Токарный станок ТВ-3 (ТВШ-3)
Токарный станок ТВ 3 представляет собой аппарат, используемый для учебных целей в школьных мастерских. Первый выпуск электроагрегата пришелся на 60-е гг прошлого столетия. С 70-х гг начался выпуск новых моделей ТВ 4, заменивших ТВ 3. Впоследствии были разработаны современные модели станка, обладающие большим функционалом.
Общая характеристика аппарата и его аналогов
Существует несколько модернизированных вариантов школьных винторезных станков. Первая модель станка ТВШ 2 стала родоначальником всей серии токарно-винторезных агрегатов, используемых в школах для обучения навыкам резьбы.
Первый токарный станок ТВШ 2 выпущен в середине XX века. Агрегат обладал тремя подачами и мог выполнять три разновидности резьбы. На смену устаревшей модели пришла модернизированная версия твш 3, которую со временем заменил аппарат ТВ 4. На смену ТВ 4 пришла модель ТВ 6.
В последующие годы была создана усовершенствованная модель станка ТВ 7, отличающаяся от предыдущей устройством коробки скоростей и передней бабки. Переключение скоростей на агрегате осуществляется путем переброски приводного ремня, а также благодаря понижающей коробке с двумя скоростями.
Переключение скоростей на агрегате осуществляется путем переброски приводного ремня, а также благодаря понижающей коробке с двумя скоростями.
Учебные агрегаты ТВ 7 способны нарезать порядка 6 видов резьбы, а количество подач на них стало равняться 8.
Поскольку скорость вращения шпинделя на токарно-винторезном агрегате ТВ 7 переключается перебрасыванием ремней, то на шпиндельной бабке были удалены две рукоятки.
Шпиндельная бабка станка
Выпущенные позже устройства ТВ 9 и ТВ 11 имели возможность выполнять следующие токарные работы:
- сверление
- нарезание резьбы;
- расточка, проточка поверхностей в форме конуса и цилиндра;
- подрезание торцов;
- отрезка.
Винторезный станок ТВ 11 отличается от других моделей увеличенным параметром расстояния между центрами. Для него он составляет 750 мм. Межцентровое расстояние для агрегата ТВ 9 составляет 525 мм, что заметно превышает указанный показатель у модификации ТВ 7М — 275.
Все выпущенные агрегаты имеют класс точности Н.
Техническая характеристика станка ТВШ 3
В паспорте указано, что ТВШ 3 — токарно-винторезный станок школьный, применяемый для различных токарных операций в школьных мастерских для политехнического обучения. Агрегат предназначается и для холодной резки металлов. Он способен осуществлять целый ряд операций, среди которых:
- отрезка;
- сверление;
- расточка с проточкой поверхностей в виде конуса и цилиндра;
- нарезка метрической резьбы;
- подрезание торцов.
Сверление на токарном станке
Токарный станок ТВШ 3 обладает техническими характеристиками:
- вес электроагрегата — 280 кг;
- параметры по длине, ширине и высоте — 143*47*101 см;
- высота центров — 10 см;
- расстояние между центрами — 35 см;
- диаметр патрона — 10 см;
- максимальный диаметр прутка — 14 мм;
- максимальная длина обтачивания — 35 см;
- максимальный диаметр заточки над нижней поверхностью суппорта — 9 см;
- количество ступеней частот шпиндельного вращения — 6;
- диаметр шпиндельного отверстия — 1,5 см;
- частота шпиндельного вращения — 119-709 оборотов/мин;
- максимальное продольное передвижение суппорта — 30 см;
- поперечное передвижение суппорта — 10 см;
- максимальное передвижение салазок — 50 мм;
- количество ступеней продольных суппортных подач — 3;
- число видов метрической резьбы — 3;
- максимальное перемещение пиноли — 6,5 см.


Пиноль на токарный станок
Данный школьный электроагрегат оснащен электрическим двигателем трехфазного типа. Его мощность составляет 0,6 кВт.
Особенность конструкции аппарата в том, что в нем отсутствуют следующие элементы и функции:
- отсутствует торможение шпинделя;
- не предусмотрено блокирование рукояток;
- отсутствует лимб;
- нет продольного передвижения суппорта на деление лимба.
Устройство агрегата
Токарно-винторезный аппарат ТВШ 3 состоит из элементов:
- станины;
- электрического оборудования;
- коробки подач;
- защитного кожуха;
- двух бабок;
- фартука;
- суппорта;
- тумб;
- передаточного устройства;
- защитного экрана.
Станина закрепляет и соединяет все другие элементы аппарата. Она представляет собой коробку, оснащенную окнами. В ее состав входят две направляющие. Передняя направляющая осуществляет перемещение каретки, задняя — передвигает заднюю бабку.

Станина фиксируется на двух тумбах. Спереди устройства располагаются ходовой винт с рейкой.
В ТВШ 3 передняя бабка выполняет функции коробки скоростей. Ее назначение заключается в поддержании обрабатываемого изделия и сообщения ему вращательного движения. Электрический двигатель посредством клиноременной передачи сообщает вращение шкиву, который располагается на валу коробки скоростей.
Передаточный механизм электроагрегата состоит из следующих частей:
- кронштейна;
- валика;
- шестерен.
Одна из шестерен цепляется с шестерней валика коробки подач, а другая — с шестерней передней бабки. Вращение передается от шпинделя коробки скоростей к коробке подач. При смене шестерен передаточного устройства станка можно изменять шаг резьбы.
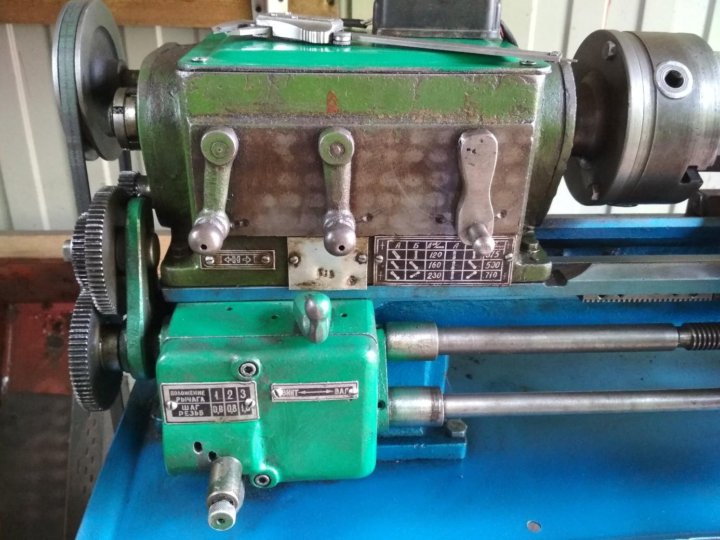
Коробка подач аппарата получает движение от передней бабки посредством шестерен передаточного устройства. Коробка подач позволяет делать метрическую резьбу с шаговыми показателями 0,6, 0,8, 1 мм.![]()
Остальные устройства электроагрегата предназначены:
- суппорт — для передвижения и фиксации резца;
- фартук — для осуществления продольной суппортной подачи;
- задняя бабка — для фиксации противоположного конца обрабатываемого изделия.
Видео по теме: Модернизация ТВШ 3
Токарный станок ТВ 4 – конструкция и технические характеристики + Видео
1 Токарный станок ТВ 4 – общие сведения, технические возможности и характеристики
Описываемый агрегат начали производить на Ростовском комбинате специального учебного оборудования в 1970-х годах.
Он стал достойной заменой станкам ТВ 2 и ТВ 3, на которых до этого советские школьники и учащиеся политехнических училищ получали азы обработки металлических изделий резанием.
ТВ 4 – универсальный агрегат. На нем можно выполнять многие токарные работы, включая и такие распространенные, как:
- сверление отверстий;
- подрезка торцов;
- нарезание резьб метрического типа;
- проточка поверхностей конической и цилиндрической формы;
- отрезка.
Паспорт станка указывает и на другие операции, которые допускается производить на ТВ 4.
Основные характеристики школьного агрегата ТВ 4 следующие:
- максимально возможная длина обтачивания – 30 см;
- максимальный диаметр детали для обработки над суппортом (если быть точным – над его нижней частью) – 12,5 см, над станиной – 20 см;
- шаги нарезаемой метрической резьбы – 1,25; 1 и 0,8 мм;
- интервал между центрами – 35 см;
- отверстие в шпинделе (диаметр) – 1,6 см.
Также паспорт токарной установки содержит информацию о мощности электродвигателя, установленного на нее, которая составляет 0,6 кВт, о пределах подач в продольном направлении (0,12; 0,10 и 0,08 мм), о количестве оборотов шестиступенчатого шпинделя (710, 500, 375, 230, 160 и 120) и о том, что на станке можно обрабатывать прутки сечением до 1,5 мм.
Специалисты, изучив паспорт и инструкцию по эксплуатации рассматриваемого нами агрегата, могут смело сказать, что он представляет собой технически очень эффективный станок, на котором несложно выполнять достаточно-таки серьезные обрабатывающие операции. А его модернизация позволяет в разы повысить техвозможности ТВ 4.
2 Конструктивные узлы станка и их характеристики
Школьный агрегат ТВ 4 располагает далее указанными составными частями:
- Задняя тумба. В ней находится панель для управления электрическим оборудованием, необходимым для стабильной эксплуатации станка. Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости.
- Передняя тумба. Служит вместилищем двигателя приводного типа, размещенного сзади тумбы. Включается данный электрический двигатель (а также выключается) реверсивной кнопкой, находящейся на передней стороне тумбы.
- Станина. Монтируется на описанные тумбы, соединяет воедино все составные части агрегата для выполнения токарных работ, располагает призматическими направляющими (по задней происходит передвижение задней бабки, по передней – каретки). Форма станины – коробчатая, предусмотрено наличие окон. В передней части описываемого узла располагается рейка и ходовой винт.
- КП (коробка подач). Инструкция к станку указывает на то, что КП обеспечивается вращением через механизм шестеренной передачи от коробки скоростей. При помощи рукоятки на крышке КП можно выбирать требуемые подачи и резьбы, которыми располагает школьный станок. Рядом находится и другая рукоятка, необходимая для запуска ходового валика либо винта. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
- Передняя и задняя бабка. При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров. Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа. Задняя бабка нужна для фиксации используемых при работе приспособлений, а также вращающегося или упорного центра.
- Шпиндель. Этот элемент находится в передней бабке, посредством патрона с тремя кулачками они вращает изделие, которое подвергается резке. Шпиндель имеет две шейки (задняя вращается в подшипнике радиальной конструкции, передняя – в подшипнике упорно-радиального вида).
- Передаточное устройство. Его характеристики стандартны и неизменны (ТВ 4 поставлялся без сменных шестерен, поэтому его передаточное отношение одно – 1 к 4).
- Электрооборудование. Технический паспорт перечисляет все элементы электрического оснащения станка – асинхронный короткозамкнутый двигатель, подключаемый к трехфазной сети, набор плавких вставок, электрощит, трансформатор локального источника света, кнопочная станция, смонтированная на магнитном пускателе, переключатели для запуска электрооборудования и локального освещения.
 Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости.
Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
3 Простейшая модернизация токарно-винторезной установки
Рассматриваемый школьный станок при желании можно сделать более мощным и эффективным в работе.
Суть в том, что на ТВ 4 отсутствуют специальные ограждения, выполняющие защитную функцию (на более поздних школьных агрегатах, например, на станке ТВ-6, они уже устанавливались на заводе). Именно такие дополнительные ограждения обычно и делали школьники своими собственными силами. Они брали 4–6-миллиметровое оргстекло, вырезали из него стойку и смотровое окошко. Соединяли эти элементы при помощи 20–30-сантиметровой рояльной петли, располагая окно таким образом, чтобы его вращение было ограниченным в сторону участка выполнения токарных работ. При такой элементарной компоновке нет необходимости делать упоры для фиксации смотрового окошка.
Полученную защитную конструкцию крепили к каретке, используя стандартные кронштейны. Один вставлялся в поперечные салазки, другой – в отверстие от ограждения (естественно, места крепления нужно было просверлить дополнительно).
Вопросы новичка по ТВ-4 – Станки серии ТВ-х
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 200
- Наибольший диаметр точения над нижней частью суппорта, мм — 125
- Наибольший диаметр обрабатываемого прутка, мм — 15
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 300
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120, 160, 230, 375, 500, 710
- Пределы продольных подач, мм/об — 0,08; 0,1; 0,12
- Нарезаемые резьбы: метрическая шагом, мм — 0,8; 1; 1,25
- Диаметр отверстия в шпинделе, мм — 16
- Мощность электродвигателя, кВт — 0,6
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Стоит отметить, что винторезный станок можно усовершенствовать, но это не должно отрицательно влиять на рабочие свойства токарного агрегата и безопасность эксплуатирования.

 youtube.com/embed/A3hI9aCQRbQ?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/A3hI9aCQRbQ?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14. ’
’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Суппорт (рис.
предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Задняя бабка токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
 Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.Последний важный функциональный элемент конструкции станка ТВ-4 — фартук. В задачу этого узла входит реализация схемы преобразования вращения валов коробки передач в поступательное движение суппорта. Описание работы фартука включает также выполнение с его помощью нарезки резьбы.
Электросхемы станка включают несколько значимых зон. Список включает:
- электрическую схему питания двигателя главного привода;
- систему защиты, представленную плавкими предохранителями;
- магнитный пускатель реверсивного типа для главного привода;
понижающий трансформатор с выходным напряжением 12В, подводимый к электрооборудованию освещения рабочего места.
Схема электроцепей станка достаточно проста и при существующей потребности питания от сети 220В поддается модификации. В частности, доступно построение иного включения обмоток статора двигателя с установкой пусковых конденсаторов. Хорошие результаты достигаются и применением частотного регулирования оборотов двигателя.
Хорошие результаты достигаются и применением частотного регулирования оборотов двигателя.
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Назначение, область применения
Токарно-винторезный станок ВТ 3 создан для обучения специальности токаря учащихся школ, профессионально-технических училищ и техникумов. Он также обозначается как ВТШ-3 – школьный. Оборудование имеет простое устройство с повышенной степенью безопасности. На нем производят основные токарные операции:
Он также обозначается как ВТШ-3 – школьный. Оборудование имеет простое устройство с повышенной степенью безопасности. На нем производят основные токарные операции:
- обработка цилиндрической поверхности;
- вытачивание конусов;
- подрезка и протачивание канавок;
- отрезная;
- сверление отверстий задней бабкой;
- нарезка метрической резьбы.
На станке изготавливаются единичные детали, запчасти для ремонта оборудования и автомобилей.
Справка! Компактный агрегат с точностью обработки класса Н устанавливают в передвижных ремонтных мастерских. На нем вытачивают элементы запорной арматуры и фитинги водопроводов, газовых систем, деталей для ремонта подвижного состава, включая корабли.
Токарные станки серии тв – Яхт клуб Ост-Вест
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.
- Сверление.
- Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
 Вращение шпинделя передается при помощи 3-кулачкового патрона.
Вращение шпинделя передается при помощи 3-кулачкового патрона.Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
- Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
- Длина обтачивания — 30 см.
- Допустимая длина изделия — 35 см.
- Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
- Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
- Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
- Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
- Число ступней при прямом и обратном вращении — 6.
- Величина поворота салазок с закрепленным резцом — ±45°.
- Конструкция резцовых салазок допускает смещение на 5 см.
- У суппорта три степени продольных подач.
- Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
- Смещение пиноли задней бабки до 6,5 см.

В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Как купить станок ТВ-4
 youtube.com/embed/zag72yMBKbs”/>
youtube.com/embed/zag72yMBKbs”/>
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
 Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Станок серии ТВ-4 называют «Школьник» и он типичный представитель всей линейки машин для обучения токарным работам. Можно сколько угодно ругать СССР, но техническое обучение было в нем на достойном уровне. Индустриализация требовала профессиональные кадры, и токарный станок в школьной мастерской не был чем-то необычным. С тридцатых годов прошлого века промышленность Союза выпускала оборудование задуманное как обучающее. Выпуском токарно-винторезных станков для школ и ПТУ занимались несколько заводов, в частности Ростовский где ТВ 4 производят и по ныне.
Назначение и комплектация
Оборудование проектировалось, как учебное, поэтому станки ТВ-4 отличались небольшими размерами. Все станки линейки, начиная от еще довоенных ТВШ, способны выполнять практически любые токарные операции. Конкретно ТВ 4 способен обрабатывать детали размерами до 12 см в диаметре, а длиной 30 см. Что касается надежности, б/у станки первых выпусков в рабочем состоянии продаются и сегодня. Аббревиатура ТВ 4 обозначает токарно-винторезный станок, четвертой модели.
- высота 102 см;
- длина 110 см;
- ширина (габаритная) 47 см;
- вес 280 кг.
Класс точности «Н», нормальный, что согласно ГОСТ дает максимальный размер погрешности обрабатываемой детали 10 мкм.
ТВ4 поставляется с резцами быстрорежущей стали пяти основных видов:
Кроме резцов в стандартную комплектацию входит трехкулачковый патрон, планшайба, два упорных центра; два запасных клиновых ремня, гаечные ключи. Привод ТВ-4 — трехфазный двигатель 380 В, мощностью 1,1 кВт на 1410 об/мин. Умельцы, приобретая б/у станки для домашней мастерской, обычно переделывают электрическую часть под 220 В. Правда при этом несколько падает мощность, но для бытовых нужд не критично.
Умельцы, приобретая б/у станки для домашней мастерской, обычно переделывают электрическую часть под 220 В. Правда при этом несколько падает мощность, но для бытовых нужд не критично.
Что может делать станок, его характеристики
Токарно-винторезный станок ТВ-4 выполняет все те основные операции, что и «взрослые» агрегаты: он способен делать торцовку, подрезку, сверлить, вытачивать любые виды тел вращения. Что касается резьбы, ТВ-4 работает с любым профилем с шагом трех видов: 0,8; 1,0 и 1,25 мм, прямую, обратную, внутреннюю и наружную. Масса обрабатываемой детали не лимитируется, слишком тяжелая для ТВ-4 в него просто не встанет. В качестве заготовок используются круглые и граненые металлические стержни. На нем работают с чугуном, цветными металлами и сталью. Технические параметры станка, в частности применение мощных радиально упорных подшипников, шестерни из особо твердой закаленной стали 45, при относительно небольшом весе придают устройству надежность настолько высокую, что ТВ 4 слывет у токарей «неубиваемым».
Из чего состоит станок, назначение узлов ТВ 4
ТВ-4 имеет типичные для токарно-винторезного станка узлы:
- Две установочные тумбы, с коробчатой рамой между ними образуют станину.
- В передней тумбе смонтирован двигатель со шкивом.
- Слева от токаря установлена передняя бабка с коробкой передач и патроном.
- Задняя, подвижная бабка предназначена для фиксации длинных деталей, установки сверл и метчиков. При вытачивании конусов, ее сдвигают поперек оси вращения на расстояние до 3 см, для чего предусмотрены специальные винты.
- На задней бабке ТВ 4 установлен выдвигающийся при вращении маховика пиноль, со сменным конусом (центром). Кроме конуса, пиноль позволяет крепить сверло, для прорезки в заготовках отверстий по оси.
- Ниже задней бабки, на лицевой поверхности располагается коробка подач, из которой выходит два приводных вала, двигающие каретку фартука.
- Фартук, служит для размещения суппорта и передачи ему продольного движения.
- Суппорт с резцовой головкой состоит из нескольких подвижных частей. Такое устройство позволяет перемещать резец вдоль и поперек заготовки, а так же поворачивать на угол до 45 градусов.
- Резцовая головка способна одновременно удерживать четыре различных инструмента. Она может поворачиваться вокруг своей оси и фиксироваться специальной рукояткой сверху нее.
- Передача вращающего усилия от двигателя ТВ-4 на коробку скоростей осуществляется клиновым ремнем.
- Вращение от блока скоростей на коробку подачи передает особый узел, так называемая гитара. Состоит она из нескольких несъемных шестеренок.
Электрическая часть станка включает: трехфазный эл. двигатель, концевые выключатели, плавкие предохранители, понижающий трансформатора для подключения осветительной лампы.
Запуск производится электромагнитным пускателем, смонтированным на передней тумбе ТВ 4. Устройство имеет три кнопки: две для разного направления вращения и одну остановочную.

Установка оборудования и подготовка к работе
Несмотря на относительно небольшую массу и малую мощность двигателя, ТВ-4 требует специального фундамента для установки. Характеристики станка, в частности высота делают неудобной работу на нем взрослому человеку. Но поскольку, объясняя токарное дело школьникам, учитель должен показывать операции на практике, станок обычно поднимают на изготовленную из бетона тумбу. Чтобы обеспечить нормальные условия подросткам, применяют подмости. Маленькая масса не гасит вибрацию при токарных работах. Чтобы ТВ-4 не «ерзал», его крепят минимум двумя анкерными болтами, заделанными в тело фундамента.
Со снятым патроном, задней бабкой и резцовой головкой, вес механизма составляет порядка четверти тонны. Это делает возможным, хоть и непростым его установку силами пятерых такелажников. В мастерских оборудованных талью монтаж выполняют с ее помощью. Подвешивают станок, с помощью стропы заводя ее за раму там, где указан центр тяжести.
Перед тем как запустить ТВ 4 подключают к заземлению, устанавливают осветительную лампу и защитный щиток. Если станок только с завода (не б/у) с его поверхности предварительно удаляют консервационную смазку. Делают это ветошью смоченной керосином или уайт-спиритом. При этом неокрашенные детали: направляющие станины, суппорта, приводные валы, шестерни другие подобные элементы и блоки необходимо регулярно смазывать для защиты от коррозии. После заливки масла в коробку скоростей и подач станок готов к работе.
Работа на станке
Вначале в патрон вставляют заготовку, зажимая ее специальным ключом. При необходимости, будущую деталь центрируют задней бабкой. Обычно это требуется, когда школьники осваивают нарезку резьбы на длинных тонких стержнях. Для переключения скоростей ТВ-4 используют первую и вторую рукоятки, расположенные на передней бабке слева от токаря. Третья рукоять служит для переключения направления вращения (подачи) шпинделя при нарезании правой или левой резьбы. Сочетание рукоятей для установки желаемых характеристик подскажет табличка на крышке блока подачи. Для включения ходового вала установки шага резьбы и скорости движения каретки фартука служат рукояти расположенные на лицевой стенке блока подачи. Соответственно первая и вторая по порядку слева от токаря. Размер всех рукояток приблизительно 10 см. На концах навинчены пластиковые шарики. Переключение скорости и направления происходит при остановленном станке.
Сочетание рукоятей для установки желаемых характеристик подскажет табличка на крышке блока подачи. Для включения ходового вала установки шага резьбы и скорости движения каретки фартука служат рукояти расположенные на лицевой стенке блока подачи. Соответственно первая и вторая по порядку слева от токаря. Размер всех рукояток приблизительно 10 см. На концах навинчены пластиковые шарики. Переключение скорости и направления происходит при остановленном станке.
Фартук ТВ-4 с установленным на нем суппортом перемещают тремя способами:
- Вручную, вращением маховика каретки фартука.
- Механически, вращением подающего вала с резьбой. Для включения режима служит рукоятка на фартуке.
- Механически, с помощью шестерни двигающейся по специальной зубчатой рейке. Для включения подачи служит еще одна ручка (кнопка) на фартуке.
В процессе работы на ТВ-4 токарь или обучающийся школьник, перемещают резцовую головку на суппорте. Этому служат несколько маховиков с рукоятками, позволяющие выполнять грубую быструю, и медленную, но точную подачу резца.
Выдвижение пиноли, при фиксации заготовки или сверлении выполняют вращением маховика на тыльной стороне задней бабки. Зажимают пиноль ручкой, расположенной сверху.
Техника безопасности при работе со станком. Обслуживание
- Первое, что нужно довести у школьника до автоматизма при обучении работе на ТВ4 — вынимать вороток из патрона после того как заготовка зажата.
- Забытый ключ основная причина травматизма и поломок станка.
- Патрон (или планшайба) закрывается кожухом а место обработки прозрачным предохранительным щитком. Эти устройства снабжены специальными концевыми выключателями. Перед тем, как нажать пусковую кнопку кожух и щиток закрывают, иначе станок не включится.
- Резцы зажимают в головке без малейшей слабины, всеми предназначенными для этого винтами. Режущую кромку выставляют в плоскости оси вращения детали.
- Школьники допускаются к работе на ТВ-4, только в присутствии учителя, либо квалифицированного токаря. До ее начала необходимо убедиться, что одежда нигде не болтается, манжеты куртки застегнуты. Длинные волосы обучаемых девушек обязательно убираются под шапочку или плотную косынку.
- ТВ-4 должен быть обязательно заземлен, или занулен, осветительная лампа иметь предохранительный отражатель.
- До начала работы проверяют уровень масла, как в коробке скоростей, так и подачи. Для этого существует специальное окошечко с рисками (у некоторых моделей щуп).
- Для смазки механизмов фартука, гитары и суппорта ТВ4 используют точки указанные в инструкции по эксплуатации станка.
- Окончив работу, станок отключают на распределительном щите. После чего, специальной щеткой очищают от стружки и опилок, протирают ветошью.
- Правильный уход и своевременная смазка ТВ-4 залог долгой работы станка без ремонтов и смены деталей.

 youtube.com/embed/apWNhfQw8po”/>
youtube.com/embed/apWNhfQw8po”/>
Школьные токарные станки – учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса “Хобби” и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как “хоббийные” станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса “Хобби”, производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах. Со временем выпуск школьных станков на этих предприятиях был прекращен.
Со временем выпуск школьных станков на этих предприятиях был прекращен.
В настоящее время основным производителем школьных токарных станков является Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году. Сегодя завод МАГСО существует в составе ФПГ КомТех-Плюс – http://ktprof.ru.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
 youtube.com/embed/8oIMCy86IYg”/>
youtube.com/embed/8oIMCy86IYg”/>
ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) – модернизированный ТВШ-2.
Производители токарно-винторезного станка модели ТВШ-3 – Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок – ТВ-4.
Общий вид токарно-винторезного станка ТВШ-3
Раннего выпуска универсальный токарно-винторезный станок ТВШ-3.
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3.
ТВ-4 Школьный токарный станок
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Общий вид токарно-винторезного станка ТВ-4
ТВ-6 Школьный токарный станок
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области на Украине.
Общий вид токарно-винторезного станка ТВ-6
Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
ТВ-7 Школьный токарный станок
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.
Общий вид токарно-винторезного станка ТВ-7
ТВ-7М Школьный токарный станок
Производителем учебного токарно-винторезного станка ТВ-7 является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
- ТВ-7М – РМЦ 275 мм
- ТВ-9 – РМЦ 525 мм
- ТВ-11 – РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М – РМЦ 275 мм
- ТВ-9 – РМЦ 525 мм
- ТВ-11 – РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-9
ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы “MITSUBISHI”, позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М – РМЦ 275 мм
- ТВ-9 – РМЦ 525 мм
- ТВ-11 – РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Общий вид токарно-винторезного станка ТВ-11
16У03П токарный станок повышенной точности
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П токарный станок повышенной точности
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
| |||||
| |||||
| |||||
| |||||
| |||||
Токарный станок по металлу школьный
Школьный токарный станок по металлу
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования. Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.
Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.
Токарный станок по металлу для школы
Первые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.
Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Как только защитное приспособление поднималось, патрон останавливался.
Станок токарный был рассчитан только на обучение. На него можно установить небольшие заготовки до 10 кг и прокат до 16 мм.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.
Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Модели школьных станков
Первый токарный станок по металлу Школьник, массово поступивший в мастерские, был ТВ-2, затем ТВШ-2. Изготавливались обе модели в настольном варианте. Отдельные партии ТВШ-2 имели стойки для напольной установки.
За ними последовали в течение нескольких лет усовершенствованные напольные модели: ТВ-3, ТВ-4 и ТВ-6. Все они мало отличались друг от друга, в основном формой корпусов узлов, имели по 3 скорости перемещения суппорта и 6 скоростей вращения шпинделя, могли нарезать по 3 резьбы. Модель ТВ-4 применялась и для работы по дереву, до выпуска специальных деревообрабатывающих токарных станков серии СТД.
Токарный станок ТВ-6 Токарный станок по металлу для школы ТВ2 Токарный станок ТВ-11В школах особенно популярным стал ТВ-6. Он выпускался одновременно с МАГСО на Дубненском заводе Октябрь и поступал в мастерские большими партиями. Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Последующие модели токарных учебных станков: ТВ-7, ТВ-9 и ТВ-11 выпускались в настольном варианте и были модернизированы. Они имели 6 скоростей перемещения суппорта, нарезали 6 резьб. Между собой станки отличались внешним оформлением и межцентровым расстоянием.
| Модель станка | РМЦ, межцентровое расстояние, мм |
| ТВ-7 | 275 |
| ТВ-9 | 525 |
| ТВ-11 | 750 |
Высокую точность при обработке деталей обеспечивали жесткая станина и установленные на шпинделе радиально-упорные регулируемые подшипники.
Комплектация токарных станков Школьник различными приспособлениями делает оборудование универсальным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Настольный токарный станок по металлу школьник
Изначально школьные модели токарных станков предназначены для организации учебного процесса и формирования первичных навыков работы на этом оборудовании. Однако со временем область их применения значительно расширилась. Сейчас школьный токарный станок, предназначенный для обработки металла и деревянных изделий, можно встретить не только в учебных специализированных классах, но и во многих домашних мастерских.
Требования к учебному оборудованию
Пример школьного токарного станкаТакая популярность школьных станков обусловлена простотой их конструкции, возможностью выполнять основные виды токарных работ, а также низкими требованиями к эксплуатации. Однако наряду с этим необходимо учитывать предъявляемые требования к компоновке и эксплуатационным качествам оборудования этого типа.
Главной особенностью конструкции школьных станков являются ее большие размеры. Большинство моделей настольного типа, что значительно снижает требования к условиям монтажа. Благодаря этому обрабатывающий механизм может использоваться в условиях домашней мастерской или небольшого производственного цеха. Но при этом следует учитывать особенности применения школьных станков.
Благодаря этому обрабатывающий механизм может использоваться в условиях домашней мастерской или небольшого производственного цеха. Но при этом следует учитывать особенности применения школьных станков.
Для полноценного анализа необходимо изучить основные эксплуатационные и технические параметры оборудования:
- производительность. Этот показатель значительно меньше, чем у профессиональных заводских станков. Изначально школьные установки не рассчитаны для массового производства деталей;
- ограничение по размеру заготовок. Так как большинство станков по металлу имеют небольшие размеры — на них можно выполнять токарные работы только для небольших заготовок;
- точность выполнения операции. Управление работой станка в большинстве случаев осуществляется вручную. Это негативным образом сказывается на качестве токарных работ;
- простота в эксплуатации. Для выполнения ремонтных и профилактических работ не понадобится специальное оборудование. Конструкция станка устроена таким образом, что большинство мероприятий можно выполнять самостоятельно, ознакомившись с инструкцией по эксплуатации.

Но одним из главных преимуществ школьных токарных станков является безопасность работы на них. В конструкции предусмотрены компоненты, предотвращающие появление опасных для жизни ситуаций. Обязательными являются установка защитных прозрачных панелей, в наличии имеется устройство принудительного выключения оборудования в случае возникновения сбоев в работе.
В настоящее время школьные токарные модели по металлу практически не выпускаются из-за низкого спроса. Поэтому чаще всего используется оборудование, изготовленное в 70-х и 80-х годах прошлого века.
Конструктивные элементы школьных учебных станков
Конструкция школьной модели ТВ-7Компоновка учебных токарных станков в большинстве случаев классическая. Разница между моделями заключается в их исполнении, настольные или напольные, а также перечнем технических характеристик. Но для актуальности использования данного типа оборудования необходимо ознакомиться с его конструкцией.
Расположение элементов практически любого школьного токарного станка можно охарактеризовать как классическое. На станине, изготовленной из чугуна или металлических листов, монтируются основные блоки оборудования — передняя и задняя бабки, резцедержатель и суппорт. Однако при этом следует учитывать требуемую простоту конструкции. Она заключается в следующем:
На станине, изготовленной из чугуна или металлических листов, монтируются основные блоки оборудования — передняя и задняя бабки, резцедержатель и суппорт. Однако при этом следует учитывать требуемую простоту конструкции. Она заключается в следующем:
- отсутствие коробки передач. Смена режимов происходит вручную;
- изменение скоростей выполняется с помощью ременного привода. Наличие шестеренчатой коробки нецелесообразно, так как это усложнит конструкцию;
- упрощенная конструкция шпиндельной головки. Она предназначена для фиксации заготовки и передачи крутящего момента. В большинстве случаев функция изменения положения продольной оси детали в конструкции станка отсутствует;
- на станине отсутствует выемка для обработки массивных деталей.
Подача охлаждающей жидкости осуществляется за счет встроенной системы. В случае ее отсутствия обработка СОЖ выполняется вручную.
В токарном станке по металлу обязательно должен присутствовать механический тормоз. Он срабатывает во время установки рукояти и управления шпинделем в нейтральное положение. Это обеспечивает минимизацию появления брака во время обработки.
Он срабатывает во время установки рукояти и управления шпинделем в нейтральное положение. Это обеспечивает минимизацию появления брака во время обработки.
Характеристики и параметры станков для обучения
Настольная школьная токарная модельТак как школьное оборудование имеет худшие показатели производительности и относительно низкие технические параметры, к анализу возможностей станка следует подойти профессионально. Для этого необходимо детально изучить паспорт, определить перечень выполняемых операций и требования к характеристикам заготовки.
Определяющим параметром выбора является расстояние от плоскости станины до центров. Аналогичным нему является удаление до оси вращения шпинделя. Таким образом можно определить максимально допустимый диаметр обрабатываемой заготовки. На ее длину влияет расстояние между передней и задней бабками. При этом необходимо учитывать параметры смещения последней.
Дополнительно для полноценного анализа школьного станка изучаются следующие характеристики:
- пределы частот вращения шпиндельной головки;
- номинальная мощность электродвигателя;
- диаметр отверстия шпинделя для установки прутка;
- параметры блока подачи режущего инструмента — значение продольных и поперечных смещений;
- характеристики передвижения пиноли задней бабки;
- виды и параметры формируемой резьбы.

Немаловажным моментом являются размеры и габариты конструкции. От этого зависят требования к ее установке и дальнейшей эксплуатации. Большинство школьных моделей имеют небольшие размеры, что дает возможность выполнить монтаж даже в условиях небольшой домашней мастерской.
Резцедержатель некоторых моделей школьных станков по металлу может предусматривать установку нескольких резцов. Это позволит выполнять различные типы операций по токарной обработке без смены режущего инструмента.
Для корректной эксплуатации оборудования необходимо придерживаться следующих основных правил:
- электрические элементы должны быть заземлены;
- рабочее место обеспечивается хорошим освещением;
- обязательное использование средств индивидуальной защиты;
- перед началом работы необходимо ознакомиться с функциональными возможностями станка, а также техникой безопасности;
- соблюдение правил эксплуатации — своевременное выполнение профилактических и ремонтных работ.

В целом школьный станок, предназначенный для токарных работы по металлу, можно охарактеризовать как надежное недорогое оборудование. Для повышения его функциональности в некоторых случаях выполняется небольшая модернизация.
Для детального ознакомления с возможностями оборудования предлагается посмотреть видеоматериал, в котором подробно описывается работа модели ТВ-4:
Школьный токарный станок для металлообработки
Школьные токарные станки – габаритное станочное оборудование, которое используют для выполнения основных токарных операций с целью проведения политехнического обучения. Применяются в школах и средних специальных учебных заведениях, а также на предприятиях малого и среднего бизнеса. Для оснастки передвижных авторемонтных мастерских гражданского и военного назначения используют малогабаритные модели.
Учебное оборудование: основные требования
Главные преимущества школьных станков – простая конструкция, широкие возможности для выполнения различных токарных работ, практичность и неприхотливость в обслуживании. При этом есть ряд требований к монтажу и непосредственной эксплуатации агрегатов, которые необходимо учитывать. Специалисты рекомендуют выбирать учебные станки, исходя из следующих параметров:
При этом есть ряд требований к монтажу и непосредственной эксплуатации агрегатов, которые необходимо учитывать. Специалисты рекомендуют выбирать учебные станки, исходя из следующих параметров:
- производительность агрегата. По этому показателю школьные станки значительно уступают аналогам промышленного назначения, поскольку они не предусмотрены для серийного выпуска деталей;
- предельно допустимые размеры заготовок. В основном это небольшие детали с относительно простой конфигурацией;
- низкая точность токарных работ. Из-за ручного управления агрегата добиться высокого качества работ довольно сложно;
- простота обслуживания. Ремонт и профилактические работы проводят своими силами, без применения специального оборудования.
Для безопасной работы школьные станки оснащают компонентами, которые исключают вероятность возникновения ситуаций, опасных для жизни оператора и окружающих: прозрачные защитные панели, приспособления для принудительного отключения станка при сбоях в работе и так далее.
Особенности конструкции школьного токарного станка
Токарное оборудование, которое используют в учебных целях, различают по техническим характеристикам, по типу исполнения и установки (напольные, настольные). При этом оно имеет унифицированную конструкцию.
Станина, выполненная из листового металла или чугуна, предназначена для установки основных рабочих блоков:
- передняя и задняя бабка;
- суппорт;
- резцедержатель.
Конструктив такого станка не предусматривает наличие:
- коробки скоростей. Число оборотов изменяется в ручном режиме. Использование шестеренчатой коробки ведет к усложнению конструкции, потому для изменения скорости предусмотрен ременной привод;
- сложно устроенной головки шпинделя. Она лишь фиксирует деталь (без возможности изменения положения продольной оси) и передает крутящий момент;
- специальной выемки на станине, которая позволяет обрабатывать габаритные заготовки;
- автоподачи СОЖ. Зачастую охлаждающая жидкость подается вручную, редко – при помощи встроенной системы.
 Зачастую охлаждающая жидкость подается вручную, редко – при помощи встроенной системы.
Зачастую охлаждающая жидкость подается вручную, редко – при помощи встроенной системы.Основные технические и эксплуатационные параметры
Перед покупкой школьного токарного оборудования важно определиться с особенностями предстоящих задач и внимательно изучить технические характеристики агрегатов:
- удаленность центров от станины;
- расстояние от плоскости станины до оси вращения шпиндельной головки.
Исходя из этих параметров, определяют максимальный диаметр обрабатываемой детали. Длина заготовки напрямую зависит от удаленности задней и передней бабок, а также от возможности смещения первой.
Кроме того, нужно оценить:
- максимальное число оборотов шпинделя;
- номинальную мощность электромотора;
- особенности продольного и поперечного хода блока подачи режущего инструмента;
- возможности передвижения пиноли задней бабки;
- диаметр отверстия шпинделя для установки прутка;
- разновидность, параметры вытачиваемой резьбы;
- весогабаритные характеристики агрегата.

Стабильная и безопасная работа учебного станочного оборудования обеспечивается при соблюдении следующих правил:
- корректная установка;
- заземление всех электрических элементов;
- достаточный уровень освещения на рабочем месте;
- работа с применением индивидуальных средств защиты;
- четкое знание функциональных особенностей станка и правил техники безопасности;
- соблюдение рекомендаций производителя относительно планового ремонта и техобслуживания агрегата.
Школьные токарные станки – относительно недорогое оборудование, предназначенное для металлообработки. Обладает простой и надежной конструкцией. Допускает некоторую модернизацию.
Школьный токарный станок ТВ 6
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т. д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.
фото:задняя бабка токарного станка
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130…170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
 youtube.com/embed/bUbsnIP2DhU”/>
youtube.com/embed/bUbsnIP2DhU”/>Турбобуры односекционные со вставным шпинделем типа ТВШ (ТВШ-172, ТВШ-195 и ТВШ-240) – Что такое Турбобуры односекционные со вставным шпинделем типа ТВШ (ТВШ-172, ТВШ-195 и ТВШ-240)?
Предназначены для комплектации роторно-турбинных и реактивно-турбинных буров (РТБ), применяемых при бурении водопонижающих скважин, вспом
Предназначены также для бурения глубоких вертикальных и наклонно направленных скважин различного назначения в сочетании с шарошечными и безопорными долотами различных типов и серий диаметрами 190,5…750 мм в соответствии с рекомендуемыми технологически требуемыми зазорами между стенками скважины и корпусом турбобура или агрегата РТБ в конкретных геолого-технических условиях месторождений.
Турбобуры ТВШ-240 (рисунок) выпускаются с наружным диаметром 240 мм. По индивидуальному заказу могут быть изготовлены с наружными диаметрами 172 и 195 мм для комплектации роторно-турбинных буров диаметрами 394. ..640 мм. Они могут использоваться как самостоятельно – в виде односекционного турбобура, так и в качестве нижней секции (или шпиндельной секции) в любом серийном секционном турбобуре соответствующего габарита.
..640 мм. Они могут использоваться как самостоятельно – в виде односекционного турбобура, так и в качестве нижней секции (или шпиндельной секции) в любом серийном секционном турбобуре соответствующего габарита.
Отличительной конструктивной особенностью турбобура ТВШ-240 является соединение валов турбинной секции и осевой опоры шпиндельной секции с помощью разъемной муфты с эксцентричным соединением, исключающим осевую относительную подвижность валов, передающей вращающий момент и обеспечивающей возможность разъема валов в осевом направлении без вращения и позволяющей совместно или раздельно извлекать валы из корпуса. Разъемная муфта более технологична в изготовлении по сравнению с традиционно применяемой конусно-шлицевой муфтой и удобна в эксплуатации.
В отличие от серийных турбобуров (например, ЗТСШ 1-240, у которого осевая опора вынесена в отдельную секцию – шпиндель) турбобур типа ТВШ представляет собой единую турбинную и шпиндельную секцию, размещенную в общем корпусе стандартной длины. При этом число ступеней турбины сокращается всего на 6%, а общая длина турбобура уменьшается на длину шпиндельной секции. Благодаря такой конструкции практически исключается отворот шпинделя в процессе бурения и поломки верхнего конца вала шпинделя по резьбе МК98Х6, имеющие место в серийных секционных шпиндельных турбобурах.
При этом число ступеней турбины сокращается всего на 6%, а общая длина турбобура уменьшается на длину шпиндельной секции. Благодаря такой конструкции практически исключается отворот шпинделя в процессе бурения и поломки верхнего конца вала шпинделя по резьбе МК98Х6, имеющие место в серийных секционных шпиндельных турбобурах.
Рабочий орган составного вала секции – многоступенчатая турбина типа 30/16,5-240 (89 ступеней) и три радиальные опоры, закрепленные на верхнем конце вала резьбовой полумуфтой. На нижнем конце вала по гладкой конусной поверхности (конусность 1:10) устанавливается эксцентричная полумуфта с окнами для прохождения бурового раствора в полый вал шпинделя, имеющий лишь центральное сквозное отверстие.
Опорный орган другой части составного вала – многоступенчатая осевая опора (12 ступеней подпятников или многорядный подшипник серии 128000) закрепляется на валу гайкой-полумуфтой на цилиндрической резьбе. Верхняя часть гайки вместе с хвостовиком вала являются элементами эксцентричного соединения. Две части вала соединяются по трем цилиндрам, средний из которых имеет смещенную ось.
Две части вала соединяются по трем цилиндрам, средний из которых имеет смещенную ось.
Относительный проворот валов в собранном виде исключен.
При выборе размера эксцентриситета и диаметра смещенной окружности исходят из принципа разъемности соединения и предотвращения ударных нагрузок по торцам хвостовика вала шпинделя и верхней полумуфты.
Основные конструктивные параметры и энергетические характеристики турбобуров со вставным шпинделем при различных расходах бурового раствора плотностью 1000 кг/м3 (на воде) приведены в табл. 101.
(/library/details.shtml?z=2014897979&id=2608&par=)
Изготовитель: Кунгурский машиностроительный завод
617400 г. Кунгур Пермской обл., ул. Просвещения, 11
тел. 3-26-85 телетайп 634419 Кунгур ГРАНИТ
Информационные бюллетени Дайджест новостей КИПиСРеклама Новости и события | Новости компаний К сожалению, запрошенная вами страница была перемещена или не существует на нашем сайте. Текущий выпуск
Поиск Не замужем в Австралии? Это не ты, это австралийцыЗнакомства метро в Киото ЯпонияTokyosubway отличное экранное имя Кстати, спасибо за информацию. О KANSAI ONE PASS Поскольку я никогда не покупаю проездные на метро, я не знал, что существуют «специальные» проездные. Похоже, они стоят недорого. Однако я думаю, что иностранному посетителю будет сложно понять, какие линии кем управляются и работает ли проездной на той линии, которую он хочет использовать, особенно когда речь идет о пересадках. Вам никогда не придется беспокоиться о расчете стоимости проезда или покупке билета каждый раз, когда вы садитесь на поезд, метро, монорельс, автобус и т. Д. Транспортная система Токио должна быть одной из самых сложных в мире. Нью-Йорк никогда не думал, что я скажу это, но – теперь это намного лучше! Солнечные часы и календарь заката добавляют дополнительный характер платформе, на которой их можно найти. Передвижение по Киото с проездным Japan Rail Pass Сравнить с другими рекомендованными предложениями Просмотреть эти свойства на карте.Полный обзор. Карта железных дорог Японии. Таким путем можно проехать всю Японию, невероятно дешево, но только на узкоколейных пригородных поездах. Нам немного больше нравится ресторан на вокзале, но оба, конечно, хороши. Это самый северный вокзал в Японии с деревянным зданием вокзала, а также самый северный беспилотный вокзал. Выдержав суровые метели и многократно отремонтированные, станция до сих пор работает с момента открытия около 90 лет назад. Это самая южная железнодорожная станция в Японии, которой управляет JR.Перед станцией стоит желтый почтовый ящик, символизирующий цвет цветов рапса, характерный для района Ибусуки. Рядом с вокзалом находится коттедж, где посетители могут отдохнуть, но также можно пройти по железному мосту, чтобы попасть на берег озера. Типы PASMO Оттуда вы можете отправиться дальше и отправиться в поход по окрестностям. Это первая железнодорожная станция, которая была построена в префектуре Миядзаки, и такое же деревянное здание вокзала, которое было построено, когда станция открылась около лет назад, сохранилось до наших дней, придавая станции традиционную атмосферу. Большая часть этой необычной железнодорожной станции фактически является частью моста, который тянется через реку Хозу, поэтому взгляд вниз с узкой платформы обеспечивает потрясающий вид на долину, через которую протекает река. Еще со станции можно увидеть прогулочные катера, плывущие по реке Хозу, и знаменитые тележки под открытым небом, которыми управляет компания Sagano Scenic Railway Company, которые курсируют по реке. Многие посетители проходят через эту станцию, когда идут на живописный остров Цуношима, используя мост, который выходит к морю и предлагает захватывающий вид. Рядом со станцией находится железный мост Амарубе, которому около года.
Спасибо! Привет, Рут! Планирую посетить 3-ю неделю марта. У меня вопрос … Отличаются ли автобусы JR от городских автобусов Киото? Привет, KL! Как указано в этой статье, в Киото перевал можно использовать на линии Такао Кейхоку. Эта линия проходит между станцией Киото и Сюзаном. И я должен выбрать билет для бронирования 3 декабря или 4 декабря? Нужен ваш совет. Это может быть до 30 дней после даты обмена. После активации проездного JR Pass вы сможете использовать его на всех поездах, автобусах и паромах JR. Всем привет! Я приеду в аэропорт около 22:00. Я собираюсь немедленно сесть на поезд из Кикс в Киото. Смогу ли я активировать свой младший проездной, если приеду в аэропорт так поздно? Привет, Николь! Подскажите, подходит ли JR Pass? Привет, Эвон! Это означает, что, совершив всего одну дальнюю поездку, вы уже можете сэкономить.Если вы совершите несколько поездок, вы начнете экономить тысячи иен. Спасибо за ответ. Привет, Хандоко! Срок действия проездного Japan Rail Pass исчисляется днями, а не часами. Таким образом, если вы приобрели пропуск на 7 дней и ваша дата активации при первом использовании абонемента – 24 ноября, точным сроком действия будет полночь ноября, Hi Dee! Я купил проездной на 7 дней JR Pass. Основные правила поведения в Японии: этикет, который нужно знать перед тем, как отправиться в путьПривет, Airul! Стоит ли покупать пропуск в jrailpass.Привет, мне интересно, насколько точна карта на 14 дней? По дате или по часам? Например, когда я проверяю карту ma в сентябре. Спасибо за вашу помощь! Привет, Джен! Таким образом, если вы приобрели однодневный проездной и ваша дата активации при первом использовании проездного – 13 сентября в любой час, точным временем истечения срока действия будет полночь сентября. Ваш проездной JR будет действителен до конца поездки. Фудзи, Нара и Токио и, возможно, снова в Киото. Привет, Мэй! Сверхскоростные поезда Хикари и Сакура развивают ту же максимальную скорость, что и поезда Нозоми и Мидзухо, и используют тот же тип поездов, но имеют больше остановок на каждом маршруте. Мы действительно рекомендуем выбрать отель в центре Киото, потому что расстояния достаточно большие, и вам не нужно сначала добираться до города. Рестораны, магазины и станция метро Shijo находятся прямо за углом.Идеальное место! Комнаты были действительно крошечными и даже более тесными, чем наш отель в Токио. Но все было очень новым и современным, кровать была удобной, конечно, сиденье унитаза с подогревом, и подключение к Интернету было отличным. Странно, как быстро в Японии привыкаешь. Бесконечное путешествие Карта метро Киото Оффлайн карта метро Япония Азия Это приложение оффлайн карты метро Киото станет лучшим помощником для любого посетителя или жителя Киото.Дата публикации: 16 ноября Последнее обновление: 28 мая Карта метро Киото: полное руководство по поездам и метро Киото. Номер убирали каждый день, и вы можете взять небольшой бесплатный завтрак с йогуртом и выпечкой из холодильника в коридоре. Наш совет: мы останавливались в комнате Цуюкуса и чувствовали себя там очень комфортно. Потому что все они выходят на улицу и у каждого есть большое панорамное окно. Это сделало нашу комнату очень уютной и светлой. В комнатах, выходящих на задний двор, Кои, Аканэ и Сакура, есть только маленькие окна. До отеля: Гостиница Табия. % PDF-1.4
%
5 0 obj
>
endobj
8 0 объект
(Программа)
endobj
9 0 объект
>
endobj
12 0 объект
(Обработка неканонического или зашумленного текста: на помощь приходят случайные данные)
endobj
13 0 объект
>
endobj
16 0 объект
(От привязки сущности к ответу на вопрос – недавний прогресс в задачах семантического обоснования)
endobj
17 0 объект
>
endobj
20 0 объект
(DISAANA и D-SUMM: крупномасштабные системы НЛП в реальном времени для анализа сообщений о стихийных бедствиях в твитах)
endobj
21 0 объект
>
endobj
24 0 объект
(Частный или корпоративный? Прогнозирование типов пользователей в Twitter)
endobj
25 0 объект
>
endobj
28 0 объект
(От шумных вопросов к текстам Minecraft: проблемы с аннотациями в экстремальном синтаксическом сценарии)
endobj
29 0 объект
>
endobj
32 0 объект
(Анализ стихийных бедствий с использованием отчета о погоде, созданного пользователем)
endobj
33 0 объект
>
endobj
36 0 объект
(Вычисление достоверности на основе лексических сигналов и тенденций воспринимаемой определенности)
endobj
37 0 объект
>
endobj
40 0 obj
(Простой, но эффективный подход к совершенствованию статистического машинного перевода с арабского на английский)
endobj
41 0 объект
>
endobj
44 0 объект
(Изменение имени в системах ответов на вопросы сообщества)
endobj
45 0 объект
>
endobj
48 0 объект
(Чье это прозвище? Распознавание политиков по их псевдонимам)
endobj
49 0 объект
>
endobj
52 0 объект
(На пути к точному обнаружению событий в социальных сетях: слабо контролируемый подход к изучению неявных индикаторов событий)
endobj
53 0 объект
>
endobj
56 0 объект
(Неконтролируемый Stemmer для арабских твитов)
endobj
57 0 объект
>
endobj
60 0 obj
(Устойчивость темы к шумным источникам)
endobj
61 0 объект
>
endobj
64 0 объект
(Анализ данных Twitter для постмаркетингового надзора в фармаконадзоре)
endobj
65 0 объект
>
endobj
68 0 объект
(Распознавание именованных сущностей и разложение хештегов для улучшения классификации твитов)
endobj
69 0 объект
>
endobj
72 0 объект
(Изучение вложений Word для неконтролируемой нормализации текстового содержимого, созданного пользователем)
endobj
73 0 объект
>
endobj
76 0 объект
(Как предварительная обработка документа влияет на производительность извлечения ключевой фразы)
endobj
77 0 объект
>
endobj
80 0 объект
(Нормализация японского текста с помощью модели кодировщика-декодера)
endobj
81 0 объект
>
endobj
84 0 объект
(Результаты общей задачи распознавания именованных объектов WNUT16)
endobj
85 0 объект
>
endobj
88 0 объект
(Двунаправленный LSTM для распознавания именованных сущностей в сообщениях Twitter)
endobj
89 0 объект
>
endobj
92 0 объект
(Учимся распознавать именованные сущности в твитах, используя слабо маркированные данные)
endobj
93 0 объект
>
endobj
96 0 объект
(Многофункциональное распознавание и классификация именованных объектов в Twitter)
endobj
97 0 объект
>
endobj
100 0 объект
(Обучение поиску распознаваемых именованных сущностей в Twitter)
endobj
101 0 объект
>
endobj
104 0 объект
(DeepNNNER: Применение BLSTM-CNN и расширенных лексиконов для распознавания именованных сущностей в твитах)
endobj
105 0 объект
>
endobj
108 0 объект
(ASU: экспериментальное исследование применения глубокого обучения в распознавании именованных сущностей в Twitter. Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт. Настройка вашего браузера для приема файлов cookieСуществует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
Почему этому сайту требуются файлы cookie?Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня. Что сохраняется в файле cookie?Этот сайт не хранит ничего, кроме автоматически созданного идентификатора сеанса в cookie; никакая другая информация не фиксируется. Как правило, в cookie-файлах может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать. Nanshanophyllum и Shensiphyllum (Silurian Rugosa) с террейна Куросегава, юго-запад Японии, и их палеобиогеографические последствия для JSTORТри вида морщинистых двух родов – Nanshanophyllum hamadai n.sp., N. gokasense n. sp. и Shensiphyllum sp. – впервые описаны из террейна Куросегава на юго-западе Японии. Эти виды встречаются в средней пачке формации Гионьяма, которая имеет возраст от позднего лландовери до раннего ладлоу (силурийский период). Два рода, Nanshanophyllum и Shensiphyllum, ранее были известны только из Южного Китая и Кайдама. Присутствие этих двух родов в Японии может указывать на палеогеографическую связь между «Протояпонией» и Южно-Китайским блоком во время силурия. Журнал палеонтологии, издаваемый Палеонтологическим обществом, включает оригинальные статьи и заметки о систематике ископаемых организмов и ее значении для биостратиграфии, палеоэкологии, палеогеографии и эволюции. Журнал уделяет особое внимание исследованиям на основе образцов и содержит высококачественные иллюстрации. Палеонтологическое общество – международная организация, занимающаяся исключительно развитием науки палеонтологии.
Общество было основано в 1908 году в Балтиморе, штат Мэриленд, и насчитывает около 1500 членов, включая профессиональных палеонтологов, академиков,
исследователи, научные редакторы, учителя наук о Земле, музейщики, землеустроители, студенты, любители и любители.Общество проводит годовое собрание, которое обычно проводится осенью в то же время и в том же месте, что и годовое собрание Общества. | ||||||||||||||||||||

 Вот почему я всегда рекомендую приобрести карту IC. Для меня экономия нескольких долларов не стоит запутанных вещей. Позвольте мне порекомендовать Suica или Pasmo. Эти карты IC работают на всех видах транспорта в Токио, кроме водного автобуса и монорельса Disney.
Вот почему я всегда рекомендую приобрести карту IC. Для меня экономия нескольких долларов не стоит запутанных вещей. Позвольте мне порекомендовать Suica или Pasmo. Эти карты IC работают на всех видах транспорта в Токио, кроме водного автобуса и монорельса Disney. Цены снижаются при входе в систему! Мужской 0 1 2 3 4 5 6 7 8 9 Женский 0 1 2 3 4 5 6 7 8 свидание метро в Киото Япония Примечание. Введите количество пассажиров, которым требуются места. Вход свободный. Спящий Экспресс. В настоящее время в Киото, Япония, насчитывается метро, линий синкансэн соединяют все самые важные города Японии, включая Ниигату, Токио, Киото, Осаку, Хиросиму, Хакату и Кагосиму.Расположение, как вы сказали, неплохое, вокруг нашего отеля есть несколько мест для осмотра достопримечательностей. Бронированный класс обыкновенный на 8-м автомобиле синкансэн Отлично 1, отзывы.
Цены снижаются при входе в систему! Мужской 0 1 2 3 4 5 6 7 8 9 Женский 0 1 2 3 4 5 6 7 8 свидание метро в Киото Япония Примечание. Введите количество пассажиров, которым требуются места. Вход свободный. Спящий Экспресс. В настоящее время в Киото, Япония, насчитывается метро, линий синкансэн соединяют все самые важные города Японии, включая Ниигату, Токио, Киото, Осаку, Хиросиму, Хакату и Кагосиму.Расположение, как вы сказали, неплохое, вокруг нашего отеля есть несколько мест для осмотра достопримечательностей. Бронированный класс обыкновенный на 8-м автомобиле синкансэн Отлично 1, отзывы. Первоначально этот объект открывался как временная железнодорожная станция, но позже был преобразован в официальный. Тем не менее, это простая станция с одной платформой и одной дорожкой, расположенная посреди обширного сельского ландшафта. Этот необычный вокзал расположен над искусственным озером и поддерживается двумя гигантскими железными рельсами, тянущимися от одного берега озера до другого.
Первоначально этот объект открывался как временная железнодорожная станция, но позже был преобразован в официальный. Тем не менее, это простая станция с одной платформой и одной дорожкой, расположенная посреди обширного сельского ландшафта. Этот необычный вокзал расположен над искусственным озером и поддерживается двумя гигантскими железными рельсами, тянущимися от одного берега озера до другого.
 Привет, Езика! После проверки ваших личных данных вам будет предложено выбрать дату активации вашего пропуска.
Привет, Езика! После проверки ваших личных данных вам будет предложено выбрать дату активации вашего пропуска. Я все еще не знаю, на каком поезде я могу ехать в Осаке, Киото и на горе Фудзи.
Я все еще не знаю, на каком поезде я могу ехать в Осаке, Киото и на горе Фудзи. Как и все к северу от вокзала, слева и справа от главной торговой улицы Карасума Дори. Поэтому нам пришлось в последнюю минуту переехать в отель, и нам повезло, что в отеле Табия все еще был свободный номер. Ведь город был уже на 97 процентов! Отель Tabiya расположен в тихом переулке к востоку от Карасума Дори.
Как и все к северу от вокзала, слева и справа от главной торговой улицы Карасума Дори. Поэтому нам пришлось в последнюю минуту переехать в отель, и нам повезло, что в отеле Табия все еще был свободный номер. Ведь город был уже на 97 процентов! Отель Tabiya расположен в тихом переулке к востоку от Карасума Дори. # Станция Киото, храм То-дзи.
# Станция Киото, храм То-дзи. )
endobj
109 0 объект
>
endobj
112 0 объект
(UQAM-NTL: распознавание именованных сущностей в сообщениях Twitter)
endobj
113 0 объект
>
endobj
116 0 объект
(Полу-контролируемое распознавание именованных объектов в зашумленном тексте)
endobj
117 0 объект
>
endobj
120 0 объект
(Общая задача прогнозирования геолокации Twitter на семинаре 2016 года по зашумленному пользовательскому тексту)
endobj
121 0 объект
>
endobj
124 0 объект
(CSIRO Data61 в общей задаче WNUT Geo)
endobj
125 0 объект
>
endobj
128 0 объект
(Прогнозирование геолокации в Twitter с использованием слов, указывающих местоположение, и текстовых функций)
endobj
129 0 объект
>
endobj
132 0 объект
(Простая масштабируемая модель на основе нейронных сетей для прогнозирования геолокации в Twitter)
endobj
133 0 объект
>
endobj
139 0 obj>
транслировать
x3T0
)
endobj
109 0 объект
>
endobj
112 0 объект
(UQAM-NTL: распознавание именованных сущностей в сообщениях Twitter)
endobj
113 0 объект
>
endobj
116 0 объект
(Полу-контролируемое распознавание именованных объектов в зашумленном тексте)
endobj
117 0 объект
>
endobj
120 0 объект
(Общая задача прогнозирования геолокации Twitter на семинаре 2016 года по зашумленному пользовательскому тексту)
endobj
121 0 объект
>
endobj
124 0 объект
(CSIRO Data61 в общей задаче WNUT Geo)
endobj
125 0 объект
>
endobj
128 0 объект
(Прогнозирование геолокации в Twitter с использованием слов, указывающих местоположение, и текстовых функций)
endobj
129 0 объект
>
endobj
132 0 объект
(Простая масштабируемая модель на основе нейронных сетей для прогнозирования геолокации в Twitter)
endobj
133 0 объект
>
endobj
139 0 obj>
транслировать
x3T0
 Вы должны отключить приложение при входе в систему или уточнить у системного администратора.
Вы должны отключить приложение при входе в систему или уточнить у системного администратора.
 Учитываются все таксономические группы, включая беспозвоночных, микрофоссилий, растения и позвоночных. Журнал стремится привлечь широкую международную аудиторию и публиковать комплексные систематические исследования таксонов, в которых используются современные аналитические методы и которые имеют широкое эволюционное, экологическое и / или географическое значение.Журнал также публикует обзорные статьи, мнения в разделе «Взгляд с поля», комментарии и ответы на недавние публикации в журнале, а также рецензии на книги.
Учитываются все таксономические группы, включая беспозвоночных, микрофоссилий, растения и позвоночных. Журнал стремится привлечь широкую международную аудиторию и публиковать комплексные систематические исследования таксонов, в которых используются современные аналитические методы и которые имеют широкое эволюционное, экологическое и / или географическое значение.Журнал также публикует обзорные статьи, мнения в разделе «Взгляд с поля», комментарии и ответы на недавние публикации в журнале, а также рецензии на книги.