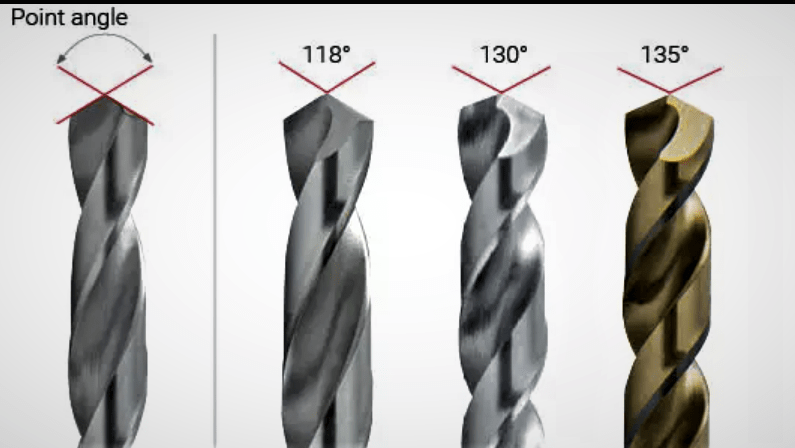
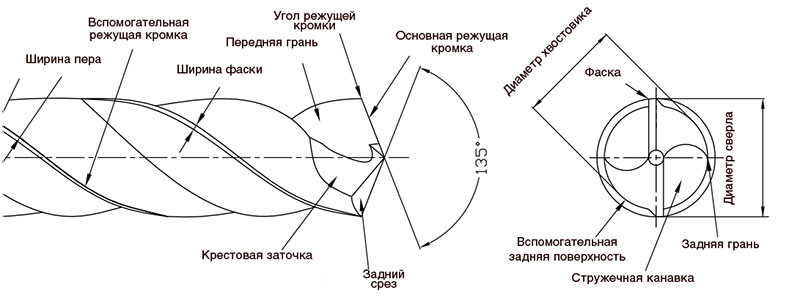
Конструкция сверла, углы заточки сверла с коническим и цилиндрическим хвостовиком, размеры сверла
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»»» M- гаечные метчики»»»» M – комплекты метчиков из 2-х или 3-х штук»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» Mf- метрическая резьба с мелким шагом»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf- гаечные метчики»»»» Mf-машинно-ручные однопроходные метчики»»»» Mf – комплекты метчиков из 2-х штук»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc – трубная коническая резьба»»» Pg – электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf – метрическая резьба с мелким шагом»»» NPT ( К ) – дюймовая коническая резьба»»» R – трубная коническая резьба»»» G – трубная цилиндрическая резьба»»» BSW, BSF – дюймовая резьба Витворта»»» Pg – электротехническая трубная резьба»»» UNC – дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF – дюймовая цилиндрическая резьба с мелким шагом»»» Vg – вентильная резьба»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки – расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Токарные пластины»»»» Пластины для наружного и внутреннего точения»»»»» CCMT»»»»» CNMG»»»»» DNMG»»»»» VNMG»»»»» WNMG»»»» Пластины для резьбы»»»» Пластины отрезные ( канавочные)»»» Пластины для свёрл»»» Фрезерные пластины»»»» APKT»»»» APMT»» Державки токарные для сменных пластин из тв.


Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELOGLOBUSGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHVÖLKELWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Какой лучший учебник по заточке сверл на точильном станке U2? | Страница 2
Джандерсо
Джефф Андерсон
- #11
Я думаю, вы попали в точку с этим комментарием.понтиак428 сказал:
Чтобы стать натуралом, нужно хорошенько подумать.
Нажмите, чтобы развернуть…
Понимание технологии станков и сверл. Я нахожусь на нижних ступенях кривой обучения.
Я достану.
Джандерсо
Джефф Андерсон
- #12
Я думаю, вы добры. Мне нужно сделать несколько маленьких пластин, которые крепятся к концу инструмента. Я думаю, что тот, который идет с машиной, бесполезен.понтиак428 сказал:
Джефф, ваша проблема с фотографиями выше – часы
Нажмите, чтобы развернуть.
..
 ..
..Синхронизация, углы и настройка — единственное, что не так в этом гринде
Яндерсо
Джефф Андерсон
- №13
Согласен. В комплект входит обучающий DVD-диск. Это шутка.Стоунбраяр сказал:
Несколько видео, которые я нашел, не очень полезны.
Нажмите, чтобы развернуть…
понтиак428
Джон Ньюман
- №14
Я попытался загрузить книгу Harold Hall № 30 по заточке инструментов и фрез, а также книгу Tubal Cain № 12 по сверлам, метчикам и штампам, но они слишком велики для публикации в виде приложения.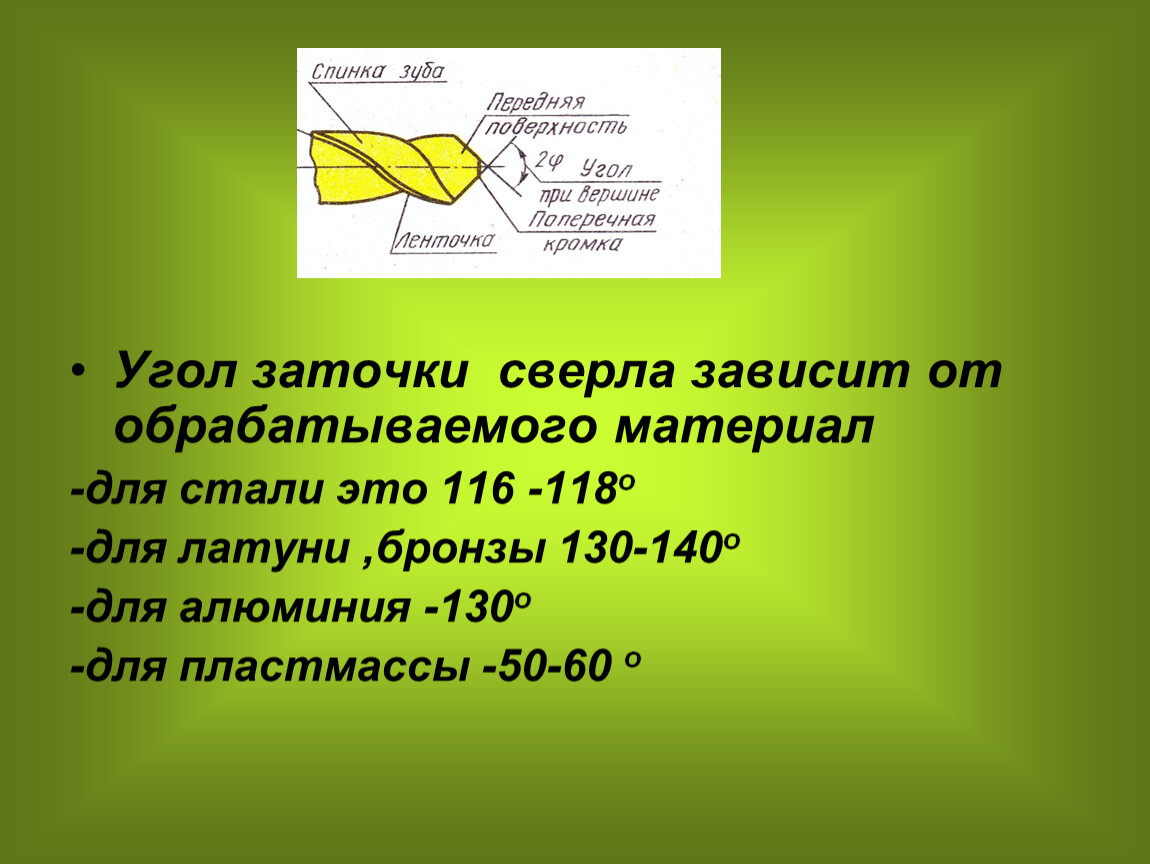 Они существуют в библиотеке загрузки на этом сайте.
Они существуют в библиотеке загрузки на этом сайте.
Редактировать: Вылет определяет, является ли точка сверления острой и угловатой или округлой и изогнутой. Просто еще одна вещь, чтобы посмотреть.
Джандерсо
Джефф Андерсон
- №15
Спасибо, Джон!pontiac428 сказал:
Я повернул стопорный палец на передней части точилки на Шекеле. По большей части это было бесполезно. Я выравниваю сверла на глаз так, чтобы режущая кромка была почти вертикальной (в идеале она должна быть вертикальной после завершения заточки).Я попытался загрузить книгу Harold Hall #30 по заточке инструментов и фрез, а также книгу Tubal Cain #12 по сверлам, метчикам и штампам, но они слишком велики для публикации в виде приложения. Они существуют в библиотеке загрузки на этом сайте.
Редактировать: Вылет определяет, является ли точка сверления острой и угловатой или округлой и изогнутой. Просто еще одна вещь, чтобы посмотреть.
Нажмите, чтобы развернуть…
 Проверьте правильность установки угла конуса с помощью транспортира на передней кромке готовой коронки. Полотно должно быть тонким и составлять 135 градусов (не путать с углом конуса. Это просто 90 + 45 = 135 градусов для угла полотна). Исходя из иллюстраций Гарольда Холла, вы можете посмотреть на профиль лепестка и увидеть, что не так, просто проанализировав его форму. Как только вы получите синхронизацию и отработаете угол, должно стать ясно, что делать на лету. Измельчите кофейную банку на кусочки, и это постоянная память.
Проверьте правильность установки угла конуса с помощью транспортира на передней кромке готовой коронки. Полотно должно быть тонким и составлять 135 градусов (не путать с углом конуса. Это просто 90 + 45 = 135 градусов для угла полотна). Исходя из иллюстраций Гарольда Холла, вы можете посмотреть на профиль лепестка и увидеть, что не так, просто проанализировав его форму. Как только вы получите синхронизацию и отработаете угол, должно стать ясно, что делать на лету. Измельчите кофейную банку на кусочки, и это постоянная память.Когда я узнаю больше о геометрии бурового долота, я надеюсь понять, что вы только что сказали
Я посмотрел пару видеороликов мистера Пита о сверлах.
 Он хороший инструктор, говорит медленно и четко с большим количеством визуальных подсказок.
Он хороший инструктор, говорит медленно и четко с большим количеством визуальных подсказок.Мне нужно проверить Гарольда Холла.
John281
H-M Supporter — золотой член
- №16
Угол основной задней фаски «A» (зеленая фаска) варьируется в зависимости от диаметра сверла, но другие углы постоянны для показанного сверла с углом 118 градусов.

понтиак428
Джон Ньюман
- # 17
Вот я вытащил главу 2 из книги Холла по заточке. Я толкаю это как дурь, потому что без этого ты не сможешь найти свой зад обеими руками. Я пойду дальше и скажу, что главы 1-3 из книги упражнений Тубала Каина содержат хорошую информацию, но Гарольд Холл — единственное место, где я видел всю информацию, которую он представляет, в одном месте. Бумага Mazoff — это скорее исследование типов точек, чем что-либо полезное для фактического шлифования, но она хороша, если вы такой же ботаник, как я.
Джандерсо
Джефф Андерсон
- # 18
Отлично!John281 сказал:
Джефф, это может быть полезно. Это схема, которую я сделал, когда пытался выяснить геометрию вершины сверла, чтобы я мог сделать приспособление для заточки сверл. Вас может не интересовать вторичный угол вершины или рельефная грань точки разделения. Я добавил их на схему для полноты картины.
Угол первичной задней фаски, «А» (зеленая грань), варьируется в зависимости от диаметра сверла, но другие углы постоянны для показанного сверла с углом 118 градусов.
Посмотреть вложение 345133Нажмите, чтобы развернуть…
Спасибо
Джандерсо
Джефф Андерсон
- # 19
Отлично,понтиак428 сказал:
Вот я вытащил главу 2 из книги Холла по заточке. Я толкаю это как дурь, потому что без этого ты не сможешь найти свой зад обеими руками. Я пойду дальше и скажу, что главы 1-3 из книги упражнений Тубала Каина содержат хорошую информацию, но Гарольд Холл — единственное место, где я видел всю информацию, которую он представляет, в одном месте. Бумага Mazoff — это скорее исследование типов точек, чем что-либо полезное для фактического шлифования, но она хороша, если вы такой же ботаник, как я.
Нажмите, чтобы развернуть…
Спасибо
зеленушка
Зарегистрировано
- #20
У Стефана Готтесвинтера есть видео о шлифовании с 4 гранями, но оно не использует насадку.Джандерсо сказал:
Отлично,
СпасибоНажмите, чтобы развернуть…
Новый алгоритм обработки изображений для контроля точности заточки сверл
- Пивкин Петр М. ;
- Гречишников Владимир А. ;
- Ершов Артем А. ;
- Григорьев Сергей Н.С.
Аннотация
Геометрические параметры заточки передней поверхности очень важны для эффективного использования сверла. Поэтому важно знать правильный угол заточки сверла в радиальном направлении. Особенно это важно на этапе переточки сверла, из-за неправильной установки сверла в приспособление. В данной работе предложен новый алгоритм обработки изображений, позволяющий установить показатели и факторы, определяющие правильный выбор углового положения сверла после переточки. Этот алгоритм может иметь большое промышленное применение благодаря простоте реализации и минимизации необходимого оборудования для настройки измерительной станции. Представленная модель имеет важное прикладное значение и отличается от существующих тем, что может применяться для переточки сверл с криволинейными режущими кромками. Это преимущество достигается за счет использования более простой конструкции боковых поверхностей сверла. Предлагаемая конструкция обеспечивает рациональное распределение величины заднего угла вдоль режущей части независимо от исходной формы боковой поверхности до переточки. С учетом ограничений алгоритма обработки изображений и теоретической модели режущей части трехканавочного сверла рациональное соотношение переднего и заднего углов получено путем моделирования движения кромки в процессе резания.
Поэтому важно знать правильный угол заточки сверла в радиальном направлении. Особенно это важно на этапе переточки сверла, из-за неправильной установки сверла в приспособление. В данной работе предложен новый алгоритм обработки изображений, позволяющий установить показатели и факторы, определяющие правильный выбор углового положения сверла после переточки. Этот алгоритм может иметь большое промышленное применение благодаря простоте реализации и минимизации необходимого оборудования для настройки измерительной станции. Представленная модель имеет важное прикладное значение и отличается от существующих тем, что может применяться для переточки сверл с криволинейными режущими кромками. Это преимущество достигается за счет использования более простой конструкции боковых поверхностей сверла. Предлагаемая конструкция обеспечивает рациональное распределение величины заднего угла вдоль режущей части независимо от исходной формы боковой поверхности до переточки. С учетом ограничений алгоритма обработки изображений и теоретической модели режущей части трехканавочного сверла рациональное соотношение переднего и заднего углов получено путем моделирования движения кромки в процессе резания.