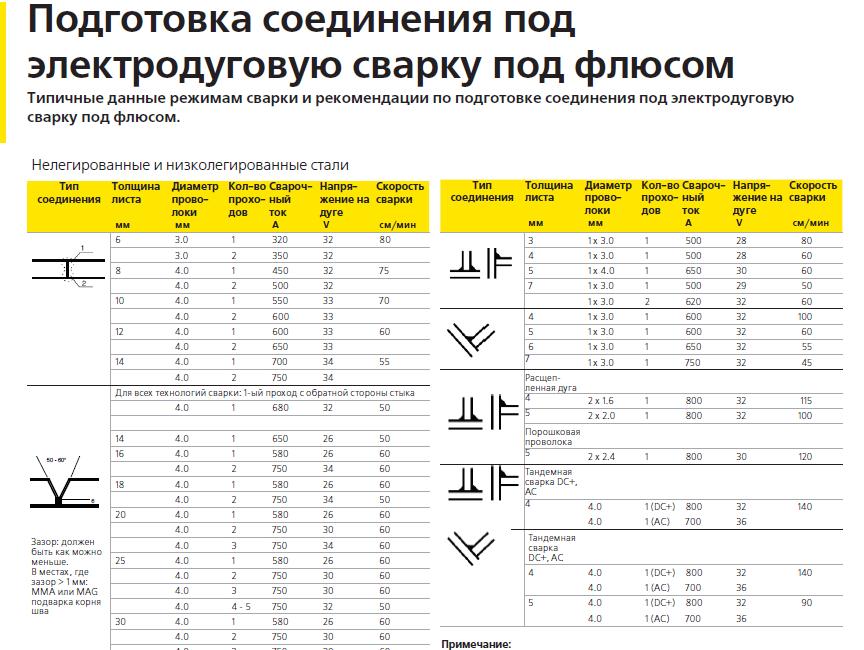
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается.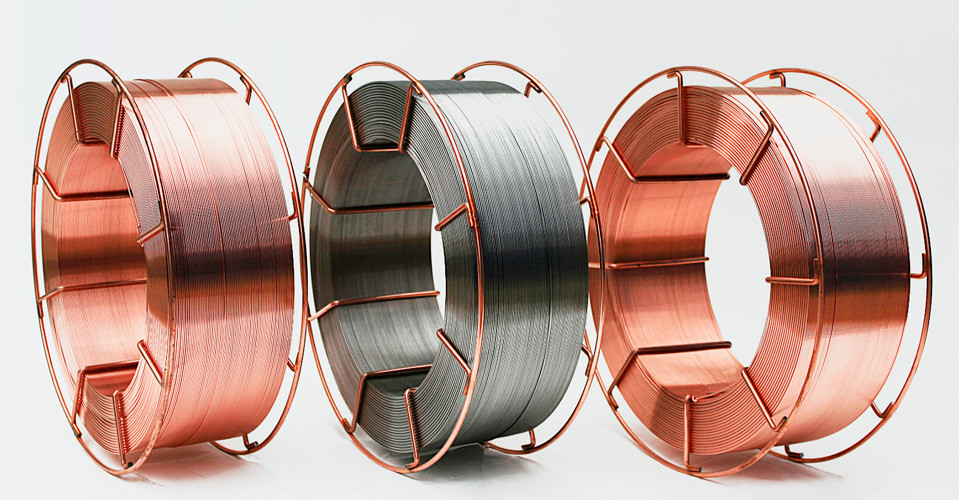 Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, – теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Какая нужна сварочная проволока для полуавтомата и как её выбрать
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
Смотрим видео, критерии выбора материала:
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали
Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.
Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.

Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.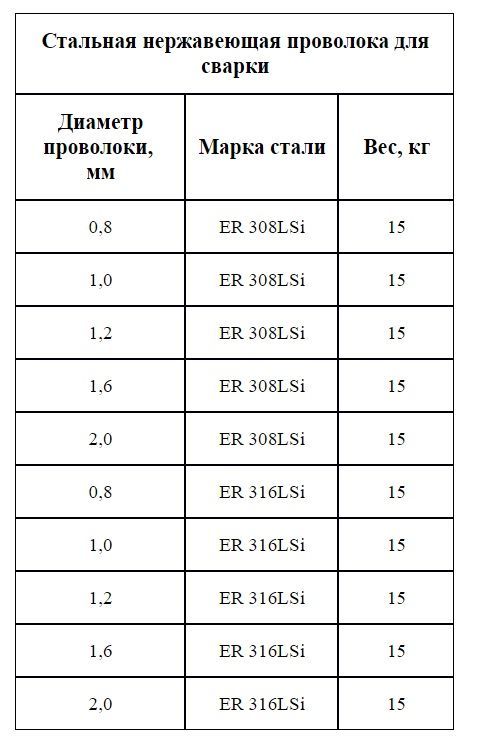
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
 Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.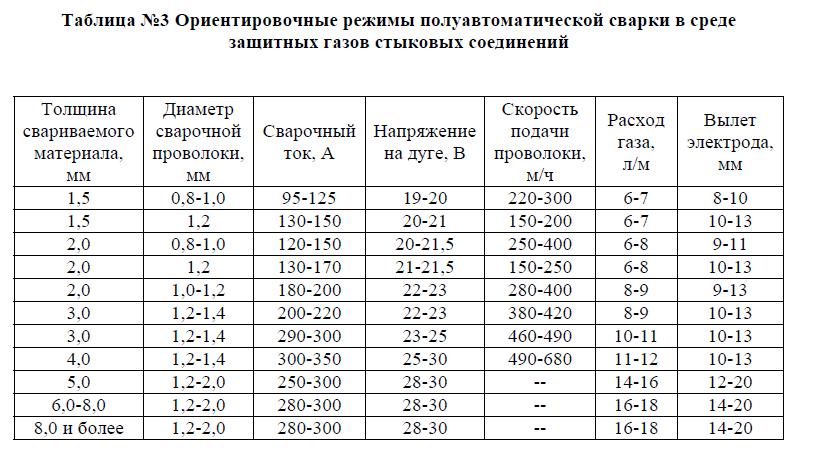
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
 Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.Выбор сварочной проволоки. Обоснованные решения для эффективной работы
ООО “Техресурс” более 20 лет работает поставщиком фирменных сварочных материалов, выпускаемых ведущими российскими производителями. Важное место в торговом ассортименте занимает сварочная проволока, представленная лучшими изделиями этого рынка. Именно этот расходный материал влияет на качество сварки и сварных швов, требуя правильного подбора под конкретные рабочие процессы. В этом случае необходимо учитывать не только особенности свариваемых металлов, но и наличие различных примесей. Правильный выбор сварочной проволоки обеспечит высшие показатели прочности и коррозийной стойкости создаваемых соединений.
Популярные представители сварочной проволоки
В настоящее время сварочная проволока представлена 77 разновидностями расходных материалов для сварки, отличающихся составом и диаметром. Данная категория товаров определяется техническими условиями ГОСТ 2246-70. Однако, в строительстве и ремонте широко применяются не более 5-8 разновидностей. Остальные представители этой товарной группы используются в специфических рабочих процессах. Вся сварочная проволока, применяемая для сварки нержавеющего и обычного металлопроката, разделяется на три большие категории:
- легированная проволока, содержащая от 2,5% до 10% легирующих компонентов;
- низколегированная сварочная проволока (менее 2,5%)
- высоколегированные расходные материалы (более 10%)
- Безусловный лидер продаж на этом рынке – это сварочная проволока СВ 08Г2С и её аналоги, выпускаемые, как в обычном варианте, так и с медным покрытием. Этот материал может быть использован в сварочных полуавтоматических агрегатах с мощностью до 500А.
- Второе место в рейтинге популярности занимает сварочная проволока СВ 08А, применяемая для механизированной сварки низкоуглеродистых и углеродистых стальных сплавов, а также для изготовления электродов ручной сварки.
- Третья позиция в продажах остаётся за модификациями СВ08Г2А и СВ-08, активно используемых в аргонодуговой и газовой сварке при сваривании низкоуглеродистых трубных и швеллеровых конструкций.
Для сваривания нержавеющего проката в углекислоте или газовой смеси применяется сварная проволока марок ER 316L Si и ER 308L в зарубежной маркировке. Российские аналоги представлены линейкой высоколегированных модификаций СВ01Х19Н9, СВ01Х18Н10, СВ06Х19Н9Т.
Маркировка сварочной проволоки
Сокращения в названиях марок сварочной проволоки призваны демонстрировать назначение и состав расходных материалов. Используемые аббревиатуры расшифровываются следующим образом в соответствующей последовательности:
- Первые две буквы “СВ” обозначают, что данная проволока предназначена для сваривания металлов. В зарубежных аналогах сокращение выглядит как “ER”. В некоторых маркировка на первой позиции присутствуют символы “П” и “В”, отражающие способы изготовления материала – прессованный или тянутый соответственно.
- Следующие две цифры указывают на процентное содержание углерода в сотых долях процента. Например, пара «08» говорит о том, что проволока содержит 0,08% углерода.
- Далее идёт буквенное обозначение основного легирующего элемента, а следующая за буквой цифра – процентное включение в полных процентах. Легирующие компоненты обозначаются следующими символами:
- “А”- азот
- “Б”- ниобий;
- “В” – вольфрам;
- “Г”- марганец
- “Д” – медь;
- “М” – молибден;
- “С” – кремний
- “Т” – титан;
- “Х” – хром
- “Н” – никель
- “Ю” – алюминий;
- “Ф” – ванадий;
- “Ц” – цирконий.
Если буква “А” стоит в конце – это свидетельствует о том, что материал был дополнительно очищен от примесей фосфора и серы.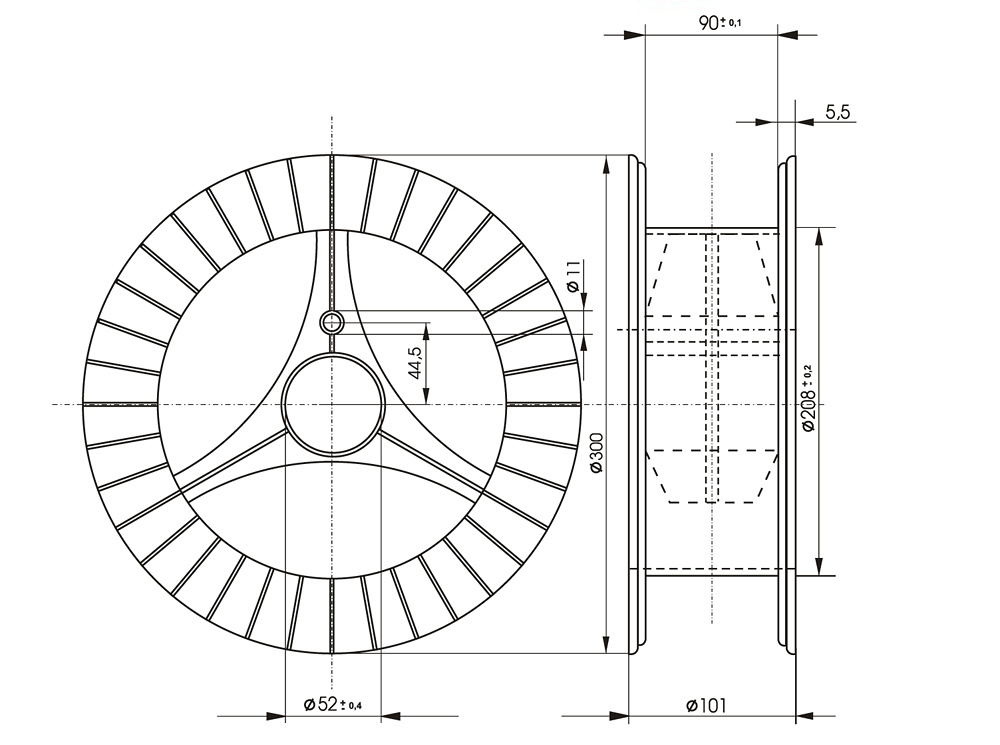 Две буквы “АА” – высшая степень очистки.
Две буквы “АА” – высшая степень очистки.
- Последняя буква обозначает второй легирующий элемент. Если за ней не следует цифра, то это указывает на то, что состав проволоки содержит более 0,5% но менее 1% данного компонента.
Если согласно указанным правилам расшифровать модификацию СВ 08Г2С, то мы получим следующие сведения. Проволока для сварки с содержанием углерода 0,08%, марганца 2%, и кремния – более 0,5 %. Относится к категории легированных материалов, так как включение легирующих элементов в сумме выше 2,5%.
Виды сварочной проволоки по составу и диаметру
- Порошковая – полая сварочная проволока с особым флюсовым наполнителем. В этом случае испарения флюса формируют в сварочной ванне защитный газовый пузырь, что позволяет использовать расходный материал без газового потока. Сварка с помощью флюсовых проволок может осуществляться при интенсивных ветровых потоках. Техника применения самозащитной проволоки аналогична технологии сварки с помощью обычного проволочного материала. Порошковая проволока имеет отличия в маркировке с обозначением “ПП” и “ПС”; с цифровым указанием марки и диаметра.
- Омедненная сварочная проволока – с покрытием из медного сплава толщиной до 6 мкм. Ключевая роль этого слоя заключается в обеспечении максимально плотного контакта свариваемых конструкций. Созданные с помощью такой проволоки сварные швы отличает высокая механическая выносливость и слабая реакция на сильные перепады температур. Ещё одно бесспорное преимущество – экономия расходных материалов до 40% в сравнении со сваркой обычной проволокой. Примечание – эта разновидность категорически не подходит для сваривания нержавеющих сталей.
- Алюминиевая сварочная проволока, используемая для сварки в защитной газовой среде автоматическими и полуавтоматическими агрегатами. Расходный материал применяется для сваривания изделий, выполненных из алюминиевых сплавов. Алюминиевая присадка требует герметичного хранения из-за достаточно быстрого окисления алюминиевого слоя кислородом на открытом воздухе.
- Сварочная проволока по нержавеющей стали. Материал этой категории легируется хромом или никелем. Соответственно в маркировке будут присутствовать символы “Н” или “Х”, а также цифры процентного содержания легирующих элементов.
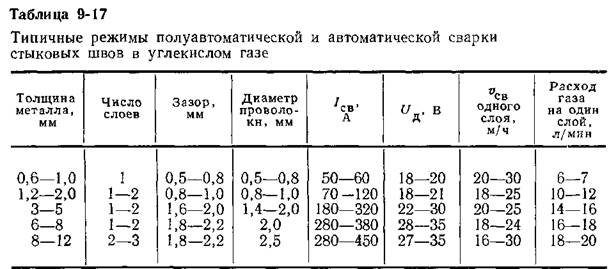 Порошковая проволока имеет отличия в маркировке с обозначением “ПП” и “ПС”; с цифровым указанием марки и диаметра.
Порошковая проволока имеет отличия в маркировке с обозначением “ПП” и “ПС”; с цифровым указанием марки и диаметра.
Для использования в сварочных полуавтоматических агрегатах выпускается проволока с диаметрами 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Порошковые (флюсовые) проволоки изготавливаются в диапазоне толщин от 0,6 до 6 мм. Присадочные прутки, как и проволочные материалы, используемые для изготовления электродов, производятся линейкой диаметров от 1,6 до 5 мм.
Как правильно выбрать сварочную проволоку
- Для сваривания низкоуглеродистых и низколегированных стальных деталей рекомендуется использовать омеднённую проволоку (типа 09Г2С) в углекислой газовой среде. Медное покрытие обеспечит сварным швам необходимую прочность и стойкость на разрыв.
- Нержавеющие сплавы (аустенитные и аустенитно-ферритные с легированием хромом или никелем) свариваются нержавеющей проволокой, легированной этими же элементами. Защитная газовая среда – инертный аргон или гелий с добавлением диоксидной углеродной смеси.
- Для сваривания алюминиевых сплавов используется алюминиевая сварная проволока. Важный нюанс – необходимость тщательного удаления со свариваемых поверхностей оксидной плёнки.
- Порошковая “самозащитная” плёнка используется для сварки широкого класса чёрных металлов, там, где применение газовых баллонов невозможно или нецелесообразно. Единственный минус – высокая стоимость расходных материалов.
- Диаметр сварочной проволоки выбирается в соответствии с толщиной свариваемых деталей. Например, изделия с тонкими стенками лучше сваривать проволокой с диаметром 0,8-1 мм. Если свариваемые поверхности имеют толщину более 5 мм, то диаметр проволочного материала должен быть не менее 1,6-2 мм.
 Защитная газовая среда – инертный аргон или гелий с добавлением диоксидной углеродной смеси.
Защитная газовая среда – инертный аргон или гелий с добавлением диоксидной углеродной смеси. Компания ООО “Техресурс” предложит вам широкий ассортимент сварочной проволоки различных марок, позволяющий сделать правильный выбор для качественного сваривания металлов различного типа.
Режимы сварки полуавтоматом в среде защитных газов
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
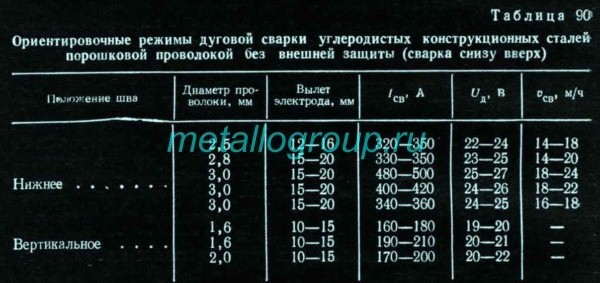 На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.

 Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
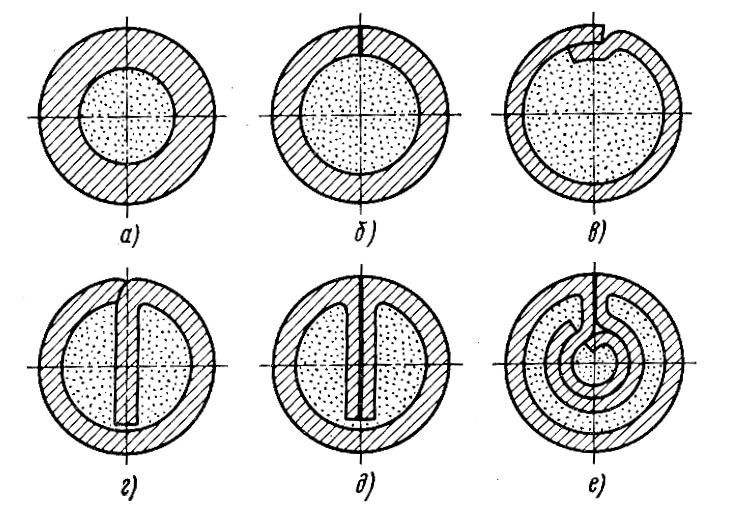 Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.[adsp-pro‑3]
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
[adsp-pro‑2]
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Виды полуавтоматов
Проводится их классификация по разным характеристикам: по тому, какой характер перемещения, какой род защиты сварного шва, какой тип проволоки.
Схема устройства передней панели инвертора.
- По признаку характера перемещения выделяют полуавтомат стационарного класса (его используют в крупносерийном или серийном производстве), а также переносное и передвижное оборудование.
- По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. Шов может быть защищен защитными газами, порошковой проволокой или находиться под слоем флюса.
- Сварочный полуавтомат может иметь различные типы проволоки. Он считается универсальным, если есть соединение двумя проволоками — алюминиевой и стальной. Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.
Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Вы используете MIG-провод неправильного размера?
По словам Фреда Швайгхардта, руководителя проекта Advanced Fabrication Project в Airgas, чем больше, тем лучше – по крайней мере, когда вы говорите о диаметре проволоки MIG. Прочтите его подробное описание ниже, чтобы узнать, почему вы хотите использовать более толстую проволоку даже при сварке более тонких материалов.
Один из многих факторов, которые следует выбрать при сварке MIG, – это размер проволоки MIG, которую вы хотите использовать. Широко распространена точка зрения, что «тонкий» металл следует сваривать проволокой «малого» диаметра.Но на самом деле, не следует ли нам сначала определить, что такое толстое или тонкое, большое или маленькое?
Один из способов разделить толщину металла следующий: все тонкое – 1/8 дюйма и меньше; все остальное толстое. А если говорить о диаметре проволоки, то, вообще говоря, все, что меньше 0,045 дюйма, можно считать малым, а все остальные – большими. Конечно, это может показаться чрезмерным упрощением, но за этим есть веские причины.
Предположим, нам нужен угловой шов размером примерно 1/8 на тройнике из основного металла 1/8 дюйма.Мы можем прокладывать проволоку 0,045 дюйма со скоростью 200 дюймов в минуту (IPM), что дает около 5,4 фунтов сварного шва в час при скорости движения примерно 24 дюйма в минуту. Чтобы сделать такой же сварной шов (при той же скорости движения и наплавке), нам потребуется 325 IPM проволоки MIG при использовании 0,035 дюйма. Все кажется хорошо, пока мы не посмотрим на плотность тока. Провод 0,045 имеет около 120 000 ампер на квадратный дюйм, а 0,035 дюйма более чем на 50% выше – около 195 000. А что, если мы подойдем к проволоке 0,052 дюйма? В итоге мы получили скорость провода 140 дюймов в минуту, скорость перемещения 24 дюйма в минуту и плотность тока 89 500 ампер на квадратный дюйм.
Что такого особенного в плотности тока?
Если стык установлен правильно и нет зазоров, это не имеет большого значения. Однако реальность подсказывает нам, что стыки не всегда подходят правильно, а зазоры – это скорее правило, чем исключение. Когда у нас более высокая плотность тока и мы сталкиваемся с зазором во время сварки, более высокая плотность имеет тенденцию продувать соединение и проникать сквозь него. Это приводит к огромным расходам на ремонт и переделку.
Конечно, мы всегда можем снизить плотность тока, чтобы она соответствовала плотности более крупных проволок, уменьшив скорость подачи проволоки.Однако затем мы сталкиваемся с другой проблемой. Если мы установим скорость подачи проволоки 250 дюймов в минуту для проволоки 0,035 дюйма, мы будем наносить только 4,1 фунта в час сварочного металла. Это означает снижение производительности на 30%. Теперь работа длится на 30% дольше и потребляет на 30% больше газа и электроэнергии.
Если всего этого недостаточно, нужно помнить еще об одном. Многие производственные операции имеют несколько примеров всех возможных комбинаций более тонких и более толстых основных металлов. Разве не имеет смысла использовать одну проволоку, которая может эффективно обеспечить качественный сварной шов на всех этих материалах? Вы можете исключить операции или замену проволоки или даже снизить капитальные затраты, купив более простые сварочные аппараты, которые должны работать с проволокой только одного размера.
Да, это противоречит общепринятой логике, но попробовать стоит. Попробуйте использовать «тонкий» основной металл с какой-нибудь «большой» проволокой. Если вы постоянно свариваете более тонкий материал, вы также можете попробовать использовать защитные газы с более низким энергопотреблением, такие как 95% аргона / 5% O 2 . Испытайте общепринятое мнение и посмотрите, насколько более стабильными и простыми в использовании могут быть эти наполнители.
Хотите узнать больше о сварке? Попробуйте эти другие Airgas Thinks сообщений:
Выбор правильного диаметра проволоки для сварки
Когда сварка является жизненно важной частью вашей производственной линии, каждый компонент вашего аппарата может иметь большое значение для вашей эффективности и качества готового продукта.Одна из областей, где ваш выбор может иметь большое значение, – это диаметр сварочной проволоки, который вы решите использовать. Провод, который вы используете, слишком маленький, слишком большой или там, где он должен быть? Сегодня мы поможем вам узнать, как принять решение, внимательно изучив диаметр проволоки, и как выбрать сварочную проволоку, которая лучше всего подходит для вашего проекта.
Выбор правильного диаметра проволоки для сварки
При выборе диаметра сварочной проволоки в первую очередь учитывается толщина свариваемого материала.Если вы выберете проволоку, которая слишком мала для материала, процесс сварки будет неэффективным, требует затрат времени и производства, поскольку сварщику приходится тратить больше времени на завершение сварки. Это также может вызвать проблемы с контролем качества, поскольку сварные швы могут не полностью проникать в материал. Еще одна проблема, связанная с использованием слишком маленькой проволоки, заключается в возникновении дуги между внутренней частью наконечника и проволокой, что может привести к разрушению внутреннего диаметра наконечника и, в конечном итоге, к спеканию наконечника с проводом.
Но просто выбрать проволоку большого диаметра тоже не обязательно.Если проволока слишком большая, это может стоить вам точности, что также приведет к проблемам с контролем качества, так как другие части продукта могут не подходить должным образом. Это также может стоить вам эффективности и материальных потерь в связи с чрезмерной очисткой или дополнительными производственными этапами после процесса сварки. Это также может вызвать блокировку наконечника, чрезмерное усилие подачи и проскальзывание проволоки. Все эти проблемы могут привести к простоям на линии, пока проблема будет устранена, что приведет к затратам труда и производительности.
Помимо выбора правильного размера, вы также должны быть уверены, что получаете проволоку постоянного диаметра.Почему? Неравномерный диаметр может помешать правильному прохождению тока между проводом и контактным наконечником. Вы можете получить отклонения в диаметре при использовании проволоки низкого качества или когда концы проволоки соединены встык. Проволока, соответствующая спецификациям AWS, может иметь разницу в наплавке до 8%. Проволока, проверенная с помощью лазерного микрометра, обеспечивает наилучшую консистенцию.
Выбрав правильный диаметр проволоки для сварочных работ, вы можете гарантировать, что ваше производство работает эффективно, сохраняя при этом точность, необходимую для производства качественного продукта.Если у вас есть вопросы о диаметре проволоки или вам нужна дополнительная информация о том, какие сварочные продукты лучше всего подходят для вашей ситуации, свяжитесь с нами сегодня. В OTC Daihen мы предлагаем инновационные технологии для промышленной сварки почти 100 лет.
030 Вс. 035 Проволока с флюсовым сердечником – квалифицированный сварщик
Найти подходящую сварочную проволоку при минимальном опыте сварки может быть непросто. Поиск может запутать из-за наличия различных типов сварочной проволоки.Неопытным сварщикам требуется провести много исследований, чтобы выбрать сварочную проволоку, подходящую для их конкретных нужд.
Когда вы начнете исследование, вы скоро столкнетесь с горячими спорами о том, какая сварочная проволока с флюсовой сердцевиной лучше между 030 и 035. Прежде чем мы поможем вам сравнить эти две сварочные проволоки, мы научим вас некоторым основам порошковой проволоки. сварка, которая должна быть у вас под рукой. Порошковая проволока – это разновидность сварочной проволоки, которая используется в сварочных аппаратах MIG. Эта проволока уникальна тем, что имеет флюсовое покрытие.
Сварочные проволоки с флюсовым сердечником могут быть самозащищенными или газозащитными. Хотя самозащитная порошковая проволока не нуждается во внешнем защитном газе, это критически важное требование для порошковой проволоки с защитной газовой оболочкой. Такая проволока идеально подходит для сварки на открытом воздухе и более портативна. В зависимости от требований к сварке вы можете выбрать порошковую проволоку 030 или 035. Учить больше!
Сравнительная таблица
| Продукт | 030 Проволока с сердечником из флюса | 035 Проволока с сердечником из флюса |
| Сила тока | Низкая | Высокая |
| Подходит для металлы | Более толстые металлы | |
| Совместимый сварочный аппарат | 210V | 250V |
| Проверить на Amazon | Узнать цену здесь | Узнать цену здесь |
Как сравнить проволоки с сердечником из флюса 030 и 035 ?
Одна из причин популярности порошковых проволок – их многочисленные преимущества.Они не только обеспечивают высокую производительность наплавки, но также идеально подходят для работы в ветреную погоду. Если вы рассматриваете проволоку с флюсовым сердечником, вам необходимо понимать разницу в их характеристиках. Цифры 030 и 035 используются для обозначения диаметра сварочного стержня.
Иногда вы можете встретить эти числа, записанные в форме .30 или .35. Во всех моделях цифры должны указывать на толщину сварочного стержня. Проволока с сердечником из флюса с электродом 035 означает, что он толще, чем один, который имеет размер 035 мм.005 дюймов. Хотя разница может показаться небольшой, вы не должны игнорировать ее, поскольку она может повлиять на качество сварных швов, которые можно получить при простом выборе.
Известно, что более толстые стержни требуют большей силы тока по сравнению с тонкими стержнями. Это означает, что для проволоки с флюсовым сердечником 035 требуется более высокая сила тока по сравнению с флюсовым сердечником 030. Если вы ищете сварочную проволоку с флюсовым сердечником, с помощью которой можно сваривать толстый лист металла, то вам следует придерживаться сварочной проволоки 035. Хотя эта проволока с флюсовым сердечником идеально подходит для толстых металлов, она имеет тенденцию к проблемам при контакте с тонкими металлическими листами.
Порошковую проволоку 035 следует выбирать только в том случае, если вы хотите сваривать металл толщиной более 16 калибра. С другой стороны, проволока из флюсового сердечника 030 лучше всего работает с более тонкими металлами. Чем толще диаметр проволоки, тем глубже проплавление. В то время как проволока с флюсовым сердечником 035 хорошо работает с машинами на 250 В, порошковая проволока 030 обеспечивает отличные характеристики при использовании с машинами на 210 В.
030 проволока с флюсовым сердечником
Рынок предлагает различные марки порошковой проволоки 0,30, которые следует сравнить.Однако известно, что каждая модель имеет некоторые уникальные особенности. Этой проволокой можно сваривать различные материалы, в том числе оцинкованный металл или детали кузова автомобилей. Большинству людей нравится, насколько гладко проходит проволока из флюсового сердечника и насколько хорошо она ложится.
Выбрав эту проволоку с флюсовым сердечником для тонких металлов, вы не будете тратить часы на очистку после сварки. Вам понравится тот факт, что использование этой проволоки с флюсовым сердечником предотвращает появление большого количества брызг или дыма. Вы можете сваривать металлы более удобно, не полагаясь на внешний газовый баллон.Поскольку диаметр проволоки постоянный, у вас не должно возникнуть постоянных проблем с подачей. Вам нужно выбрать эту проволоку с флюсовым сердечником, если у вашего сварочного аппарата около 190 ампер.
Плюсы
- Идеально подходят для сварки общего назначения
- Это доступно
- Высокая производительность наплавки
- Минимальное разбрызгивание
- Работает плавно
Минусы
035 Проволока с флюсовым сердечником
Вы можете добиться идеальных сварных швов, выбрав порошковую проволоку 035 для более толстых металлов.Если вы хотите сваривать толстые оцинкованные кровельные листы или углеродистую сталь, этот вид порошковой проволоки вас не разочарует. Проволока дает чистый сварной шов, ведущий к великолепному внешнему виду шва.
Сварочную проволоку этого типа можно использовать даже в ветреную погоду. Благодаря быстрому замерзанию порошковая проволока идеальна для множества применений. Однако для этого требуется больше мощности, которую не могут обеспечить некоторые сварочные аппараты. Прежде чем выбирать эту порошковую проволоку, подумайте, какой сварочный аппарат вы используете.
Проблема с некоторыми порошковыми проволоками этой категории обычно приводит к образованию большого количества брызг во время сварки. Убедитесь, что вы сравниваете разные модели, чтобы выбрать ту, которая рассчитана на минимальное разбрызгивание. Это может помешать вам много убирать. Если у вас нет такого рейтинга, вам следует приобрести спрей для предотвращения разбрызгивания, чтобы избавиться от брызг и защитить заготовку.
Если вы купили эту порошковую проволоку, вам необходимо научиться правильно ее обслуживать, чтобы вы могли пользоваться ею долгие годы.Это чувствительная сварочная проволока, которая может легко сломаться, так как центр снабжен защитным составом. Поэтому обращаться с ним следует с особой осторожностью. Большинству сварщиков в автомобильной промышленности нравится высокая скорость этой порошковой проволоки.
Pros
- Быстрая сварка толстых материалов
- Вы можете использовать ее для большинства покрытий и сталей
- Хорошо работает даже в неблагоприятных погодных условиях
- Большинство людей считают эту порошковую проволоку удобной в использовании
- Обеспечивает глубокое проникновение в металл
- Низкая цена
Минусы
- Не идеальны для тонкого металла
- Вы можете испытывать высокий уровень дыма
Вердикт
Порошковая проволока может помочь вам при сварке , вырезать и придать форму инструменту в соответствии с вашими предпочтениями.В отличие от сплошной проволоки, вы можете сварить ржавый или загрязненный стальной металл с помощью порошковой проволоки. Такие загрязнения не влияют на качество сварного шва. Поскольку порошковая проволока подходит всем, включая малоопытных сварщиков, она продолжает получать конкурентное преимущество перед сплошной проволокой.
Посмотреть цену на AmazonХотя некоторые люди предполагают, что 035 лучше порошковой проволоки 030, это предположение неверно. Обе порошковой проволоки могут дать вам отличные характеристики.Вместо того, чтобы сосредотачиваться на том, какой из них лучше другого, вам следует сосредоточиться на типе металла, с которым вы работаете, чтобы вы могли выбрать наиболее подходящую порошковую проволоку.
Если вы хотите сваривать металлы толщиной менее 1/4 дюйма, то идеальной порошковой проволокой в данном случае будет модель 035. Для более тонкого металла используйте порошковую проволоку 030. Помимо толщины металла, вам также следует выбирать порошковую проволоку в зависимости от сварочного аппарата, который у вас есть.Если вы не можете найти порошковую проволоку подходящего размера, рекомендуем попробовать поискать ее в Интернете. Вы можете сравнить не только различные доступные модели, но и цену, чтобы выбрать ту, которая соответствует вашему бюджету.
Часто задаваемые вопросы
Что обозначают цифры на порошковых проволоках?
Порошковые проволоки подразделяются на различные категории и сгруппированы в соответствии с диапазоном их диаметров. Цифры, которые сопровождают порошковые проволоки, поэтому представляют толщину стержня.
В каких областях применяется этот вид сварки?
Хотя порошковая сварка имеет множество применений, наиболее распространенными из них являются нержавеющая сталь, которая состоит как из низколегированных, так и из низколегированных сталей. Вы также можете использовать его для сварки металлов из никеля.
Какие правила техники безопасности следует соблюдать при сварке сердечником из флюса
Во время этого вида сварки следует ожидать образования многочисленных искр. Это также связано с использованием сильной жары и ультрафиолетовых лучей.Следовательно, вам необходимо использовать средства индивидуальной защиты для повышения безопасности. Некоторое из необходимого оборудования включает кожаную сварочную куртку, защитные очки, длинные брюки и шлем.
На что следует обратить внимание при выборе диаметра порошковой проволоки?
Перед тем, как начать покупать порошковую проволоку, вам необходимо подумать о типе сварочного аппарата, который у вас есть. Помимо размера, сила тока, с которой работает ваш сварочный аппарат, а также необходимые пластины должны помочь вам в выборе правильного диапазона диаметров проволоки с флюсовым сердечником.
Следует использовать проволоку с флюсовым сердечником на чистом или грязном металле?
Одна из причин, по которой люди предпочитают порошковую проволоку сплошной проволоке, заключается в том, что металл не должен быть чистым, чтобы можно было сваривать. Однако рекомендуется подготовить металл перед началом сварки, чтобы снизить риск образования пористости, которая может ослабить целостность сварного шва.
Проволока для сварки MIG для низкоуглеродистой стали, толщина; 0,8, 1,2, 2, 3 мм, 82 рупий за килограмм
Проволока для сварки MIG из низкоуглеродистой стали, толщина; 0.8, 1,2, 2, 3 мм, 82 рупий / килограмм | ID: 17992464688Технические характеристики продукта
| Количество в рулоне | 10 кг, 12.5 кг |
| Толщина | 0,8 мм, 1,2 мм, 2 мм, 3 мм |
| Материал проволоки | MS |
| Поверхность | Яркая и матовая поверхность |
| Тип упаковки | Рулон |
Описание продукта
Будучи лидером в отрасли, мы заняты предложением качественного диапазона Сварочной проволоки MIG из мягкой стали . Диапазон цен: Rs 80-95 / Килограмм
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2017
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Годовой оборот До рупий50 лакх
Участник IndiaMART с апреля 2016 г.
GST09DFEPK7924h2Z5
Мы – ведущий оптовый торговец высококачественным ассортиментом сварочных электродов, измерительных лент, сварочных очков, сварочной проволоки MIG, сварочного шлема и т. Д. Мы предлагаем нашу продукцию клиентам в различных вариантах и по очень экономичной цене. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
4 совета по выбору правильной сварочной проволоки
josadmin | 4 мая 2016 г.Сварочная проволока играет важную роль в прочности сварки MIG и, в частности, в прочности сварных соединений.Хотя при сварке MIG можно комбинировать любое количество различных металлов или металлических сплавов, прочность и долговечность этих сварных соединений зависит от проволоки. Хотя лучшая проволока для работы будет зависеть от используемых металлов, при выборе сварочной проволоки следует учитывать несколько советов.
4 совета по выбору сварочной проволоки
- Определите свои металлы. Несмотря на то, что при сварке MIG могут использоваться различные металлы, наиболее распространенными являются три: углеродистая сталь, нержавеющая сталь и алюминий.Эти так называемые основные металлы влияют на состав и толщину сварочной проволоки.
- Подберите провод. В идеале сварочная проволока должна быть из того же металла, что и металл, который будет свариваться. Металлы из нержавеющей стали следует использовать с проволокой из нержавеющей стали, углеродистую сталь с проволокой из углеродистой стали и т. Д. Помните об этом и обращайтесь к основному металлу проволоки при выборе сварочной проволоки.
- Нет необходимости избегать смешанных металлов в пользу чистых металлов. Для проволоки MIG нет ничего необычного в том, чтобы помимо металла включать в себя дополнительные элементы. Такие элементы, как марганец, кремний и титан, часто добавляют в проволоку, чтобы сделать сварные швы более прочными, стабильными, менее пористыми или склонными к окислению. Совершенно нормально, а иногда и предпочтительнее выбирать проволоку, в которой есть эти дополнительные элементы.
- Обратите внимание на толщину. Толщина основного металла определяет толщину используемой проволоки. Чтобы принять решение, ознакомьтесь с таблицами толщины проволоки на упаковке изделий из проволоки.Имейте в виду, что существует диапазон толщин, который подходит для проволоки стандартного диаметра, поэтому вам не нужно знать точный калибр свариваемых пластин.
Найдите сварочную проволоку, необходимую для вашего проекта, в компании Josef Gas
Josef Gas – единственный источник, который вам нужен для сварки. У нас есть сварочное оборудование, сварочный газ и присадочные материалы, такие как сварочная проволока, для выполнения любого проекта. Вы найдете все ведущие бренды, такие как Lincoln, ESAB, Avesta и Harris, в одном месте! Посетите нашу страницу сварочного оборудования, чтобы узнать, что у нас есть в наличии, или свяжитесь с нами по телефону 416.658.1212 или [email protected], чтобы обсудить потребности вашего проекта уже сегодня!
Безгазовая (МИГ) Сварка тонколистовой стали
Вот почему 0,9 мм, а не 0,8 мм, на самом деле может быть вашим лучшим выбором для более тонких материалов
Что касается сварки тонких профилей методом MIG безгазовой сварочной проволокой – например, 1.6-миллиметровый лист или правая сторона / труба – многие сварщики логически предполагают, что когда дело доходит до выбора диаметра проволоки, проволока 0,8 мм будет лучше, чем проволока 0,9 мм.
Как ни странно, это не всегда так. Вот почему;
0,8-миллиметровая безгазовая проволока напрямую не сравнивается с 0,8-миллиметровой твердой (газовой) проволокой MIG:
Если вы привыкли использовать сплошную (газовую) MIG-проволоку 0,8 мм для сварки стали более тонкой толщины, то вы, естественно, можете предположить, что безгазовая проволока 0,8 мм также является лучшим вариантом.
Однако безгазовая проволока 0,8 мм не имеет прямого отношения к сплошной (газовой) проволоке 0,8 мм. Это связано с тем, что безгазовая проволока имеет порошковую сердцевину, что означает, что у нее есть полая сердцевина, заполненная флюсом, поэтому безгазовая проволока будет иметь меньше присадочного металла на килограмм, чем сплошная проволока того же размера.
Только по этой причине безгазовая проволока 0,9 мм часто выполняет ту же работу, что и сплошная проволока 0,8 мм … в зависимости от качества проволоки.
Правильная безгазовая проволока 0,9 мм для сварки тонких материалов
Если вы пробовали разные марки безгазовой проволоки, вы согласитесь, что между ними часто есть существенные различия.Это связано с тем, что состав флюса оказывает большое влияние на работу проволоки … и каждая марка проволоки имеет свою формулу.
Лучшая проволока 0,9 мм, такая как Weldclass Platinum GL-11, будет гораздо более «терпимой» к изменениям толщины материала и легко сваривает более тонкие материалы.
Фактически, Platinum GL-11, возможно, является безгазовым проводом номер 1 в Австралии, когда дело доходит до привлекательности для пользователей. Формула этой проволоки совершенствовалась на протяжении многих лет, чтобы обеспечить исключительные характеристики… включая возможность сваривать широкий диапазон толщин с использованием 0,9 мм. GL-11 также устойчив к изменениям параметров, а это означает, что вам не придется постоянно играть с настройками сварочного аппарата, чтобы проволока двигалась должным образом.
Состав (проволока и флюс)
Это сложно объяснить в двух словах … но мы сделаем все возможное, чтобы понять смысл!
Формула для безгазовой проволоки 0,8 мм не совпадает с формулой 0,9 мм (или не должна быть).Это связано с тем, что проволока разного диаметра имеет разные характеристики дуги, разные рабочие параметры и т. Д. – и чтобы учесть это, необходимо внести изменения в формулу.
Кроме того, из-за того, что он физически меньше (с меньшим «пространством» для размещения проволоки и флюса), еще труднее достичь успешной формулы для 0,8 мм, чем для 0,9 мм.
Наша Platinum GL-11 толщиной 0,8 мм также является самой эффективной проволокой … но мы по-прежнему продаем в 10 раз больше 0,9 мм, чем 0,8 мм. Почему? потому что Platinum GL-11 в 0.9 мм настолько универсален и может использоваться как для более тонких, так и для более толстых материалов.
Экономическая выгода при использовании 0,9 мм
Использование 0,9 мм вместо 0,8 мм также может сэкономить ваши деньги. На килограмм 0,8 мм всегда дороже, чем 0,9 мм – это потому, что; а) на килограмм проволоки меньшего диаметра дороже в производстве; б) проволока 0,9 мм более популярна и производится в гораздо больших объемах, что помогает снизить стоимость.
Итак, когда я должен использовать 0,8 мм?
Мы не говорим, что 0.Безгазовой проволоке 8мм нет места. Если вы постоянно свариваете очень тонкие материалы (например, 1,0 мм), то значение 0,8 мм может иметь смысл.
И / или если у вас есть сварочный аппарат MIG меньшего размера с максимальной мощностью, скажем, 130–150 А, тогда проволока 0,8 мм может быть более подходящей для диапазона мощности вашего аппарата.
Но, тем не менее, мы часто обнаруживаем, что операторы, которые раньше думали, что им нужно использовать 0,8 мм, приятно удивлены, обнаружив, что наш Platinum GL-11 диаметром 0,9 мм делает все, что было раньше.Проволока 8мм делал и больше.
Заключение
- Попробуйте 0,9 мм, вы можете быть приятно удивлены результатами на более тонких материалах!
- Не соглашайтесь на нестандартную проволоку – используйте безгазовую проволоку премиум-класса, такую как Platinum GL-11
Этот блог предназначен для помощи в следующих вопросах: Какой размер безгазовой проволоки лучше всего использовать для тонкой стали или оцинкованной (гальванизированной) стали? // Какого размера я должен использовать безгазовый провод?
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к конкретным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Какой из них лучший? |
Если вы новичок в сварке, выбор правильной сварочной проволоки может оказаться сложной задачей, особенно со всеми доступными вам видами сварочной проволоки.И, казалось бы, бесконечные споры о проволоке с флюсовым сердечником 0,030 против 0,035 и сварочной проволоке 0,030 против 0,035 не помогают.
Знание того, какой провод работает лучше всего, поможет вам выбрать. Но прежде чем мы сможем сравнить эти провода, давайте рассмотрим некоторые основы.
Рекомендовано Лучшее .030 и .035 Проволока с сердечником из флюса
Синий Демон E71T-11 X.030 X 10LB Сварочная проволока с сердечником из катушки без газа
INEFIL ER70S-6. 030 дюймов на 10-фунтовой катушке из углеродистой стали Mig Solid Welding Wire
Синий Демон E71T-11 X.035 X 10LB Сварочная проволока с сердечником из катушки без газа
Lincoln Electric ED030584, Сварочная проволока MIG, NR-211-MP.035, катушка
Синий Демон E71T-11 X.030 X 10LB Сварочная проволока с сердечником из катушки без газа
INEFIL ER70S-6.030 дюймов на 10-фунтовой катушке из углеродистой стали Mig Solid Welding Wire
Синий Демон E71T-11 X.035 X 10LB Сварочная проволока с сердечником из катушки без газа
Lincoln Electric ED030584, Сварочная проволока MIG, NR-211-MP.035, Золотник
Что такое проволока с флюсовым сердечником?Используемая при сварке MIG проволока с флюсовым сердечником представляет собой сварочную проволоку с флюсовым покрытием.Существует два типа проволоки с флюсовым сердечником: самозащитный и газозащитный. Как следует из названия, для проволоки с сердечником из флюса с защитным газом требуется внешний защитный газ.
Флюсовое покрытие проволоки с сердечником из газозащитного флюса затвердевает быстрее, чем расплавленная ванна сварочного материала. В результате получается своего рода полка, удерживающая ванну расплава, которая помогает при вертикальной или потолочной сварке.
Самозащитный проволочный сердечник не требует подачи внешнего защитного газа. Эти типы проволоки выделяют защитный газ при сжигании флюсового покрытия.
Используется проволока с флюсовым сердечником
Поскольку порошковая проволока не требует защитного газа, она применяется для сварки на открытом воздухе. При использовании сплошной проволоки сварка MIG на открытом воздухе может быть проблематичной. Кроме того, проволока с флюсовым сердечником делает сварочные аппараты более портативными, поскольку вам не нужна внешняя газовая защита.
Газозащитная проволока с сердечником из флюса используется для сварки металлов большой толщины. Кроме того, они подходят для сварки в нерабочем положении.
Преимущества проволоки с сердечником из флюса
Популярность этих типов сварочной проволоки указывает на их бесчисленные преимущества.Проволока с флюсовым сердечником обеспечивает более высокую скорость наплавки. Кроме того, эти типы проводов можно использовать на улице в ветреную погоду.
Кроме того, проволока из флюсового сердечника более устойчива к ржавым или грязным металлам. Таким образом, этими проволоками можно сваривать ржавые или грязные металлы.
Могу ли я использовать защитный газ с самозащитным флюсовым сердечником?
Это то, о чем вы, наверное, думали. Как вы уже догадались, это приведет к плохому сварному шву. Когда химические вещества в вашей проволоке с флюсовым сердечником не вступают в реакцию с воздухом, они в конечном итоге загрязняют сварной шов, что приводит к плохому сварному шву и растрескиванию.
Таблица скорости и напряжения проволоки с флюсовым сердечником
Различия между проволоками с флюсовым сердечником .030 и .035
Теперь, когда мы рассмотрели основы, давайте перейдем к сути вопроса, который лучше 0,030 против 0,035 проволоки с сердечником из флюса. Во-первых, важно отметить, что означают эти два числа. Цифры .030 и .035 относятся к диаметру сварочного стержня.
Эти два числа, которые иногда обозначают как 0,35 и 0,30, отражают толщину стержня. Таким образом, расширение.Электрод 035 на 0,005 дюйма толще, чем 0,030. Так что это значит?
По сути, более толстые стержни требуют большей силы тока по сравнению с более тонкими стержнями. Таким образом, для электрода 0,035 потребуется более высокая сила тока. Кроме того, проволока с сердечником из флюса 0,35 может обрабатывать более толстые листы металла по сравнению с проволокой 0,030.
Однако сварочная проволока 0,035 не справляется со сваркой более тонких металлов. Он лучше всего подходит для сварки металлов толщиной более 16 мм. 0.Проволока с флюсовым сердечником 030 – правильный выбор для сварки более тонких металлов.
Провода большего диаметра нагреваются сильнее и имеют более глубокое проплавление. Например, проволока с флюсовым сердечником 0,45 будет гореть сильнее, чем проволока с флюсовым сердечником 0,35. Для сварки лучшим выбором будет стальной металл толщиной ½ дюйма с сердечником из флюса 0,45.
.030 против .035 Проволока с сердечником из флюса – какой из них для чего лучше?
Давайте решим спор о том, что лучше проволоки с флюсовым сердечником 030 или 035. Хотя некоторые скажут, что одно лучше другого, это неправда.Все зависит от того, какой металл вы обычно свариваете.
Если вы обычно свариваете металлы толщиной менее дюйма, то 0,35 будет идеальным вариантом. С другой стороны, если вы обычно свариваете более тонкие металлы. Однако разница в толщине металла очень небольшая.
То, что вы будете использовать, зависит от типа имеющегося у вас сварочного аппарата. Так какого размера проволока для сварщика? Обычно проволока с сердечником из флюса 0,30 лучше всего работает при напряжении 210 В и ниже машин. Напротив, провод с сердечником из флюса 0,35 будет лучше всего работать с машинами на 250 В и более.
Проволока с флюсовым сердечником Best .030 Отзывы
Итак, какие марки и модели проводов с флюсовым сердечником .30 я считаю лучшими? Исходя из моего опыта, мне пришлось бы пойти именно с этими двумя.
Голубой демон E71TGS .030 X 2 # Сварочный сердечник сердечника флюса катушки без газа
Blue Demon E71TGS используется многими сварщиками по уважительным причинам. Я использую сварочный аппарат Lincoln 110V, и эта сварочная проволока до сих пор была отличной. Он способен сваривать оцинкованные кровельные листы, а также листы кузовов автомобилей.
Что мне понравилось в этом проводе, так это его плавность хода. Он также формирует отличный валик, и после сварки требуется очень мало очистки. А так как это флюсовый сердечник с проводкой, нет необходимости во внешних газовых баллонах. Он также производит мало дыма и брызг.
INEFIL ER70S-6. 030 дюймов на 10-фунтовой катушке из углеродистой стали для сварки сплошной проволокой
Inefil – не самая известная марка сварочной проволоки. Но компания действительно производит отличную сварочную проволоку, одна из которых – ER70S-60.30-дюймовый провод. Я купил несколько катушек этой проволоки и остался доволен результатом.
Он наматывается на катушку и подает плавно, без рывков. Одной из распространенных проблем с более дешевыми проволоками является несоответствующий диаметр проволоки, что вызывает проблемы с подачей. Я был доволен постоянством диаметра этой проволоки с сердечником из флюса.
В целом эта проволока хорошо запускается и дает чистый сварной шов без брызг. Вдобавок к этому, он создает красивые сварные швы. Цвет и текстура сварных швов – это то, что меня впечатлило.
Рекомендуемая проволока Best .035 с флюсовым сердечником
Что касается более толстой сварочной проволоки .35, то у меня тоже есть некоторые предпочтения. Две мои лучшие сварочные проволоки в этой категории:
Голубой демон E71TGS .035 X 2 # Сварочный провод сердечника флюса катушки без газа
Blue Demon – одна из моих любимых марок сварочной проволоки. Таким образом, имеет смысл приобрести также сварочную проволоку с флюсовым сердечником 0,035. Нет большой разницы между этим и 0.30 вариант проволоки.
Таким образом, это безгазовый флюсовый сердечник с универсальной разводкой, который отлично подходит для сварки оцинкованных кровельных листов. Кроме того, он пригодится, когда вы хотите сделать некоторые работы по ремонту кузова автомобиля. Конечно, она толще, чем проволока с сердечником из флюса 0,30, которая может сваривать металлы немного большей толщины.
Тем не менее, он поддерживает все хорошее, что мы ожидаем от всех проводов Blue Demon. Кроме того, это отличный выбор для сварки углеродистой стали.
LINCOLN ELECTRIC CO ED030584.035 “NR-211 Fluxco Wire
Немного дешевле, чем Blue Demon, Lincoln Electric ED030584 – еще один отличный провод 0,035. Продукция Lincoln славится своим качеством, и эта проволока не исключение. Эта сварочная проволока обеспечивает чистый сварной шов с превосходным внешним видом валика.
Благодаря самозащитной проволоке с магнитным сердечником, он хорошо работает в условиях умеренного ветра. Характеристики быстрого замораживания делают его хорошим вариантом для большинства сварочных работ. И хотя при этом образуется немного шлака, его легко удалить.
Как выбрать лучшую сварочную проволоку
При покупке сварочной проволоки следует помнить о нескольких вещах. Эти;
Материал стержня
Лучшие сварочные проволоки – это те, которые сделаны из того же материала, что и металл, который вы свариваете. Таким образом, лучшая проволока MIG для низкоуглеродистой стали изготавливается из низкоуглеродистой стали. Таким образом, выбирая сварочную проволоку для сварки низкоуглеродистой стали, выбирайте проволоку из низкоуглеродистой стали.
Размер шпули
Сварочная проволока бывает разных размеров катушек.Выбранный размер катушки будет зависеть от типа используемого сварочного аппарата. Поэтому не все машины вмещают катушку весом 10 фунтов.
Обязательно проверьте размер катушки, которую может вместить ваш сварщик. В качестве альтернативы вы можете приобрести адаптер, чтобы ваш сварочный аппарат приспособился к катушке большего размера.
Полярность
При сварке низкоуглеродистой стали необходимо использовать электрод постоянного тока или положительный электрод постоянного тока. Поэтому при покупке сварочной проволоки для низкоуглеродистой стали выбирайте проволоку, пригодную для сварки DCEP.
Сечение провода
Размер проволоки также зависит от типа сварочного аппарата, который вы используете. Вы можете выбрать размер провода 0,024, 0,030 или 0,035 дюйма. Некоторые сварочные аппараты совместимы с проволокой диаметром 0,030 дюйма, в то время как другие хорошо работают с проволокой диаметром 0,035 дюйма.
Как увеличить срок службы сварочной проволоки
Есть несколько советов, как продлить срок службы сварочной проволоки из низкоуглеродистой стали. Самым полезным является чистка насадок после использования. Это поможет избавиться от любых загрязнений.
Также рекомендуется хранить стержни во влагостойком пластиковом пакете. Судя по отзывам, несколько стержней поставляются запечатанными во влагостойких пакетах.
Заключение
При выборе сварочного аппарата между проволокой с флюсовым сердечником 0,030 и 0,035 необходимо учитывать металл, который вы свариваете, и свой сварочный аппарат. Эти две сварочные проволоки не сильно отличаются друг от друга и могут использоваться для большинства сварочных работ.
Но для большинства сварочных работ общего назначения.Проволока с флюсовым сердечником 030 – вот что использовать. Для .035 может потребоваться немного больше мощности, чего ваш сварщик может быть не в состоянии. В заключение, спор между сварочной проволокой 0,030 и 0,035 не имеет явного победителя. Все зависит от ваших потребностей.
Последнее обновление 2021-10-22 / Партнерские ссылки / Изображения из Amazon Product Advertising API
.