Принцип работы вертикально сверлильного станка. Устройство сверлильных станков
Сверлильный станок – это устройство, служащее для формирования отверстий в деталях из различных материалов. Технические возможности современных станков данной категории позволяют использовать их не только для создания отверстий, диаметр которых доходит до 100 мм, но и для выполнения целого перечня других технологических операций.
Применение, конструкция и принцип действия сверлильных станков
Сверлильные станки позволяют создавать в деталях из различных материалов сквозные или глухие отверстия. Выполняются эти технологические операции при помощи такого режущего инструмента, как сверло, за счет которого и обеспечивается снятие стружки с обрабатываемого материала.
Большинство аппаратов данного типа составляют промышленные сверлильные станки. Количество моделей для бытового использования, отличающихся значительно меньшей функциональностью по сравнению с профессиональными устройствами, незначительно. Между тем именно на примере простой конструкции бытовых моделей удобнее всего знакомиться с принципом работы сверлильного станка и его базовыми элементами.
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это , устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
- , в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
- сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
- несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
- массивная опорная плита, изготовленная методом литья из стали или ч
citatavsem.ru
3 Работа на сверлильных станках
Цель работы: освоить приемы управления станком, обслуживания и наладки; получить практические навыки сверления на вертикально-сверлильном станке.
Задание. 1. Изучить сущность сверления, устройство вертикально- сверлильных станков, конструкцию сверла. 2. Изучить безопасные методы работы. 4. Выполнить работы на вертикально-сверлильном станке. 5. Оформить отчет.
Оснащение рабочего места.
Оборудование: вертикально-сверлильный станок 2Н135.
Образцы работ: образцы деталей со сквозным, глухим и ступенчатым сверлением; заготовки для последующей обработки.
Инструменты: сверла разных диаметров с цилиндрическими и коническими хвостовиками. Штангенциркуль, глубиномер.
Приспособления: переходные втулки, сверлильные патроны, клин для выбивания сверла, машинные тиски, прижимы, защитные очки, эмульсии, щетка, масленка, шприц, ветошь.
Учебно-наглядные пособия: макет рабочей части сверла; макет зенкера и развертки большого диаметра; сверла. Плакаты, характеризующие устройство сверла, виды сверления. Таблицы режимов резания, приемы сверления различных отверстий.
3.1 Общие сведения
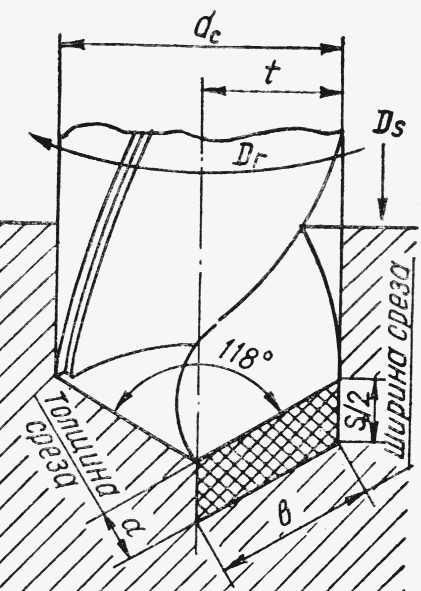
Сверлением называется процесс обработки сквозных и глухих отверстий в сплошном материале, а рассверливанием — сверление, в результате которого происходит увеличение ранее просверленного, отлитого, кованого, штампованного отверстия сверлом большего диаметра. Обычно этот вид обработки выполняют, когда в сплошном материале нужно получить отверстие диаметром более 25 мм.
Рисунок 6 Схема сверления | Главным движением Dг (рисунок 6) при сверлении является вращение сверла. Движеним подачи Ds — движение направленное в сторону заготовки, по направлению подачи. Подача S при сверлении — перемещение сверла в осевом направлении за его один оборот. |
3.2 Устройство вертикально-сверлильного станка
Рассмотрим основные узлы станка (рисунок 7).
Фундаментная плита 9 служит основанием станка. На плите закрепляется станина. Внутренняя часть плиты пустотелая и служит резервуаром для охлаждающей жидкости.
Станина (колонна) 8 служит для установки и крепления основных узлов станка. По направляющим станины перемещается кронштейн с коробкой
подач 5.
Коробка скоростей изменяет частоту вращения шпинделя. Она расположена в корпусе 6.
Электродвигатель 7 приводит во вращательное движение коробку скоростей.
Шпиндель 3 служит для крепления режущего инструмента (например, сверла), его вращения и подачи. Шпиндель получает вращательное движение от механизма коробки скоростей и поступательное движение — от механизма коробки подач или вручную от штурвала 4. Шпиндель представляет собой длинный вал, на утолщенном конце которого выполнено коническое отверстие для крепления режущего инструмента.
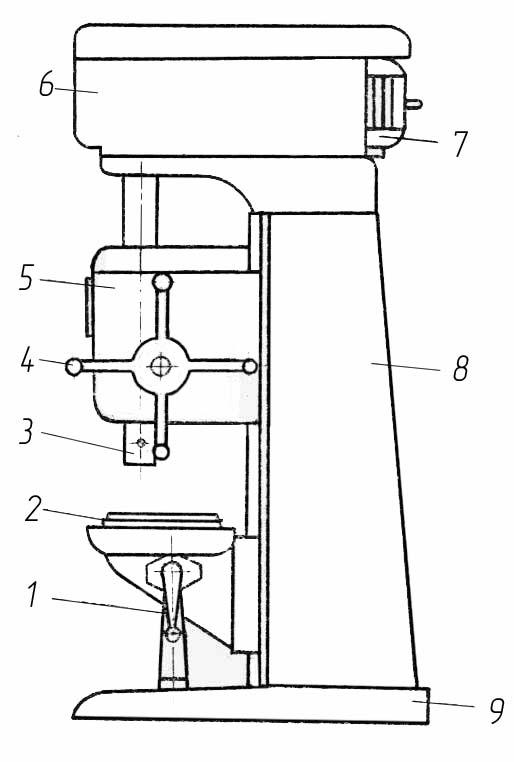
Рисунок 7 Схема вертикально-сверлильного станка модели 2А135
1 – квадрат для ручного перемещения стола; 2 – стол; 3 – шпиндель; 4 – штурвал подачи шпинделя; 5 – кронштейн с коробкой подач; 6 – корпус коробки скоростей; 7 – электродвигатель; 8 – колонна; 9 – фундаментная плита.
Коробка подач расположена в кронштейне 5, который может перемещаться по вертикальным направляющим станины (колонны) вручную при помощи рукоятки.
На столе 2 крепится обрабатываемая деталь. Стол также может перемещаться по направляющим станины (колонны) вручную при помощи рукоятки 1.
studfile.net
Вертикально-сверлильный станок 2Н135: характеристики, паспорт
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.
 Вертикально-сверлильный станок 2Н135
Вертикально-сверлильный станок 2Н135Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).

Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.

Расположение составных частей сверлильного станка 2Н135
Принцип действия
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2Н135
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструментальной головки к торцу изделия, и производят необходимую технологическую операцию.
Особенности устройства
Основой всего агрегата выступает сверлильная головка. Это отливка, выполненная в форме коробки, в которой установлены основные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.

- Коробка подач станка 2Н135

- Коробка скоростей станка 2Н135

Головка расположена на опоре, и на нее установлен двигатель. Он посредством муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней имеются специальные блоки, способные изменять вращение режущего инструмента. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.

Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении основного пускателя загорается лампочка, сигнализирующая, что электрический ток запитал цепи. Схема позволяет изменять направление вращения шпинделя, и производить динамическое торможение. Кроме того, ее устройство облегчает переключение скоростей.
От перегрузки защищают тепловые реле. Для устранения возможной опасности поражения оператора током электрическая схема агрегата предусматривает применение защитного заземления.
Нельзя начинать эксплуатацию механизма без детального изучения паспорта. Только так вы сможете избежать поломок и аварий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Устройство вертикально-сверлильного станка
Содержание статьи:
Сверлильный станок является универсальным оборудованием, с помощью которого можно выполнять операции по формированию отверстий с различной конфигурацией. Для ознакомления с устройством рекомендуется изучить компоновку самой популярной модели с вертикально расположенным шпинделем.
Общие сведения о конструкции
Общая конструкция вертикального сверлильного станка
Независимо от того, как выполнено устройство сверлильного станка, принцип его работы остается одинаков для всех типов. С помощью вращающегося сверла происходит обработка деревянных, металлических или полимерных изделий.
Для выполнения этой операции конструкция станка должна состоять из плиты-основания, на которую монтируются другие компоненты оборудования. В вертикально ориентированных моделях сверлильный блок устанавливается на опорную стойку. Она может выполнять две функции – фиксация обрабатывающей части и ее смещение в вертикальной плоскости.
Кроме этого к особенностям конструкции можно отнести следующие факторы:
- тип рабочего стола. В одних моделях он стационарный и его функцию выполняет опорная плита. Такая конструкция актуальна для обработки массивных изделий. Сверлильное оборудование с перемещаемым рабочим столом по опорной стойке применяется для выполнения точных операций;
- сопряжение сверлильного блока с электродвигателем. Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
- возможность сверления деталей под углом. Это можно выполнить с помощью поворотного рабочего стола. Альтернативным вариантом является наличие механизма смещения в сверлильном блоке.
Это основные сведения об устройстве классического сверлильного станка. Они могут отличаться в зависимости от специфики конструкции, назначения и технологических требований.
Для уменьшения габаритов конструкции ременная передача может быть заменена на шестеренчатую. Однако это делается крайне редко и только для специализированных моделей.
Принцип работы сверлильного оборудования
Сверлильный станок с шестеренчатой передачей
Чтобы изучить специфику устройства сверлильного станка вертикального типа необходимо детально рассмотреть процессы, протекающие в оборудовании во время выполнения работ. Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Главное вращательное движение передается от электродвигателя к шпинделю сверлильной головки с помощью механизма скоростей. В классических моделях оборудования он располагается в верхней части установки. Для выполнения операции сверления необходимо опустить режущий инструмент к поверхности детали. Для первичного позиционирования можно менять положение рабочего стола либо сверлильного блока, изменяя их положение на вертикальной опорной штанге. Более точная обработка происходит с помощью механизмов вылета шпиндельной головки.
Далее следует ознакомиться с основными техническими характеристиками сверлильного станка:
- размеры рабочего стола, возможность поворота его под определенным углом, а также наличие компонентов для фиксации готовки;
- максимальный минимальный размер устанавливаемого сверла;
- пределы частот вращения шпиндельной головки;
- число скоростей;
- типы и конструкция сверлильного патрона;
- номинальная мощность электродвигателя.
В большинстве бытовых и полупрофессиональных моделей не предусмотрена система подачи охлаждающей жидкости. Однако при обработке изделий из высокопрочных сортов стали эта процедура является обязательной. В качестве альтернативы можно использовать специальный навесной блок. Резервуар с СОЖ устанавливается в любом удобном месте недалеко от станка. С помощью маломощного насоса жидкость поступает по подводящему патрубку, конец которого установлен на вертикально расположенной сверлильной головке.
Для уменьшения шумового эффекта рекомендуется приобретать модели с асинхронным типом электродвигателя. Но при этом следует учитывать, что эта модель более требовательна в плане эксплуатации.
Возможная модернизация заводских станков
Набор ограничителей глубины сверления
Нередко стандартная комплектация заводского вертикально направленного сверлильного станка или его конструкция не устраивает пользователя. В таком случае предпринимаются попытки модернизации оборудования. Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Основной проблемой бюджетных моделей является появление люфта во время выполнения операции сверления. Это происходит за счет низкой устойчивости конструкции. Решить этот вопрос можно с помощью увеличения массы опорной плиты или установки дополнительной вертикальной опорной стойки. Таким образом можно формировать отверстия небольшого диаметра с высокой точностью.
Кроме этого примера модернизации стандартные заводские модели подвергаются следующим изменениям и дополнениям:
- применение ограничителей глубины сверления. Если таковая функция не предусмотрена в конструкции оборудования — на сверло можно установить специальный ограничитель;
- подключение устройства для плавного запуска электродвигателя. Благодаря ему во время первичного запуска оборудования не будут появляться рывки;
- модернизация рабочего стола. Для фиксации заготовки можно использовать модели с электромагнитной подушкой. Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
- установка автономной точки освещения. Она положительным образом повлияет на качество выполняемых работ.
Для безопасности эксплуатации оборудования во время подключения рекомендуется использовать УЗО. Для настольных моделей важно правильно подобрать станину. Она должна быть максимально устойчивой и иметь функцию регулирования уровня.
С подробным устройством вертикально ориентированного сверлильного станка можно ознакомиться в видеоматериале:
stanokgid.ru
Открытый урок “Устройство и назначение сверлильного станка”
Муниципальное бюджетное общеобразовательное учреждение
«Школа-интернат для детей с ограниченными возможностями здоровья»
Шатурского муниципального района Московской области
Открытый урок
по профессионально-трудовому обучению в 6 классе
«Устройство и назначение сверлильного станка»

Учитель трудового обучения
Колобанов Е.В.
г.Шатура
04.12.2014г.
Тема урока: Устройство и назначение сверлильного станка
Класс: 6 класс
Дата проведения: 04.12.2014г.
Цели: познакомить с устройством сверлильного станка, научить работать на сверлильном станке, соблюдая правила безопасной работы.
Задачи:
Обучающая – дать знания об устройстве сверлильного станка, назначении его; научить работе на сверлильном станке, соблюдая правила безопасной работы.
Коррекционная – развить умение переносить знания в новую ситуацию; содействовать развитию мышления;
Воспитательная – воспитание у учащихся аккуратности, культуры речи.
Тип урока: комбинированный.
Форма обучения: фронтальная, индивидуальная.
Оборудование: сверлильный станок, компьютер.
Ход урока
1. Организационный момент
– Взаимное приветствие,
– Проверка готовности к уроку.
2. Коррекционное упражнение
«Отгадай загадки»
Отгадайте загадки про инструменты, необходимые для труда:
отвечают по очереди.
1.Сам в комнате, а голова на улице. (Гвоздь.)
2. Древесину ест едок, сто зубов в один рядок. (Пила.)
3. Сам худ, а голова с пуд. (Молоток.)
4.Остра, как игла, а шить не годится. (Шило.)
5.Где упрется хвостом, станет дырка потом. (Сверло.)
6. Гостя примут от души: так обнимут – не дыши (тиски)
3. Актуализация знаний.
– Для чего нужны столярные инструменты? Где они применяются? Для чего они нужны? (Примерные ответы учащихся) (Для изготовления столярных изделий)
– Ребята, у меня есть черный ящик. Нужно отгадать, что в нем лежит.
Задание «Черный ящик»
– В ящике лежит инструмент, в устройство которого входит грибок (коловорот)
– Ребята, разделитесь на две группы. У каждой группы есть брусок и коловорот. Сейчас мы определим, кто умеет лучше работать коловоротом, кто быстрее просверлит отверстие. Но для этого повторим правила безопасной работы с коловоротом.
Правила безопасного труда с коловоротом:
Переносить коловорот с места на место можно только сверлом вниз.
Нельзя оставлять сверло с коловоротом в отверстии.
Сверлить можно только хорошо зажатую деталь.
– Вы просверлили отверстие. Работа оказалась трудной и долгой.
Поэтому придумали сверлильный станок, чтобы автоматизировать работу, сделать ее для человека не такой трудной.
4.Изучение нового материала.
Сообщение темы и целей урока.
Сегодня мы познакомимся со сверлильным настольным станком, а также познакомимся с приёмами работы на сверлильном станке.
Тема сегодняшнего урока: «Устройство и назначение сверлильного станка».
Основные части сверлильного станка.
Технические сведенья:
Настольный вертикально-сверлильный станок состоит из следующих основных частей (смотрим плакат):
1.Плита – станина
2.Колонка
3.Шпиндельная бабка
4.Вал шпиндель
5. Рычаги управления шпинделем
6. Патрон
7.Электродвигатель
8.Привод (ременная передача шкивы ступенчатые)
9.Пульт управления
10.Питающий кабель
11.Защитные кожуха
Принцип работы станка:
Шпиндель приводится во вращение электродвигателем. Вращение вала электродвигателя передается на шпиндель через привод последнего посредством ременного механизма, включающего шкивы под V-образный ремень. На многих станках можно регулировать скорость вращения сверла.
Патрон под сверла у бытового оборудования идентичен установленному на электродрелях и обычно рассчитан на сверла, диаметр которых до 12 мм. Специальным ключом патрон запирают или ослабляют, чтобы, соответственно, зафиксировать или извлечь сверло.
Максимальная высота заготовок, в которых может быть просверлено отверстие на бытовом станке, – 20–90 см. На различных типах оборудования она разная. Зависит от высоты самого верхнего положения сверлильной головки, которую можно поднимать и опускать по стойке-колонне. На самых маленьких легких станках это обычно делают, перемещая руками непосредственно сам сверлильный модуль, а на моделях побольше и потяжелее – с помощью специального привода, снабженного рукоятью или штурвалом. В нужном положении головку фиксируют предназначенной для этого ручкой. Этим же способом регулируется глубина просверливаемых отверстий и минимальная высота заготовок, так как максимальный вылет вниз патрона, установленного на шпинделе, при его подаче невелик – в зависимости от типа станка 5–40 см.
Другая важная характеристика сверлильного станка – вылет сверла. Это расстояние между центральной вертикальной осью сверла либо иного инструмента, закрепленного в патроне, и стойкой. Чем оно больше, тем лучше – от этого зависит насколько далеко от края заготовки можно просверлить отверстие. Величина вылета у бытового станка 10–20 см.
Станина оборудования должна быть достаточно тяжелой и большой – соразмерной его весу и габаритам. Иначе она не сможет обеспечивать приемлемую устойчивость станка и стабильность его работы. Верхняя сторона станины, обращенная к патрону, выполняет функции рабочего стола. Она частично или полностью имеет идеально ровную плоскую поверхность с несколькими прорезями: центральная обеспечивает просверливание сквозных отверстий без взаимного повреждения стола и сверла, а боковые могут использоваться для установки тисков, шаблонов и упоров.
Сверло, закрепленное в патроне, опускают на заготовку, нажимая на ручку подачи рычажного типа, установленную на сверлильной головке справа. Она подпружинена и при прекращении воздействия на нее в исходное положение возвращается сама, автоматически. Возвратный механизм на некоторых станках можно заблокировать затяжным рычагом, чтобы ручка, а, значит, и сверло остались в определенном положении.
Управление работой электродвигателя осуществляется кнопками его пуска и остановки.
Правила работы на сверлильном станке:
1) Работать на сверлильном станке можно только с разрешения учителя.
2) Выключать станок следует нажатием на кнопку красного цвета.
3) Нельзя класть инструменты и посторонние предметы на плиту станка.
4) Движущиеся части станка должны быть надежно ограждены.
5) Перед работой надо проверить надежность закрепления патрона в шпинделе, сверла в патроне, детали в тисках.
6) Подготовку сверлильного станка к работе и уборку стружек можно производить только после его остановки. Нельзя тормозить руками вращающийся патрон. При сверлении нельзя сильно нажимать на ручку дрели.
7) Ось вращения сверла при работе дрелью должна быть строго перпендикулярна плоскости заготовки.
Виды сверл для сверления отверстий.
– спиральное по металлу;
– спиральное по дереву;
– перовое по дереву.
Закрепление сверла на сверлильном станке.
Закрепляется сверло в патроне с помощью специального ключа.
Сверлильные патроны служат для закрепления сверл с цилиндрическими хвостовиками. В практике широко применяется трехкулачковый патрон с наклонными кулачками . Он состоит из корпуса, в который запрессована гайка. На внутреннем конусе гайки имеется резьба. Посредством этой резьбы гайка соединена с кулачками, которые расположены наклонно (по конусу гайки) и на одной стороне своей поверхности имеют резьбу.
Удерживание заготовок при сверлении.
-при сверлении мелких заготовок применяется тиски.
Основные части сверла.
– режущая кромка;
– спираль;
– хвостовик.
При работе на сверлильном станке должны соблюдаться правила безопасной работы.
Инструкция по технике безопасности при работе на сверлильном станке
Опасности в работе:
1. Ранение глаз отлетающей стружкой при сверлении металла.
2. Ранение рук при плохом закреплении деталей.
До начала работы:
1. Правильно наденьте спецодежду (фартук с нарукавниками или халат, берет или косынку).
2. Проверьте надежность крепления защитного кожуха ременной передачи.
3. Надежно закрепите сверло в патроне,
4. Проверьте работу станка на холостом ходу и исправность пусковой коробки путем включения и выключения кнопок.
5. Прочно закрепите деталь на столе станка в тисках или кондукторах. Поддерживать руками при сверлении незакрепленную деталь запрещается.
6. Перед самым началом работы наденьте защитные очки.
Во время работы:
1. Не пользуйтесь сверлами с изношенными конусными хвостовиками.
2. Сверло к детали подавайте плавно, без усилий и рывков, и только после того, как шпиндель станка наберет полную скорость.
3. Перед сверлением металлической заготовки необходимо накернить центры отверстий. Деревянные заготовки в месте сверления накалывают шилом.
4. Особое внимание и осторожность проявляйте в конце сверления. При выходе сверла из материала заготовки уменьшите подачу.
5. При сверлении крупных деревянных заготовок (деталей) на стол под деталь кладите обрезок доски или кусок многослойной фанеры.
6. Во избежание травм в процессе работы на станке:
а) не наклоняйте голову близко к сверлу;
б) не производите работу в рукавицах;
в) не кладите посторонние предметы на станину станка;
г) не смазывайте и не охлаждайте сверло с помощью мокрых тряпок, для охлаждения сверла нужно пользоваться специальной кисточкой;
д) не тормозите руками патрон или сверло;
е) не отходите от станка, не выключив его.
7. При прекращении подачи электрического тока немедленно выключите электродвигатель.
8. Перед остановкой станка отведите сверло от детали, после чего выключите электродвигатель.
После окончания работы:
1. После остановки вращения сверла удалите стружку со станка с помощью щетки. Из пазов станочного стола стружку уберите металлическим крючком. Не сдувайте стружку ртом и не сметайте ее руками.
2. Отделите сверло от патрона и сдайте станок учителю.
3. Приведите себя в порядок.
Практическая работа.
1.Осмотреть сверлильный станок и составить его кинематическую схему.
2.Снять ограждения и ознакомится с механизмом ременной передачи.
3.Измерить диаметры ступеней шкивов и подсчитать, чему равны передаточные числа на каждой ступени.
4.Установить ограждение привода на место.
Закрепление материала.
1 .Из каких основных частей и механизмов состоит сверлильный станок?
2. Как устроен механизм подъема корпуса станка?
3. Рассказать об устройстве механизма подачи шпинделя и
механизма резания.
4. В чем преимущества сверлильного станка перед ручной дрелью.
Заключительная часть:
– подведение итогов;
– анализ ошибок;
– выставление оценок;
– уборка помещения.
infourok.ru
Устройство и назначение вертикально сверлильного станка — КиберПедия
Вертикально – сверлильные станки (рис.50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
Сверлильный станок состоит из: станины А; коробки подач Б; коробки скоростей В; стола Г; основания Д; шпинделя Е.
Рисунок 50 – Общий вид вертикально-сверлильного станка
Станина А предназначена для соединения между собой всех узлов станка. Отлита из серого чугуна и представляет собой коробку прямоугольного сечения, установленную вертикально на основании Д. На верхнем конце станины установлена коробка скоростей В. Коробка скоростей представляет собой чугунный корпус, внутри которого расположены зубчатые передачи и механизмы переключения скоростей. Служит для сообщения шпинделю Е различных частот вращения. По направляющим станины может перемещаться коробка подач Б и стол А. Коробка подач предназначена для осуществления различных подач шпинделя. Управление коробками скоростей и подач осуществляется рукоятками; ручная подача –штурвалом 2.
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки. Подъем и опускание стола осуществляется рукояткой 1.
Выбор режима резания при обработке отверстий
Обработка отверстия на сверлильных станках совершается в результате двух движений: вращения инструмента вокруг его оси Dг (главное движение резания) и осевого перемещения инструмента Ds (движение подачи).
Элементами режима резания при обработке отверстия являются:
– скорость главного движения резания ν, м/мин, вычисляемая по формуле:
ν = π∙D∙n/1000, (10)
где D – диаметр инструмента (сверла, зенкера, развертки), мм; n – частота вращения шпинделя, мин-1;
– подача за один оборот заготовки Sо, мм/об – величина перемещения инструмента за один оборот:
Sо = Sz· z, (11)
где Sz – подача инструмента за время его поворота на одно режущее лезвие (зуб) инструмента, мм/зуб; z – число режущих лезвий; при нарезании резьбы Sо = Sр, где Sр – шаг нарезаемой резьбы;
– глубина резания t, мм: при сверлении глубина резания равна половине диаметра сверла t = D/2; при рассверливании, зенкеровании, развертывании
t = (D – d) / 2, (12)
где D и d– диаметры обработанного и обрабатываемого отверстий соответственно.
Значения элементов режима резания назначают в зависимости от марки обрабатываемого материала, вида технологической обработки, материала режущей части инструмента, требований к обрабатываемому отверстию. При этом обычно пользуются справочными таблицами, номограммами или проводят расчеты по формулам теории резания.
СОДЕРЖАНИЕ СТАНОЧНОЙ ПРАКТИКИ
Цель практики: знания видов обработки резанием, режущих инструментов и приспособлений, устройства и назначения токарно-винторезного и горизонтально–фрезерного станков; умения выбирать вид обработки в зависимости от формы обрабатываемой поверхности; первичные умения настраивать станок на заданный режим обработки; первичные навыки точения и фрезерования поверхностей.
Работа проводится на токарно-винторезном и вертикально-фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место. В содержание работы входят перечисленные далее упражнения и комплексная работа.
Оборудование и оснащение рабочих мест:станки токарно-винторезные – 1Б61А, 1К62, CDS 6240; станок токарный с ЧПУ – СКЕ 6150Z; станки сверлильные – 2А125, 2М112, КОРВЕТ-43, PROFI G10525; станок вертикально-расточной – 2Е78П; станок радиально-сверлильный – Z3732Х8; станки шлифовальные – 3Б623В, 3Г71, 3Д423: станки фрезерные – 6Н11, 6Н81; станок отрезной – UE-250S; станок хонинговальный – 3К333; станок универсально-заточный – 3А64Д; тумбочки инструментальные; ящики для инструментов; шкафы металлические.
Упражнения в управлении токарным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач. Установка заготовок в трехкулачковом самоцентрирующем патроне и в центрах на оправках. Установка, выверка и закрепление резцов. Упражнения в управлении суппортом (ручное и механическое движения подачи). Упражнение в пользовании штангенциркулем. Снятие пробной стружки на длине 4–5 мм по заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка резца на глубину резания по лимбу. Точение цилиндрической поверхности детали с механической подачей резца. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.
cyberpedia.su
Станок вертикально сверлильный – принцип работы и применение
Вертикальный сверлильный станок – это техника, необходимая для создания глухих и сквозных отверстий, а также для дополнительной обработки полученных иным методом отверстий. Она часто используется для рассверливания отверстий, которые требуют максимальной точности.
Также агрегаты данного типа демонстрируют свою эффективность при нарезании внутренней резьбы и при создании дисков из сплошного листового материала. Другими словами, вертикальные станки – это универсальные помощники, на которые можно возложить выполнение ряда непростых задач.
Конечно же, технологические возможности оборудования не ограничиваются вышеприведенными операциями. Функционал техники гораздо шире, чем может показаться на первый взгляд. Это стало причиной широкого ее применения в самых разных сферах.
Особую популярность такие станки обрели в мелкосерийном производстве. Для выполнения частных задач они подходят идеально. Однако, если рабочий цех оснастить должным образом, подобные агрегаты станут незаменимым инструментом в сфере массового производства.
Виды вертикальных сверлильных станков
Все вертикальные сверлильные станки можно распределить по следующим категориям:
- Одношпиндельные агрегаты настольного типа. Такая техника идеально подходит для мелкосерийного производства.
- Одношпиндельные вертикальные напольные станки.
- Агрегаты редукторного типа.
- Многошпиндельные станки.
- Техника, предназначенная для глубокого сверления.
Все эти агрегаты могут быть дополнены числовым программным управлением, что делает работу на них проще, эффективней, а результаты – точнее. Рассмотрим особенности каждого из видов станков.
Одношпиндельные агрегаты настольного типа – это небольшие по размеру станки, которые рассчитаны в основном на получение отверстий диаметром до 16 миллиметров. Также с помощью этой техники можно зенкеровать и зенковать заготовку. С нарезанием резьбы одношпиндельные настольные станки также справятся.
Среди преимуществ эти станков стоит выделить малые габариты, умеренное энергопотребление и низкий уровень издаваемого во время работы шума. Пожалуй, это единственные вертикальные станки, которые подходят для эксплуатации в бытовых условиях.
Если же речь идет о больших цехах или мастерских, то для этих условий идеально подойдет напольный станок, список возможных операций которого гораздо шире. Особенностью конструкции этой техники можно считать наличие специальных подножек, которые облегчают монтаж достаточно тяжелого агрегата на самых разных поверхностях. Также конструкция включает такие элементы как рабочую стойку, шпиндель, фундаментную плиту, механизм подачи и коробку скоростей.
Для получения крупных отверстий в условиях цеха такой техники, все же, недостаточно. И тут на помощь приходят массивные редукторные станки, которым можно поручить такую работу. Если же такой агрегат комплектуется числовым программным управлением, то он и вовсе становится незаменимым помощником на производстве, так как позволяет получать практически любые отверстия с максимальной точностью. Подобные агрегаты комплектуются системой индикации, которая предоставляет оператору нужную информацию.
Станок вертикально-сверлильный имеет свои особенности. Во-первых, сверление осуществляется путем перемещения заготовки относительно инструмента, который крепится с помощью специальных переходных втулок и патронов. Во-вторых, встроенный стол поворачивается вокруг основной колонны, что делает более удобной работу с большими заготовками. Стоит также отметить, что эта техника имеет достойные показатели производительности. Их сервисное обслуживание при этом порадует мастера своей простотой.
Расшифровка обозначений
Как вам, наверняка, уже приводилось видеть, у каждого станка вертикально-сверлильного есть свое буквенно-числовое обозначение. Какую же информацию несут под собой эти шифры?
Первая цифра в названии станка говорит о том, к какой группе он принадлежит. Вторая цифра определяет тип агрегата. Третья и четверная цифра указывают на габариты станка. Если после первой цифры стоит буква, то перед нами улучшенная модель агрегата. Стоящая же после всех цифр буква информирует о том, что на базе станка была создана усовершенствованная модель.
Устройство вертикального станка и алгоритм работы
Каждый агрегат вертикального типа состоит из нескольких конструктивных деталей. В большинстве случаев он являет собой фундаментальную плиту, куда водружается колонна. На колонне располагается электродвигатель и шпиндельная головка с инструментом. На направляющих фиксируется шпиндельная бабка, что позволяет перемешать посредством штурвала шпиндель в вертикальной плоскости.
Также конструкция имеет рабочий стол, на котором обрабатывается заготовка. Чаще всего производители станков оснащают стол механизмом подъема и опускания. В некоторых случаях стол может поворачиваться вокруг оси колонны для большего удобства оператора.
Алгоритм работы за вертикальным сверлильным станком выглядит следующим образом:
- Закрепление заготовки;
- Настройка работы станка оператором;
- Включение агрегата и подача сверла;
- Съем детали;
- Уборка стола и помещения от образовавшейся стружки.
Многие производители оборудования комплектуют станки многоскоростным редуктором, который позволяет выбирать оптимальную частоту для конкретной операции. В целях безопасности агрегаты оснащаются электрическим шкафом, который обеспечивает при необходимости защитное отключение техники.
Тонкости покупки
Вы удивитесь, но в среднем стоимость вертикального сверлильного станка весьма умеренна. При этом чтобы выбрать идеальный для своих целей агрегат, нужно тщательно узнавать у поставщика технические характеристики конкретных моделей. Для домашней эксплуатации вполне достаточно настольного аппарата.
Нужно также учитывать, что наличие числового программного управления делает технику более дорогой. Тем не менее, если станок будет использоваться в производственных целях, то ЧПУ станет весьма выгодной инвестицией, которая повысит качество и точность проведения большинства сверлильных операций. Практика показывает, что приобретение компьютеризированной техники окупается очень быстро. Главное – подобрать подходящий по всем параметрам аппарат, который будет справляться с поставленной задачей.
Рекомендуем почитать
prostostanok.ru