2Н118-1 станок вертикально-сверлильный универсальный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2Н118-1
Производителем вертикально-сверлильного станка 2Н118-1 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила – 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н118-1 станок вертикально-сверлильный одношпиндельный универсальный.
 Назначение и область применения
Назначение и область примененияВертикальный сверлильный станок модели 2Н118-1 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Сверлильный станок
Станок 2Н118-1 отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Основные отличия сверлильного станка 2Н118-1 от 2Н118:
- Конус шпинделя станка 2Н118-1 Морзе 3АТ8 по ГОСТ 25557-82 (СТ СЭВ 147-75).
 Конус шпинделя станка 2Н118 Морзе 2.
Конус шпинделя станка 2Н118 Морзе 2. - Стол-плита станка 2Н118-1 имеет электромеханический механизм подъема – опускания. Стол станка 2Н118 поднимается и опускается вручную.
- Станок 2Н118-1 может комплектоваться круглым плавающим столом, который может перемещаться по горизонтали.
 Конус шпинделя станка 2Н118 Морзе 2.
Конус шпинделя станка 2Н118 Морзе 2.Остальные узлы станков 2Н118-1 и 2Н118 идентичны.
Станок 2Н118-1 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н118-1, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
Нарезание резьбы осуществляется при ручной подаче шпинделя и электрическом реверсировании двигателя главного привода.
Габарит рабочего пространства сверлильного станка 2Н118-1
Габарит сверлильного станка 2Н118-1 с плавающим столом
Габарит рабочего пространства сверлильного станка 2Н118-1 с плавающим столом. Скачать в увеличенном масштабе
Габарит рабочего пространства сверлильного станка 2Н118-1
Габарит рабочего пространства сверлильного станка 2Н118-1.
Фото вертикально-сверлильного станка 2Н118-1
Фото вертикально-сверлильного станка 2Н118-1
Фото вертикально-сверлильного станка 2Н118-1
Фото вертикально-сверлильного станка 2Н118-1
Фото вертикально-сверлильного станка 2Н118-1. Управление подачей и шпинделем
Фото вертикально-сверлильного станка 2Н118-1
Общий вид и органы управления сверлильного станка 2Н118-1
Органы управления сверлильным станком 2Н118-1
Перечень составных частей сверлильного станка 2Н118-1
- 1. Колонна, плита, стол – 2Н118-1.10.000
- 2. Стол плавающий – 2Н118-1.11.000
- 3. Охлаждение – 2Н118.80.000
- 4. Шпиндель – 2Н118.50.000
- 5. Механизм перемещения шпинделя – 2Н118.40.000
- 6. Коробка подач – 2Н118.30.000
- 7. Коробка скоростей – 2Hl18.20.000
- 8. Привод – 2Н118-1.
- 9. Электрооборудование – 2Н118-1.92.000
- 18. Механизм подъема стола – 2Н118-1.16.000

Спецификация органов управления сверлильным станком 2Н118-1
- 12. Вводной выключатель
- 15. Болты для регулировки клина стола
- 16. Отверстие для подключения станка к электросети
- 19. Выключатель освещения
- 20. Кулачок для настройки глубины нарезаемой резьбы, рычаг отключения механической подачи при достижении заданной глубины обработки, кулачок для настройки глубины обработки
- 21. Рукоятка переключения подач
- 22. Кнопка включения левого вращения шпинделя
- 23. Выключатель насоса охлаждения
- 24. Кнопка “Стоп”
- 25. Сигнальная лампа “Станок включен”
- 26. Рукоятка переключения скоростей
- 27. Кнопка включения правого вращения шпинделя
- 30. Штурвал управления механизмом подач
- 31. Лимб для отсчета глубины обработки
- 32. Кнопка включения механической подачи
 Кнопка включения механической подачи
Кнопка включения механической подачиКинематическая схема сверлильного станка 2Н118-1
Кинематическая схема сверлильного станка 2Н118-1
Кинематическая схема сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Схема установки подшипников на сверлильном станке 2Н118-1
Схема установки подшипников на сверлильном станке 2Н118-1. Скачать в увеличенном масштабе
Описание основных узлов сверлильного станка 2Н118-1
Колонна, плита, стол
Колонна станка представляет собой чугунную отливку коробчатой формы, внутри которой имеется ниша для размещения электрооборудования. Колонна имеет направляющие типа «ласточкин хвост», по которым перемещается стол, Колонна закреплена на фундаментной плите, внутренние полоски которой являются резервуаром для охлаждающей жидкости. На фундаментной плите закреплены электронасос охлаждения и механизм подъема стола.
Стол плавающий
Стол плавающий (рис.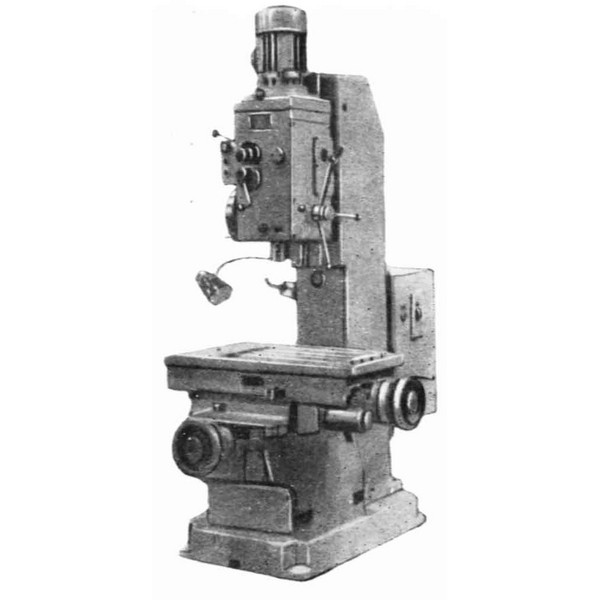
Вокруг рабочей поверхности стола имеется корыто для слива СОЖ и сбора стружки. Из корыта СОЖ через четыре отверстия сливается в кольцо 1, а оттуда в корыто основания и затем по телескопической трубе в плиту станка.
На плите 4 закреплены щитки для защиты опорной поверхности основания от стружки и СОЖ. Снизу на основании установлен упор 7, в который через шарик упирается винт механизма подъема стола. Для регулирования зазоров в вертикальных направляющих имеются клинья с зажимными и регулировочными болтами.
Коробка скоростей
Коробка скоростей сверлильного станка 2Н118-1
Коробка скоростей сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Коробка скоростей (рис. 4) сообщает шпинделю девять различных чисел частоты вращения, что достигается при помощи двух тройных блоков шестерен 4, 13.
Опоры валов коробки скоростей размещаются в двух плитах — верхней 6 и нижней 2, которые стянуты между собой тремя стяжками 5. Механизм коробки скоростей приводится во вращение от вертикально расположенного электродвигателя через зубчатую передачу 11, 12.
В случае надобности можно сдвинуть диапазон частоты вращения шпинделя за счет изменения передаточного отношения этой передачи. Последний вал коробки скоростей 3 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
Последний вал коробки скоростей 3 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
На этой же гильзе крепится шестерня 1 привода подач. Переключение шестерен коробки скоростей осуществляется от одной рукоятки 7, которая может иметь три положения по окружности и три положения по оси.
Рукоятка располагается на лицевой поверхности сверлильной головки и через шестерни 9, 8 и рейку 10 перемещает штанги, на которых закреплены вилки, связанные с переключаемыми блоками шестерен 4, 13.
Все механизмы коробки скоростей собираются в узел и монтируются в сверлильной головке. Смазка механизмов коробки скоростей, также как и всей сверлильной головки, производится от шестеренного насоса, расположенного на коробке подач.
Для контроля работы маслонасоса в верхней крышке его имеется специальный маслоуказатель.
Коробка подач
Коробка подач сверлильного станка 2Н118-1
Коробка подач сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Коробка подач сверлильного станка 2Н118-1
Коробка подач сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Коробка подач (рис. 5) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 1. Шесть подач обеспечиваются при помощи тройного блока шестерен 10 и двойного блока шестерен 13.
Привод коробки подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 11. Третий вал коробки подач 12 посредством зубчатой передачи 6 передает вращение на шариковую муфту и червяк механизма подач. Шариковая муфта смонтирована на конце червяка механизма подач и служит для выключения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу 5 и, преодолевая сопротивление пружины 3, отключает муфту.
Эта же муфта играет роль предохранительного устройства при перегрузке по усилию подачи. С помощью гаек 4 и пружины 3 муфта настраивается на выключение (прощелкивание) при усилии подач 600Н, т. е. на 10% превышающем номинальное.
С помощью гаек 4 и пружины 3 муфта настраивается на выключение (прощелкивание) при усилии подач 600Н, т. е. на 10% превышающем номинальное.
Вал 9 через штифт 8 приводит во вращение шестеренный насос для смазки.
Переключение шестерен коробки подач осуществляется от одной рукоятки 2, которая имеет два положения по оси и три — по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкция механизмов переключения подач и скоростей идентична.
Смазка механизмов коробки подач производится от шестеренного насоса 7, который осуществляет также смазку всех других механизмов сверлильной головки. Механизмы коробки подач собираются отдельно, и полностью собранный узел монтируется в сверлильной головке. В расточке сверлильной головки соосно с червяком запрессован валик, к которому крепится коробка подач.
Механизм подачи шпинделя
Механизм подач шпинделя сверлильного станка 2Н118-1
Механизм подач шпинделя сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Механизм подач шпинделя сверлильного станка 2Н118-1
Механизм подач шпинделя сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируются основные узлы станка:
- коробка скоростей
- коробка подач
- шпиндель и механизм подач
Первые три узла собираются отдельно и только крепятся к сверлильной головке. Механизм подач, состоящий из червячной передачи 1, 2, горизонтального вала с валом-шестерней 17, лимба 4 со связанными с ними деталями, штурвала 8, кулачковой муфты 12 и храповой обгонной муфты со ступицей 13, является составной частью узла сверлильной головки.
Механизм подачи (рис. 6) приводится в движение от коробки подач через пару шестерен 3 и выполняет следующие функции:
- ручной подвод инструмента к детали
- включение рабочей подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх, ручную подачу, используемую обычно при нарезании резьбы.

Принцип работы механизма подач заключается в следующем. При вращении штурвала на себя поворачивается кулачковая муфта, которая через ступицу вращает вал-шестерню. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к детали, на вал-шестерне возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты, а ступица перемещается влево от вала до тех пор, пока торцы кулачков деталей 12 и 13 не станут друг против друга. В этот период кулачковая муфта поворачивается свободно относительно вала на 20°. Угол в 20° ограничивается пазом на муфте и штифтом 11. На ступице 13 сидит двухсторонний храповой диск 14, связанный со ступицей собачками 7.
При смещении ступицы зубцы диска 14 входят в зацепление с зубцами второго диска 6, прикрепленного к червячному колесу 16. Таким образом, вращение от червяка передается реечной шестерне, и происходит механическая подача.
При дальнейшем вращении штурвала при включенной подаче собачки, сидящие в ступице, проскакивают по зубцам внутренней стороны 14, после чего осуществляется ручное опережение механической подачи.
При ручном выключении подачи штурвалом с поворотом его в обратную сторону на 20° относительно горизонтального вала зуб кулачковой муфты станет против впадины ступицы.
Ступица вследствие осевой силы, возникающей благодаря наклону зубцов дисков 15 и 14 и специальной пружины, смещается вправо и расцепляет диски, после чего механическая подача прекращается.
При ручной подаче шпинделя штурвалом необходимо включить штурвалом механическую подачу, а затем колпачок 10 переместить вдоль оси горизонтального вала вправо. При этом фиксатор 9 колпачка передает крутящий момент непосредственно от кулачковой муфты на вал-шестерню.
На левой стенке сверлильной головки смонтирован лимб, который во время подачи шпинделя приводится во вращение через пару шестерен 5, 18. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают лимб в нулевое положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности лимба.
Отсчет глубины обработки производится по шкале на цилиндрической поверхности лимба.
Для установки кулачков на торцевой поверхности лимба имеется Т-образный паз для их закрепления.
Электрооборудование и электрическая схема сверлильного станка 2Н118-1
Электрическая схема сверлильного станка 2Н118-1
Электрическая схема сверлильного станка 2Н118-1. Скачать в увеличенном масштабе
Общие сведения:
На станке установлены следующие трехфазные короткозамкнутые асинхронные электродвигатели:
- Ml — привода главного движения;
- М2 — привода насоса охлаждения;
- М3 — привода перемещения стола вверх-вниз.
В станке используются следующие величины напряжения:
- силовая трехфазная цепь — 380 В переменного тока 50 Гц;
- цепи управления — 110 В переменного тока;
- цепи сигнализации — 24 В переменного тока;
- цепи местного освещения — 24В переменного тока.

На станке установлены конечные выключатели: S7, S8 — ограничения хода стола.
На крышке ниши электрооборудования установлен двухполюсный переключатель (тумблер) S6 для управления подъемом-опусканием стола.
Тумблер S1, кнопки управления и сигнализации, «Сеть» размещены на пульте управления, установленном на корпусе сверлильной головки.
Аппаратура управления размещена в нише колонны. На боковой стенке колонны установлен 3-фазный автоматический выключатель для подключения станка в питающей сети F1.
При осмотре или ремонте электроаппаратуры вводной выключатель должен быть обязательно выключен!
Ввод питающих проводов выполнен через отверстие вверху колонны. Использован провод марки ПВЗ черного цвета для линейных проводов и желто-зеленого — для заземления.
Первоначальный пуск
При первоначальном пуске станка необходимо:
- проверить надежность заземления и качество монтажа электрооборудования внешним осмотром;
- отключить на клеммных наборах провода питания всех электродвигателей;
- подключить станок к сети при помощи вводного автомата;
- проверить четкость срабатывания пусковой аппаратуры при помощи кнопок и переключателей.

Перед началом работы необходимо убедиться, что предохранители исправны. Напряжение на станок подается включением вводного автоматического выключателя F1. Загорается лампочка Н2 «Сеть». Если необходимо освещение и охлаждение, то соответствующие выключатели ставятся в положение «Включено».
Для останова с торможением следует нажать на кнопку S2 «Стоп». При этом отключаются ранее включенные пускатели К2 и К1 либо КЗ и включается пускатель К2, который своими замыкающими контактами подает на Ml выпрямленное на диодном мостике напряжение, — осуществляется динамическое торможение привода главного движения.
Подъем-опускание стола осуществляется электродвигателем М3, включаемым на правое или левое вращение пускателем К5 или К6 соответственно тумблером S6. Ограничение хода стола осуществляется конечным выключателем S7 и S8.
Защита
Защита электрооборудования станка от коротких замыканий осуществляется вводным автоматическим выключателем и предохранителем.
Защита электродвигателя М2 насоса охлаждения от перегрузок осуществляется тепловым реле. Минимальная защита электродвигателей обеспечивается пускателями.
Описание работы
Смазка станка осуществляется:
- а) циркуляционной системой смазки сверлильной головки, коробок скоростей и подач;
- б) непосредственной набивкой полостей подшипников электродвигателей, шпинделя, стола, механизма подъема стола;
- в) смазкой зубчатых зацеплений и винта подъема механизма стола;
- г) поливкой маслом направляющих колонны.
Циркуляционная система включает в себя резервуар 6, насос шестеренный 8, пробку сливную 16 с сетчатым фильтром. Насос приводится в движение от вала коробки подач.
Подаваемое насосом масло поступает на смазку узлов коробки скоростей и коробки подач, а затем, сливаясь в резервуар, расположенный в корпусе сверлильной головки, смазывает все ее механизмы. Контроль за подачей смазки я ее уровнем в резервуаре осуществляется визуально при помощи маслоуказателей 7 и 9.
Указания по монтажу и эксплуатации системы смазки
Перед пуском станка необходимо: заполнить резервуар 1 маслом И-20 ГОСТ 20799—75 в количестве 2,5 л через отверстие 5 в правой стенке сверлильной головки. Контроль за уровнем производства по маслоуказателю 7.
Перед заливкой масло должно быть предварительно профильтровано через сетку. При работе станка контролировать: уровень масла по указателю 7, наличие масла в указателе 9. Перед началом работы на станке сразу же после включения шпинделя «Вправо» нужно проверить работу маслонасоса. Контроль производится по указателю 9. При нормальной работе насоса масло должно непрерывно вытекать из отверстия и попадать на указательное стекло. Только убедившись в нормальной работе насоса и смазав все остальные точки, можно приступить к работе на станке.
Наладка на работу с ручной подачей
Для включения ручной подачи колпачок с накаткой, расположенный в центре крестового штурвала, отожмите от себя до отказа.
Наладка станка на работу с выключением подачи на заданной глубине.
Для наладки:
- установите инструмент в шпинделе;
- опустите шпиндель до упора инструмента в деталь;
- установите лимб на сверлильной головке так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента;
- закрепите кулачок с буквой «П» так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя и подачи начнется обработка детали. По достижении заданной глубины подача прекращается, но шпиндель продолжает вращаться. Для его остановки нужно нажать кнопку «Стоп».
Наладка станка на нарезание резьбы
Для наладки станка на нарезание резьбы с реверсом шпинделя на определенной глубине:
- а) установите патрон с метчиком в шпинделе;
- б) опустите шпиндель до упора инструмента в деталь;
- в) установите лимб на сверлильной головке так, чтобы против указателя находилась цифра, соответствующая глубине обработки:
Регулировка станка
После установки станка на фундаменте, смазки его механизмов и подключения к электрической сети не требуется никаких дополнительных регулировок. Однако в процессе эксплуатации первоначальная (заводская) регулировка может нарушаться, поэтому может потребоваться дополнительная регулировка некоторых механизмов станка.
Однако в процессе эксплуатации первоначальная (заводская) регулировка может нарушаться, поэтому может потребоваться дополнительная регулировка некоторых механизмов станка.
Предохранительная муфта механизма подач отрегулирована заводом-изготовителем на осевое усилие, предотвращающее поломку механизма подач при обработке отверстий максимального диаметра.
Регулировку направляющих стола произведите винтами на правой боковой стороне направляющих стола, а зажим стола — болтом сухаря, расположенным на правой стороне.
Особенности разборки и сборки станка
Прежде чем приступить к разборке станка, отключите станок от электросети автоматическим вводным выключателем.
При разборке и сборке узлов станка пользуйтесь имеющимися в руководстве чертежами. Конструкция узлов станка проста и поэтому порядок разборки и сборки узлов ясен из сборочных чертежей.
Шпиндель станка
Шпиндель сверлильного станка 2Н118-1
Шпиндель (рис. 7) смонтирован в двух шариковых подшипниках 3 и 6.
7) смонтирован в двух шариковых подшипниках 3 и 6.
Осевое усилие подачи воспринимается упорным подшипником 5. Подшипники расположены в гильзе шпинделя 4, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи круглой шлицевой гайки с контргайкой 1 и 2, расположенной над верхней опорой шпинделя.
Подшипники шпинделя сверлильного станка 2Н118-1
Шпиндель станка 2Н118-1 смонтирован на 3-х подшипниках:
- 7. Нижний подшипник № 7000105 ГОСТ 8338-57 шариковый радиальный однорядный подшипник открытого типа, класс точности А(4), размер 17х40х13,5 мм
- 6. Подшипник № 8205 ГОСТ 6874-54 шариковый упорный, класс точности П(6), 25х47х15
- 4. Верхний подшипник № 7000105 ГОСТ8338-75 шариковый радиальный однорядный подшипник открытого типа, класс точности В(5), 25х47х8
Технические характеристики подшипника № 7000105
Подшипник 7000105 – это шариковый радиальный однорядный подшипник открытого типа, относящийся к особо легкой серии диаметров по диаметру и узкой серии по ширине. Предназначен для восприятия радиальных нагрузок при высокой скорости вращения.
Предназначен для восприятия радиальных нагрузок при высокой скорости вращения.
В России выпускается на двух предприятиях — в Самаре на СПЗ-4 и в Вологде на 23 ГПЗ. Последний завод производит этот подшипник более высокого класса, из хороших материалов, что, конечно, влияет на его стоимость.
Данный подшипник применяется в отечественных троллейбусах (механизм открывания двери), трамвайных вагонах.
Импортный подшипник этого типа имеет номер 16005. В стандартном исполнении они имеют штампованный стальной сепаратор, но могут также поставляться с механически обработанными сепараторами из латуни или полиамида. Для работы в условиях высоких рабочих температур рекомендуется использовать сепараторы из полиамида или стеклонаполненного полиэфирэфиркетона. Импортные подшипники этой серии поставляются как правило закрытого типа и в уходе не нуждаются.
Размеры и характеристики подшипника 7000105 (16005)
- Внутренний диаметр (d): – 25 мм;
- Наружный диаметр (D): – 47 мм;
- Ширина (H): – 8 мм;
- Масса: – 0,08 кг;
- Количество шариков в подшипнике: — 11 мм;
- Диаметр шарика: — 5,556 шт;
- Грузоподъемность динамическая: — 7,6 кН;
- Грузоподъемность статическая: — 4 кН;
- Максимальная номинальная частота вращения: — 17000 об/мин.

Технические характеристики подшипника № 8205
Представляет из себя шариковый упорный однорядный подшипник. Этот тип предназначен для восприятия осевой нагрузки, действующей в одностороннем направлении. Устанавливается в узлы с невысокими скоростями вращения. При монтаже важно помнить, что кольца у упорников разные: то кольцо, которое сажается на вал имеет внутренний диаметр порядка 1-1,5 мм меньший, чем у кольца, идущего в корпус.
Основной изготовитель в советское время — Курский подшипниковый завод. Сейчас тип производится на ГПЗ-2 (Москва), СПЗ-4 (Самара)
Знайте, что больше в нашей стране нет заводов, которые производят эти подшипники — все остальное Китай (подшипники производятся в Китае из низкокачественных материалов и там же маркируются) (разумеется это не относится к дорогим импортным брендам, например KOYO, FAG, SKF, SNR).
Иностранное обозначение упорного подшипника этого типоразмера — 51205.
Устанавливаются на иностранные погрузчики, трактор Т-170 (регулятор дизеля), а также прочие не самые распространенные агрегаты.
Размеры и характеристики подшипника 8205 (51205)
- Внутренний диаметр (d): – 25 мм;
- Наружный диаметр (D): – 47 мм;
- Ширина (H): – 15 мм;
- Масса: – 0,111 кг;
- Количество шариков в подшипнике: — 13 мм;
- Диаметр шарика: — 7,938 шт;
- Грузоподъемность динамическая: — 27,6 кН;
- Грузоподъемность статическая: — 50 кН;
- Максимальная номинальная частота вращения: — 5300 об/мин.
Схема подшипника 8205 (51205)
Фото подшипника 8205 (51205)
Настройка и наладка сверлильного станка 2Н118-1
Наладка станка на обычную работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажиме их на колонне и установке необходимых чисел оборотов и подач шпинделя.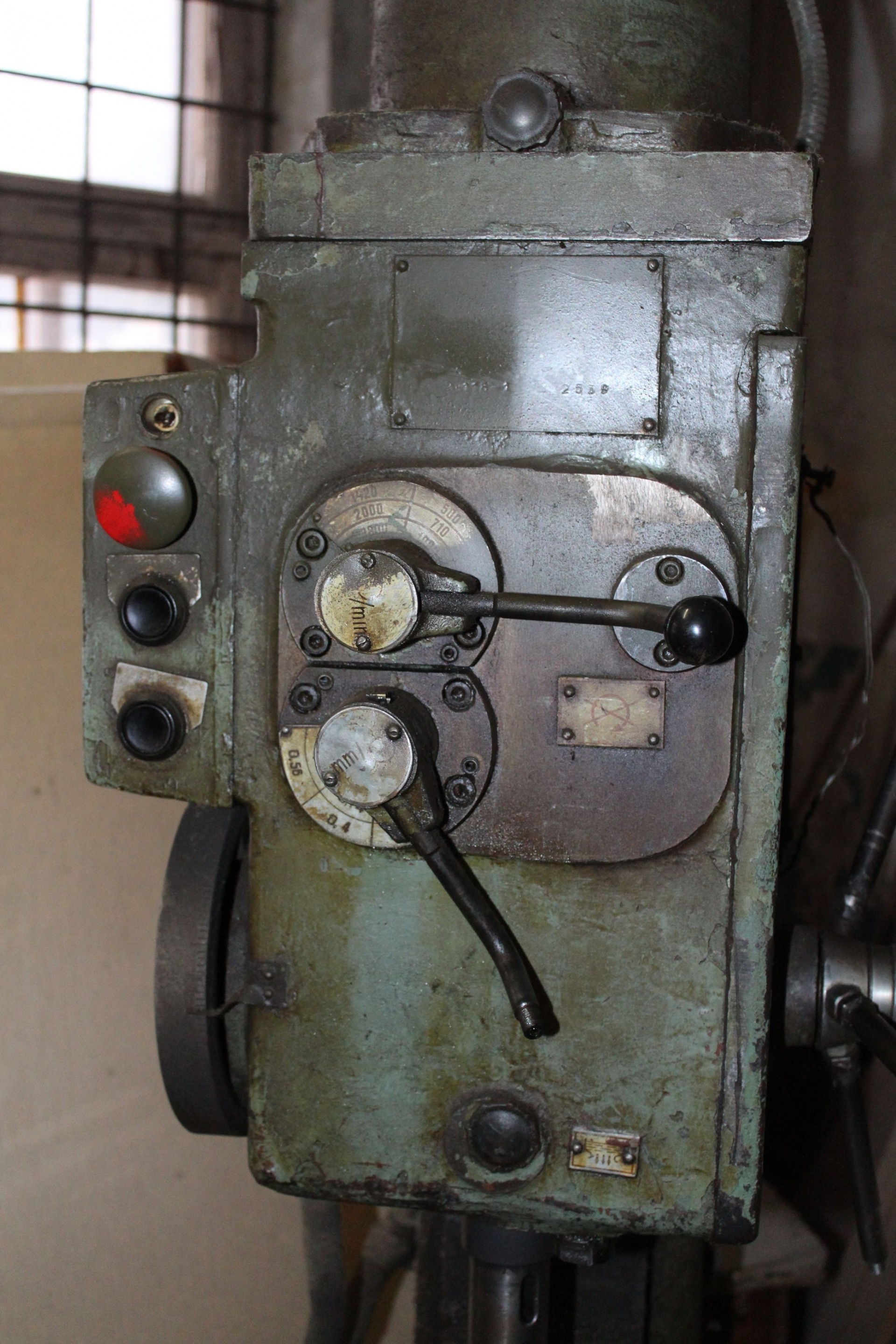
Кроме обычной работы с механической подачей на станке можно работать со следующими циклами:
- с ручной подачей шпинделя;
- с выключением подачи на заданной глубине;
- с автоматическим реверсированием шпинделя на заданной глубине при нарезке резьбы.
Наладка станка на работу с ручной подачей
Для включения ручной подачи колпачок с наладкой, расположенной в центре крестового штурвала, следует нажать от себя до отказа.
Наладка станка на работу с выключением подачи на заданной глубине
Для наладки станка на работу с выключением подачи на заданной глубине необходимо:
- установить инструмент в шпинделе, а деталь — на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом конуса инструмента;
- кулачок с буквой «П» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя и подачи начнется обработка детали; по достижении нужной глубины подача прекращается, но шпиндель будет продолжать вращаться.
Наладка станка на автоматическое нарезание резьбы
Для наладки станка на нарезание резьбы с реверсом шпинделя на определенной глубине необходимо:
- установить патрон с метчиком в шпинделе, деталь на столе станка;
- опустить шпиндель до упора инструмента в деталь;
- лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки;
- кулачок с буквой «Р» закрепить так, чтобы его правый торец совпадал с соответствующей риской на лимбе.
После включения вращения шпинделя метчик вручную вводится в отверстие, через 2—3 оборота надобность в ручной подаче отпадает; после достижения заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия.
Для того чтобы шпиндель снова принял правое вращение, необходимо нажать кнопку управления «Вправо».
Регулировка станка
После установки станка на фундаменте, смазки его механизмов и подключения к электрической сети не требуется никаких дополнительных регулировок. Однако в процессе эксплуатации первоначальная (заводская) регулировка может нарушаться и потребуется дополнительная регулировка некоторых механизмов станка.
- Предохранительная муфта механизма подач должна быть от регулирована на осевое усилие на шпинделе на 10% больше допускаемого. Для регулировки этой муфты необходимо снять крышку на правой стороне сверлильной головки и при помощи гайки на вертикальном валу уменьшить или увеличить натяжение пружины. Регулировку муфты нужно производить по динамометру.
- Регулировка направляющих стола производится винтами на правой боковой стороне поверхности направляющих стола. Зажим стола производится рукояткой, расположенной на правой стороне.
- Регулировка направляющих сверлильной головки производится винтами на правой боковой поверхности направляющих. Зажим сверлильной головки производится рукояткой, расположенной на правой стороне.
 Зажим сверлильной головки производится рукояткой, расположенной на правой стороне.
Зажим сверлильной головки производится рукояткой, расположенной на правой стороне.Читайте также: Заводы производители сверлильных станков в России
2Н118-1 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.
Технические характеристики станка 2Н118-1
| Наименование параметра | 2Н118-1 | 2Н118 | 2Б118 |
|---|---|---|---|
| Основные параметры станка | |||
Наибольший условный диаметр сверления в стали σ = 50. .60 кг*мм2, мм .60 кг*мм2, мм | 18 | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 150..650 | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | ||
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 | 200 |
| Рабочий стол | |||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 480 | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | ||
| Шпиндель | |||
| Наибольшее перемещение шпиндельной головки по колонне, мм | 300 | 100 | |
| Наибольшее осевое перемещение шпинделя (гильзы шпинделя), мм | 150 | 150 | 150 |
| Перемещение шпиндельной головки на один оборот маховичка, мм | 4,4 | ||
| Перемещение шпинделя на одно деление лимба, мм | 1 | ||
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | ||
| Частота вращения шпинделя, об/мин (количество скоростей) | 180. .2800 (9) .2800 (9) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, Н.м | 88 | 88 | 88 |
| Конус шпинделя | Морзе 3АТ8 | Морзе 2 | Морзе 2 |
| Механика станка | |||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, Н | 5600 | 5600 | 5500 |
| Торможение шпинделя | есть | есть | |
| Привод | |||
| Электродвигатель привода главного движения Тип | 4АХ80, В4У3 | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1500) | 1,5 (1420) | 1,7 (2850) |
| Электродвигатель привода подъема стола, кВт (об/мин) | 0,37 (1500) | – | – |
| Электронасос охлаждающей жидкости | 0,12 (3000) | 0,12 (3000) | 0,12 (3000) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 | ПА-22 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 730 х 648 х 1980 | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 600 | 450 | 450 |
- Станок вертикально-сверлильный 2Н118-1. 00.000 РЭ. Руководство, 1985
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
 00.000 РЭ. Руководство, 1985
00.000 РЭ. Руководство, 1985Связанные ссылки. Дополнительная информация
Вертикально-сверлильный станок 2Н118: технические характеристики
Содержание статьи:
Начиная с 1947 года Молодечненский станкостроительный завод специализировался на выпуске обрабатывающего оборудования. В число его моделей входит и сверлильный станок 2Н118 с вертикальным расположением компонентов. Он характеризуется простотой конструкции и минимальными эксплуатационными требованиями.
Он характеризуется простотой конструкции и минимальными эксплуатационными требованиями.
Конструктивные особенности
Внешний вид
Станок состоит из вертикально расположенной станины, в основании которой есть плита из чугуна. Она обеспечивает максимальную устойчивость конструкции. На станину установлен рабочий стол, который упирается регулировочными элементами на плиту-основание.
В верхней части находится блок управления оборудованием, шпиндельная головка, коробка передач и механизм переключения скоростей. В совокупности эти компоненты позволяют выбрать оптимальный режим работы. После установки заготовки на рабочем столе можно выполнять ее сверление, зенкования или нарезание резьбы. В последнем случае понадобится выбрать плашки определенного размера.
Перечень конструктивных особенностей и характеристик вертикально-сверлильного станка 2Н118:
- условный диаметр сверления составляет 18 мм;
- механизм для регулировки уровня рабочего стола. Эта операция осуществляется вручную с помощью рукояти;
- открытое расположение силовой установки. Такая компоновка дает возможность оперативно осуществлять ремонтные или профилактические работы.
 Эта операция осуществляется вручную с помощью рукояти;
Эта операция осуществляется вручную с помощью рукояти;Также в конструкции предусмотрена возможность опускания/поднимания шпинделя. После фиксации рабочего стола с деталью эта функция позволяет оперативно и с большой точностью делать сверление или другие типы операций.
Для освещения рабочего места в конструкции станка 2Н118 есть прибор, расположенный в нижней части позади шпиндельной головки. Он может быть настроен на любое удобное положение в зависимости от геометрии обрабатываемой детали.
Технические параметры станка
Компоненты станка
Размеры станка составляют 87*59*208 см при массе 450 кг. Вертикальное расположение компонентов конструкции является причиной минимальной площади для установки оборудования.
Следующей характеристикой являются расстояния от шпиндельной головки до поверхности рабочего стола. Они могут составлять от 0 до 60 см. При этом максимально допустимый вылет шпинделя до направляющих стоек равен 20 см.
Они могут составлять от 0 до 60 см. При этом максимально допустимый вылет шпинделя до направляющих стоек равен 20 см.
На следующем этапе необходимо рассмотреть технические параметры рабочего стола:
- габаритные размеры – 36*32 см;
- количество Т-образных конструктивных пазов для фиксации детали – 3 шт;
- максимально допустимое вертикальное смещение по оси z равно 35 см;
- при одном повороте рукояти стол изменяет вертикальное положение на 2,4 мм.
Шпиндель предназначен для фиксации режущего инструмента. Этот компонент станка характеризуется количеством оборотов, параметрами изменения положения относительно заготовки и количеством скоростей:
- максимально смещение – 30 см;
- перемещение за один оборот рукояти – 4,4 мм;
- ход гильзы – 15 см;
- параметры изменения частоты вращения, об/мин – от 180 до 2800;
- число скоростей – 9;
- допустимый крутящий момент, кг*см – 880.
В кинематической схеме станка предусмотрено 6 ступеней рабочих подач.
 Также присутствует механизм принудительной остановки шпинделя. Мощность электродвигателя, обеспечивающий главное движение, составляет 1,5 кВт. Дополнительно есть электронасос для подачи охлаждающей жидкости.
Также присутствует механизм принудительной остановки шпинделя. Мощность электродвигателя, обеспечивающий главное движение, составляет 1,5 кВт. Дополнительно есть электронасос для подачи охлаждающей жидкости.В видеоматериале показан пример работы станка:
Станок вертикально-сверлильный 2Н118 | Станочный Мир
Если Вам необходимо купить Станок вертикально-сверлильный 2Н118 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный 2Н118 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
2Н118 сверлильный станок
Станок вертикально-сверлильный 2Н118
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.
Вертикально-сверлильный станок 2Н118
Классификация оборудования
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
- Она определяет группу станков, в зависимости от выполняемой технологической операции. Всего существует девять групп.
- Указывает на тип оборудования, их насчитывается девять.
- Последние цифры показывают основной размер агрегата.
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.

Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.
Внешний вид станка 2Н118 Станок 2Н118 вблизиВ этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
И во время работы придерживаться всех рекомендаций.
Описание станка
Изготовлять вертикально-сверлильный станок модели 2Н118 начал станкостроительный завод в городе Молодечно. В конце пятидесятых годов он был переориентирован на выпуск сверлильных агрегатов. В начале шестидесятых запущено производство базовой модели 2118. Основываясь на ее эксплуатационных данных, конструкторы разработали вертикально-сверлильный станок 2Н118, технические характеристики которого были улучшены, и были учтены все недоработки.
Основу данного механизма составляет колонна, которая своим основанием крепится к фундаменту. На ней установлена коробка скоростей, размещающаяся в верхней части конструкции, а также стол и коробка подач в шпиндельной бабке. К особенностям конструкции можно отнести жесткость, прочность механизмов и скоростной диапазон режущего инструмента. Движение рабочей головки вдоль станины происходит благодаря реечному механизму, управляемому штурвалом.
Деталь устанавливается на стол, в специальные приспособления, и может по нему перемещаться, для совмещения места сверления отверстия с режущим инструментом. Стол может двигаться вдоль станины. Его установка, а также установка шпиндельной бабки зависит от высоты инструмента и детали. Процесс обработки может проходить в ручном и механическом режимах.
Чтобы разобраться, как устроен сверлильный станок 2Н118, открываем паспорт, и находим всю необходимую информацию.
Скачать паспорт (инструкцию по эксплуатации) станка 2Н118
Выделим из него основные технические характеристики:
| Параметр | Значение |
| Габариты, мм | 870х590х2080 |
| Вес, кг | 450 |
| Max диаметр, мм | 18 |
| Стол: | |
| Размеры, мм | 360х320 |
| Перемещение, мм | 350 |
| Шпиндель: | |
| Вращение, об/мин | 180-2800 |
| Перемещение, мм | 300 |
| Конус | Морзе 2 |
| Скорость | 9 |
| Двигатель, Вт | 1500 |
Кроме того, здесь можно найти кинематическую схему, которая приводится ниже, и описание ее особенностей.
Кинематическая схема станка
К ним можно отнести:
- электрореверс, изменяющий направление вращения головки;
- 9-ступенчатая коробка скоростей, расширяющая диапазон вращения режущего инструмента;
- 6-ступенчатая коробка подач, регулирующая вертикальное перемещение;
- реечный механизм, перемещающий шпиндельную бабку;
- винтовая пара, обеспечивающая передвижение стола.
Для долгосрочной работы, необходимо уделить внимание креплению станка 2Н118 к фундаменту. Его с помощью уровня выставляют на клиньях, после чего под основание заливают раствор. Когда он затвердеет, фундаментные болты затягиваются.
Электрическая схема станка 2Н118
Нельзя обойти электрическую часть станка. Главными ее составляющими является:
- двигатель, вращающий шпиндель;
- выпрямитель селеновый;
- автоматика, состоящая в основном из реле и пускателей;
- охлаждающий насос.
Выпрямитель используется для запуска тормозного пускателя, при этом происходит динамическое торможение режущего инструмента.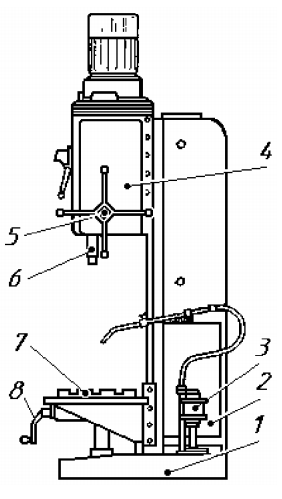 Кроме того, электродвигатель защищен от перегрузки автоматическим выключателем.
Кроме того, электродвигатель защищен от перегрузки автоматическим выключателем.
Во избежание аварий и травматизма обслуживающего персонала, все оборудование качественно заземляется.
Все вышеперечисленные документы на 2Н118, входят в руководство по эксплуатации. Оно дает возможность правильно установить, запустить и эксплуатировать механизм. А в случае поломки, быстро выявить неисправность.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Вертикально-сверлильный станок 2Н118
Коробка скоростей вертикально-сверлильного станка при помощи двух тройных блоков шестерен 1 и 2 передает шпинделю девять различных скоростей.
Механизм коробки скоростей состоит из электродвигателя, расположенного вертикально и зубчатой передачи 5. За счет этой передачи, возможно изменить передаточное отношения, тем самым изменить диапазон частоты вращения шпинделя.
Выходной вал коробки скоростей 8 изготовлен в форме гильзы со шлицевым отверстием, передающим крутящий момент шпинделю станка.
Переключение скоростей осуществляется при помощи рукоятки 10, которая имеет три положения по окружности и три осевых положения. Рукоятка через шестерни 11, 12 и рейку 13 перемещает штанги 14 и 15, которые связанные с вилками 16 и 17.Вилки, в свою очередь, осуществляют переключение подвижных блоков 1 и 2.
Коробка подач вертикально-сверлильного станка состоит из трех валов смонтированных в отдельном литом корпусе 1.
Коробка подач обеспечивает шесть подач при помощи подвижного тройного блока 2 и двойного блока 3. Вращение коробки подач передается от зубчатого колеса, сидящей на гильзе шпинделя на шестерню 4.
Третий вал 5 через зубчатую передачу передает крутящий момент на шариковую муфту и червяк механизма подач. Шариковая муфта предназначена для выключения подачи при достижении необходимой глубины сверления. Она же также выполняет функцию предохранительного устройства при перегрузке по усилию подачи.
Переключение скоростей осуществляется с помощью рукоятки 13, которая имеет два осевых положения и три круговых. Конструкция механизмов переключения подач и скоростей идентична.
Смазка как коробки подач, так и других механизмов, осуществляется от шестеренчатого насоса 12.
Сверлильная головка вертикально-сверлильного станка это чугунный корпус, в который устанавливаются следующие узлы станка:
- Коробка скоростей станка;
- Коробка подач станка;
- Шпиндельная бабка;
- Механизм подач
Основной частью узла сверлильной головки является механизм подач, состоящий из червячной передачи 1, горизонтального вала с реечной шестерней , лимба 3, штурвала 4,кулачковой муфты 5 и храповой муфты 6.
Механизм подач выполняет следующие функции:
- Ручной подвод режущего инструмента к заготовки;
- Включение и выключение рабочей подачи;
- Ручной отвод шпинделя;
- Ручная подача для нарезания резьбы
| Наибольший диаметр сверления,мм | 18 |
| Расстояние от конца шпинделя до стола,мм: | |
| наибольшее | 650 |
| наименьшее | 0 |
| Шпиндель | |
| Конус шпинделя | Морзе 2 |
| Наибольшее осевое перемещение,мм | 150 |
| Вылет шпинделя,мм | 200 |
| Цена деления лимба,мм | 1 |
| Наибольшее перемещение шпиндельной головки,мм | 300 |
| Стол | |
| Наибольшее перемещение стола,мм | 350 |
| Перемещение стола на 1 оборот рукоятки,мм | 2,4 |
| Электродвигатель | |
| Мощность,кВт | 1,5 |
| Число оборотов в минуту | 1420 |
| Габариты станка,мм | |
| длина | 870 |
| ширина | 590 |
| высота | 2080 |
| Вес станка,кг | 450 |
www. metalstanki.com.ua
metalstanki.com.ua
Обзор сверлильного станка 2Н118 : особенности конструкции, характеристики
Начиная с 1947 года Молодечненский станкостроительный завод специализировался на выпуске обрабатывающего оборудования. В число его моделей входит и сверлильный станок 2Н118 с вертикальным расположением компонентов. Он характеризуется простотой конструкции и минимальными эксплуатационными требованиями.
Конструктивные особенности
Станок состоит из вертикально расположенной станины, в основании которой есть плита из чугуна. Она обеспечивает максимальную устойчивость конструкции. На станину установлен рабочий стол, который упирается регулировочными элементами на плиту-основание.
В верхней части находится блок управления оборудованием, шпиндельная головка, коробка передач и механизм переключения скоростей. В совокупности эти компоненты позволяют выбрать оптимальный режим работы. После установки заготовки на рабочем столе можно выполнять ее сверление, зенкования или нарезание резьбы. В последнем случае понадобится выбрать плашки определенного размера.
В последнем случае понадобится выбрать плашки определенного размера.
Перечень конструктивных особенностей и характеристик вертикально-сверлильного станка 2Н118:
- условный диаметр сверления составляет 18 мм;
- механизм для регулировки уровня рабочего стола. Эта операция осуществляется вручную с помощью рукояти;
- открытое расположение силовой установки. Такая компоновка дает возможность оперативно осуществлять ремонтные или профилактические работы.
Также в конструкции предусмотрена возможность опускания/поднимания шпинделя. После фиксации рабочего стола с деталью эта функция позволяет оперативно и с большой точностью делать сверление или другие типы операций.
Для освещения рабочего места в конструкции станка 2Н118 есть прибор, расположенный в нижней части позади шпиндельной головки. Он может быть настроен на любое удобное положение в зависимости от геометрии обрабатываемой детали.
Технические параметры станка
Размеры станка составляют 87*59*208 см при массе 450 кг. Вертикальное расположение компонентов конструкции является причиной минимальной площади для установки оборудования.
Вертикальное расположение компонентов конструкции является причиной минимальной площади для установки оборудования.
Следующей характеристикой являются расстояния от шпиндельной головки до поверхности рабочего стола. Они могут составлять от 0 до 60 см. При этом максимально допустимый вылет шпинделя до направляющих стоек равен 20 см.
На следующем этапе необходимо рассмотреть технические параметры рабочего стола:
- габаритные размеры – 36*32 см;
- количество Т-образных конструктивных пазов для фиксации детали – 3 шт;
- максимально допустимое вертикальное смещение по оси z равно 35 см;
- при одном повороте рукояти стол изменяет вертикальное положение на 2,4 мм.
Шпиндель предназначен для фиксации режущего инструмента. Этот компонент станка характеризуется количеством оборотов, параметрами изменения положения относительно заготовки и количеством скоростей:
- максимально смещение – 30 см;
- перемещение за один оборот рукояти – 4,4 мм;
- ход гильзы – 15 см;
- параметры изменения частоты вращения, об/мин – от 180 до 2800;
- число скоростей – 9;
- допустимый крутящий момент, кг*см – 880.
В кинематической схеме станка предусмотрено 6 ступеней рабочих подач. Также присутствует механизм принудительной остановки шпинделя. Мощность электродвигателя, обеспечивающий главное движение, составляет 1,5 кВт. Дополнительно есть электронасос для подачи охлаждающей жидкости.
В видеоматериале показан пример работы станка:
stanokgid.ru
2Н118 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2н118 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления – 18 мм. Конус Морзе шпинделя 2 ГОСТ 2847-67 Наибольшее осевое перемещение шпинделя – 150 мм. Вылет шпинделя – 200 мм. Расстояние от конца шпинделя до стола наибольшее – 650 мм. наименьшее – 0 мм. Перемещение шпинделя на 1 оборот маховичка рукоятки – 110 мм. Цена деления лимба – 1 мм. Перемещение шпиндельной головки на один оборот маховичка – 4,4 мм. Наибольшее перемещение шпиндельной головки – 300 мм. Наибольшее вертикальное перемещение стола – 350 мм. Перемещение стола на 1 оборот рукоятки – 2,4 мм. Ширина рабочей поверхности стола – 320 мм. Длина рабочей поверхности стола – 320 мм. Число скоростей шпинделя – 9 Величины чисел оборотов шпинделя : 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800. Число подач – 6. Величины подач, об/мин : 0,1; 0,14; 0,20; 0,28; 0,40; 0,56. Наибольшее усилие подачи на шпинделе – 560 кг. Наибольший крутящий момент на шпинделе – 880 кг.см. Мощность – 1,5 кВт. Габариты станка (длина x ширина x высота), мм 870x590x2080 Вес станка, кг 450 Число оборотов в минуту 1420Купить этот станок без посредников:
mashinform.ru
Паспорт 2Н118 (Ø 18 мм) Универсальный вертикально-сверлильный станок (Минск)
Наименование издания: Руководство
Выпуск издания: Молодечненский станкостроительный завод
Год выпуска издания: 1971
Кол-во книг (папок): 1
Кол-во страниц: 80
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство
1. Назначение и область применения станка
Распаковка и транспортировка станка
– Схема транспортировки станка
Фундамент станка, монтаж и установка
– Установочный чертёж
Подготовка станка к первоначальному пуску
2. Паспорт станка
Спецификация узлов станка
– Общий вид станка с обозначением узлов и органов управления
– Габариты рабочего пространства
– Габарит станка в плане и план фундамента
Спецификация органов управления
3. Основные данные
Механизм главного движения
Механизм подач
Сведения о ремонте станка
Изменения в станке
Спецификация зубчатых и червячных колёс, винтов и гаек
4. Описание конструкции станка
– Кинематическая схема станка
Общая компоновка
– Колонна, стол, плита
– Коробка скоростей
– Коробка подач
– Сверлильная головка
– Шпиндель
5. Электрооборудование
– Принципиальная электросхема
Управление станком
Торможение
Работа электросхемы
Защита
Спецификация электрооборудования
6. Смазка станка
– Схема смазки станка
Спецификация к схема смазки станка
Указания по обслуживанию смазочной системы станка
7. Указания по технике безопасности
8. Настройка и наладка станка
Наладка станка на работу с ручной подачей
Наладка станка на работу с выключением подачи на заданной глубине
Наладка станка на автоматическое нарезание резьбы
9. Регулировка станка
10. Гарантия
11. Спецификация подшипников качения
– Схема расположения подшипников
12. Ведомость комплектации
13. Акт приёмки универсального вертикально-сверлильного станка
14. Альбом запасных деталей
Описание станка:
В представленной карточке товара нашего официального сайта мы ведём речь про вертикально сверлильный станок 2н118 паспорт, на который представляет собой на наш взгляд, наиболее полный вариант технического издания. В частности, описываемая нами документация обладает всей действительно нужной информацией, что указана в перечне глав и разделов документа, а так же данное содержание было набрано нами собственноручно в процессе просмотра, а так же изучения в наиболее детальной подаче всех необходимых вариантов. Дело в том, что паспорт сверлильного станка 2н118 со всеми преимуществами обладает и таким важным моментом как наиболее читаемое качество. Действительно, при хорошем сканировании, а документация была нами бережно переведена в электронный формат. Непосредственно паспорт при распечатке будет обладать хорошим и выразительным тестом, что позволит даже в сложных производственных условиях добиться максимальной эффективности изучения документа непосредственно опираясь на те или иные возможности станка. А этот факт действительно будет способствовать наиболее качественному обслуживанию и эксплуатации сверлильного оборудования. Ну, а так как описываемая модель вертикально-сверлильного станка применятся в условиях промышленности весьма широким образом.
То и документация к описываемой единицы оборудования будет безусловно востребованным инструментом для эффективного взаимодействия и работы на станке. Отметим, что сверлильный станок 2н118 паспорт которого комплектен и ожидает запроса к продаже заказчику. Является довольно объёмным изданием, которое подаётся производителем в весьма перспективном формате листов под названием А2. В том случае, если детальным образом рассматривать количество страниц, то их в техническом руководстве будет, по нашим подсчётам не менее восьмидесяти. При этом документ был выпущен в одна тысяча семьдесят первом году, ещё во времена СССР, но тем не менее он актуален и по сей день, спустя несколько десятилетий. Этот факт обусловлен тем, что 2Н118 обладает надёжностью, высокой степенью сопротивляемости к износу, универсальными возможностями как в направлении работы на станке, так и в поставке запчастей, что безусловно не менее важно. К тому же, по своим техническим характеристикам, станок действительно выполняет все нужные операции, что удовлетворят даже современные условия производства. Благодаря вот таким данным, на наш взгляд, описываемая сверлилка получила своё распространение и популярность в том числе и в цехах, связанных с металлообработкой.
К тому же, если рассматривать завод или производство, что выпускало данную станочную единицу, то это известный по тем временам Молодечненский станкостроительный завод. Ведь сам по себе 2н118 паспорт станка, кроме так необходимой для изучения, а так же освоения теории обладает по классической схеме и таким контентом, как довольно развёрнутые, а так же детализированные чертежи назначение которых отображается в моментах связанных непосредственно с практической направленностью работы на станочном оборудовании представленного типа, т.е. связанного с механическими операциями сверления, рассверливания, фрезеровки деталей или заготовок и т.д. При этом, в соответствующем разделе технического документа, можно ознакомиться и с руководством по работе с электрооборудованием станка. Здесь же, подана схема электрическая принципиальная, что позволит изучить и вопросы электрики в более развёрнутой вариации. Иными словами, документация направлена не только на реализацию моментов связанных с механической частью руководства, но и с эклектической, что станет хорошим дополнением в плане наиболее эффективного взаимодействия со станком.
Вертикально сверлильный станок 2н118 паспорт
2Н118 — Станок вертикально-сверлильный
Купить станочный подшипник с доставкой [email protected]
Технические характеристики:
Станки модели 2н118 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления — 18 мм.
Конус Морзе шпинделя 2 ГОСТ 2847-67
Наибольшее осевое перемещение шпинделя — 150 мм.
Вылет шпинделя — 200 мм.
Расстояние от конца шпинделя до стола
наибольшее — 650 мм.
наименьшее — 0 мм.
Перемещение шпинделя на 1 оборот маховичка рукоятки — 110 мм.
Цена деления лимба — 1 мм.
Перемещение шпиндельной головки на один оборот маховичка — 4,4 мм.
Наибольшее перемещение шпиндельной головки — 300 мм.
Наибольшее вертикальное перемещение стола — 350 мм.
Перемещение стола на 1 оборот рукоятки — 2,4 мм.
Ширина рабочей поверхности стола — 320 мм.
Длина рабочей поверхности стола — 320 мм.
Число скоростей шпинделя — 9
Величины чисел оборотов шпинделя : 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800.
Число подач — 6.
Величины подач, об/мин :
0,1; 0,14; 0,20; 0,28; 0,40; 0,56.
Наибольшее усилие подачи на шпинделе — 560 кг.
Наибольший крутящий момент на шпинделе — 880 кг.см.
Мощность — 1,5 кВт.
Габариты станка (длина x ширина x высота), мм 870x590x2080
Вес станка, кг 450
Число оборотов в минуту 1420
Сведения о производителе вертикально-сверлильного станка 2Н118
Производителем вертикально-сверлильного станка 2Н118 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила — 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок 2Н118 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Основные технические характеристики сверлильного настольного станка 2н118
Изготовитель — Молодечненский станкостроительный завод МСЗ.
Основные размеры станка соответствуют — ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту — (9 ступеней) 180..2800 об/мин
- Конец шпинделя — Морзе 6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 670 кг
Модификации сверлильного станка 2Н118
2А118 — универсальный одношпиндельный вертикально-сверлильный станок
2Н118К — координатный вертикально-сверлильный станок
2Н118Ф2 — вертикально-сверлильный станок с ЧПУ
Аналоги сверлильного станка 2Н118
МН18Н — Ø18 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т118 — Ø18 — производитель Гомельский завод станочных узлов, РУП
Габарит рабочего пространства сверлильного станка 2Н118
Габарит рабочего пространства сверлильного станка 2н118
Фото вертикально-сверлильного станка 2Н118
Фото вертикально-сверлильного станка 2н118
Фото вертикально-сверлильного станка 2н118
Фото вертикально-сверлильного станка 2н118. Управление подачей и шпинделем
Общий вид и органы управления сверлильного станка 2Н118
Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- выключатель освещения
- выключатель насоса охлаждения
- вводный автоматический выключатель
- рукоятка управления механизмом подачи
- кнопка включения механической подачи
- рукоятка переключения подач
- кнопочная станция «Вправо», «Влево», «Стоп»
- рукоятка переключения скоростей
- рукоятка зажима сверлильной головки
- болты для регулировки клина сверлильной головки
- рукоятка зажима стола
- болты для регулировки клина стола
- рукоятка подъема стола
- квадрат валика механизма подъема сверлильной головки
- кулачки настройки циклов работы
- отверстие 3/4″ для подключения станка к электросети
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н118
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
Кинематическая схема сверлильного станка 2Н118
Кинематическая схема сверлильного станка 2н118
Кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 38 через передачу 1—2. Движение валу II сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9 — 10, 8 — 11 или 12 — 13 Конечный вал III коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю IV. В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
Рабочая программа шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14 — 15 и коробку подач. Вращение валу VI сообщает одна из трех передач 16 — 17, 18 — 19, 20 — 21 и далее валу VII одна из двух передач 22 — 23 или 21—24. Зубчатая передача 25 — 26 и червячная пара 27 — 28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31—32 и реечную 33—34 пары. Вертикальное перемещение стола производится также вручную поворотом рукояти через коническую 36 — 35 и винтовую 37 пары.
Описание конструкции сверлильного станка 2Н118
Коробка скоростей
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
Сверлильная головка
Сверлильная головка сверлильного станка 2н118
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
В этот период кулачковая муфта 14 поворачивается свободно относительно вала на 20°, поворот ограничивают пазом на муфте и штифтом 12.
На ступице обгонной муфты 16 сидит двусторонний храповой диск 1, связанный с ней собачками 9. При смещении ступицы зубцы диска 1 входят в зацепление с зубцами второго диска 8, прикрепленного к червячному колесу 2.
Таким образом, вращение от червяка передается реечной шестерне и происходит механическая подача. При дальнейшем вращении рукоятки при включенной подаче собачки 9, сидящие в ступице обгонной муфты 16, проскакивают по зубцам внутренней стороны диска 1 и таким образом производится ручное опережение механической подачи.
Для ручного выключения подачи рукоятку поворачивают от себя на 20° относительно горизонтального вала 3, и зуб муфты 14 встает против впадины храпового диска 1.
Ступица под действием осевой силы, возникающей благодаря наклону зубцов дисков 1 и 8, специальной пружины 15 смещается вправо и расцепляет диски — механическая подача прекращается.
Для осуществления ручной подачи с помощью рукоятки необходимо выключить штурвалом механическую подачу, а затем колпачок 11 переместить вдоль оси горизонтального вала вправо. При этом штифт 13 передает крутящий момент непосредственно от кулачковой муфты 14 на вал 3.
На левой стенке сверлильной головки смонтирован лимб 7, который во время подачи шпинделя приводится во вращение через пару шестерен 4 и 6. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой заготовкой и левой рукой с помощью штырьков 5 устанавливают лимб в нулевое положение. Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Шпиндель станка
Шпиндель сверлильного станка 2н118
Шпиндель станка (рис. 7.8) смонтирован в двух шариковых подшипниках 7 и 4. Осевое усилие подачи воспринимается упорным подшипником 6. Подшипники расположены в гильзе шпинделя 5, которая с помощью реечной передачи имеет возможность перемещаться вдоль оси. Подшипники шпинделя регулируются гайкой 3, расположенной над верхней опорой шпинделя.
Смазка подшипников шпинделя производится фитилем из полости гильзы 2. На конец шпинделя свободно посажено кольцо 8, в торец которого входит штифт 9. Для предохранения от выпадения служит специальный колпачок 1.
При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо 8 упрется в корпус головки, а штифт 9, ударяясь о верхний торец инструмента, выбьет его.
Электрооборудование и электрическая схема сверлильного станка 2Н118
Электрическая схема сверлильного станка 2н118
Электрооборудование станка содержит:
- электродвигатель вращения шпинделя 1М;
- электронасос охлаждения 2М;
- аппаратуру пуска и автоматики;
- селеновый выпрямитель СВ;
- местное освещение.
Управление сверлильным станком 2Н118
На станке установлены следующие органы управления:
- кнопки управления — «Влево», «Вправо» и «Стоп»;
- вводный автомат;
- ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп».
Торможение шпинделя станка 2Н118
На станке применена схема динамического торможения с подачей постоянного тока в три фазы обмотки статора через контакты тормозного пускателя Кз от селенового выпрямителя СВ, который питается от понижающего трансформатора ТБС2-01. Одновременно с подачей постоянного тока при торможении закорачивается обмотка статора в двух фазах для лучшей эффективности торможения. Торможение происходит только при, нажатой кнопке ЗКУ или 2ВК.
Работа электросхемы станка 2Н118
Нажатием кнопки 1КУ «Вправо» включается пускатель К1 который самоблокируется блок-контактами 6—7, а контактами 4— 16 включает промежуточное реле РП, которое Своими контактами 4-16 станет на самопитание, а контактами 14—9 подготавливает включение пускателя К2, если по ходу работы на станке предусмотрен реверс вращения шпинделя от нажатия 1ВК.
Нажатием кнопки 2КУ «Влево» включается пускатель К2, который самоблокируется блок-контактами 4—9.
При любом вращении шпинделя вправо, влево, нажимая на кнопку «Стоп», производится торможение, при этом отключается K1 и РП, если было вращение вправо, или К2, если вращение было влево. Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Защита
Электродвигатель от перегрузок и коротких замыканий защищается автоматическим выключателем АСТ-3. Нулевая защита осуществляется катушкой магнитных пускателей.
Станок должен быть заземлен согласно существующим правилам и нормам.
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.
Классификация оборудования
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
- Она определяет группу станков, в зависимости от выполняемой технологической операции. Всего существует девять групп.
- Указывает на тип оборудования, их насчитывается девять.
- Последние цифры показывают основной размер агрегата.
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
Описание станка
Изготовлять вертикально-сверлильный станок модели 2Н118 начал станкостроительный завод в городе Молодечно. В конце пятидесятых годов он был переориентирован на выпуск сверлильных агрегатов. В начале шестидесятых запущено производство базовой модели 2118. Основываясь на ее эксплуатационных данных, конструкторы разработали вертикально-сверлильный станок 2Н118, технические характеристики которого были улучшены, и были учтены все недоработки.
Основу данного механизма составляет колонна, которая своим основанием крепится к фундаменту. На ней установлена коробка скоростей, размещающаяся в верхней части конструкции, а также стол и коробка подач в шпиндельной бабке. К особенностям конструкции можно отнести жесткость, прочность механизмов и скоростной диапазон режущего инструмента. Движение рабочей головки вдоль станины происходит благодаря реечному механизму, управляемому штурвалом.
Деталь устанавливается на стол, в специальные приспособления, и может по нему перемещаться, для совмещения места сверления отверстия с режущим инструментом. Стол может двигаться вдоль станины. Его установка, а также установка шпиндельной бабки зависит от высоты инструмента и детали. Процесс обработки может проходить в ручном и механическом режимах.
Чтобы разобраться, как устроен сверлильный станок 2Н118, открываем паспорт, и находим всю необходимую информацию.
Скачать паспорт (инструкцию по эксплуатации) станка 2Н118
Выделим из него основные технические характеристики:
| Параметр | Значение |
| Габариты, мм | 870х590х2080 |
| Вес, кг | 450 |
| Max диаметр, мм | 18 |
| Стол: | |
| Размеры, мм | 360х320 |
| Перемещение, мм | 350 |
| Шпиндель: | |
| Вращение, об/мин | 180-2800 |
| Перемещение, мм | 300 |
| Конус | Морзе 2 |
| Скорость | 9 |
| Двигатель, Вт | 1500 |
Кроме того, здесь можно найти кинематическую схему, которая приводится ниже, и описание ее особенностей.
Кинематическая схема станка
К ним можно отнести:
- электрореверс, изменяющий направление вращения головки;
- 9-ступенчатая коробка скоростей, расширяющая диапазон вращения режущего инструмента;
- 6-ступенчатая коробка подач, регулирующая вертикальное перемещение;
- реечный механизм, перемещающий шпиндельную бабку;
- винтовая пара, обеспечивающая передвижение стола.
Для долгосрочной работы, необходимо уделить внимание креплению станка 2Н118 к фундаменту. Его с помощью уровня выставляют на клиньях, после чего под основание заливают раствор. Когда он затвердеет, фундаментные болты затягиваются.
Электрическая схема станка 2Н118
Нельзя обойти электрическую часть станка. Главными ее составляющими является:
- двигатель, вращающий шпиндель;
- выпрямитель селеновый;
- автоматика, состоящая в основном из реле и пускателей;
- охлаждающий насос.
Выпрямитель используется для запуска тормозного пускателя, при этом происходит динамическое торможение режущего инструмента. Кроме того, электродвигатель защищен от перегрузки автоматическим выключателем.
Во избежание аварий и травматизма обслуживающего персонала, все оборудование качественно заземляется.
Все вышеперечисленные документы на 2Н118, входят в руководство по эксплуатации. Оно дает возможность правильно установить, запустить и эксплуатировать механизм. А в случае поломки, быстро выявить неисправность.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Вертикально сверлильный станок 2Н118: характеристики и паспорт
Приемы сверления труднообрабатываемых сплавов
К числу труднообрабатываемых сплавов относятся жаропрочные, титановые нержавеющие и т. п. стали. При сверлении их стандартным сверлом образуется сильно деформированная заклинивающаяся в канавках сверла ленточная стружка, вызывающая возникновение больших сил резания. Это влечет за собой увеличение вибраций сверла, вредно сказывающееся на состоянии его режущих кромок, которые быстро затупляются. Поэтому труднообрабатываемые сплавы нужно сверлить с учетом следующих рекомендаций:
- 1. Применять специальные укороченные (по сравнению со стандартными) сверла, длина которых не должна превышать их диаметр более чем в 4—5 раз.
- 2. Не применять сверла, укороченные в результате переточки стандартных сверл. Укорочение стандартного сверла приводит к увеличению длины поперечной режущей кромки вследствие того, что толщина перемычки возрастает по мере приближения к хвостовику.
- 3. При отсутствии специальных укороченных сверл можно на стандартные сверла надевать и закреплять жесткие разрезные втулки с внутренним диаметром, равным диаметру сверла, и наружным, равным 35..60 мм. Втулка должна быть закреплена вплотную к торцу патрона или шпинделя станка. Длина втулки зависит от длины сверла, но желательно, чтобы часть сверла, выступающая из втулки, по длине не превышала диаметр сверла более чем в 5..6 раз.
- 4. Чтобы повысить стойкость сверла, ширину его направляющих ленточек надо уменьшить до 0,2..0,4 мм, задний угол увеличить до 12° и применять двойную заточку.
- 5. Чтобы предотвратить заклинивание стружки, следует на задней поверхности сверла прорезать стружкоделительные канавки (рис. 86), разделяющие стружку по ширине на несколько частей; это улучшает условия отвода ее из отверстия.
- 6. Чтобы при выходе из отверстия стружка не наматывалась на сверло, применяют специальный стружкодробитель, представляющий собой конический колпачок, закрепляемый на сверле. Стружка, упираясь в колпачок, ломается на короткие спирали.
- 7. Сверление вести только с применением смазочно-охлаждающих жидкостей. Для жаропрочных сплавов рекомендуется 50%-ная эмульсия или водный раствор хлористого бария с добавкой 1%-ного нитрата натрия, для титановых сплавов — касторовое и осерненное масла, олеиновая кислота или ее смеси.
Где используется?
Как и знаменитый агрегат 2Н135 модель 2Н125 рассчитана на невысокие объемы производства. Техника идеально подойдет как для установки в небольшом мелкосерийном цеху, так и для работы в бытовых условиях. Сверлильный станок 2н125 имеет условный диаметр сверления 25 миллиметров. С его помощью можно не только сверлить и рассверливать отверстия, но также выполнять ряд других операций.
Читать также: Температура плавления 100 градусов
При этом оператор станка может самостоятельно выбирать частоту оборотов и режим подачи шпинделя, что позволяет оптимально задействовать ресурсы техники для выполнения конкретной задачи. Станок способен работать с самыми разными отверстиями и материалами максимально эффективно, что также стоит отметить как преимущество модели. Оборудование относится к категории размещения 4 в соответствии с ГОСТ 15150-69.
Поскольку возраст этой модели составляет уже не одно десятилетие, было бы дико, если бы столь популярная техника за все время своего существования не подверглась бы ни единой модификации. В этом плане производитель позаботился об удовлетворении самых специфичных потребностей мастера, предложив несколько возможных вариаций сверлильного станка 2н125
Электрооборудование настольно-сверлильного станка 2М112
- Электрооборудование сверлильного станка 2М112 рассчитано на питание от сети переменного трехфазного тока напряжением 380В, 50 Гц.
- В случае необходимости станок 2М112 с электрооборудованием может быть выполнен по особому заказу на напряжение 220В, 50 Гц.
- Пусковая и защитная аппаратура смонтированы в плите настольно-сверлильного станка 2М112.
Защита настольно-сверлильного станка 2М112
- Электрооборудование станка 2М112 защищается от коротких замыкании и перегрузок однополюсным автоматическим выключателем.
- Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей K1 и К2.
Принципиальная электрическая схема настольно-сверлильного станка 2М112
Спецификация покупного электрооборудования
| Обозначение по схеме | Наименование | Кол-во |
| QFI | Выключатель автоматический ВА47-2916А | 1 |
| КМ1, КМ2 | Контактор магнитный КМИ 11210 | 2 |
| М | Электродвигатель: | 1 |
| SB1 | Кнопка КЕ021 красн. | 1 |
| SB2 | Кнопка КЕ011 черн. | 1 |
| SB3 | Кнопка КЕ011 черн. | 1 |
Указания по подключению и обслуживанию электрооборудования сверлильного станка 2М112
- Станок настольно-сверлильный 2М112 должен быть присоединен к общей системе заземления цеха с помощью специального болта, расположенного на плите станка. Заземление станка и эксплуатация его электрооборудования должны производиться в соответствии с требованиями «Правил технической эксплуатации и безопасности обслуживания электроустановок промпредприятий».
- При обслуживании, наладке и ремонте электрооборудования станка 2М112 необходимо руководствоваться установленными правилами техники безопасности при электромонтажных работах. Доступ к контактным частям электрических машин и аппаратов разрешается только после отключения станка от сети автоматическим выключателем.
- Рекомендуется сделать вначале пробный пуск сверлильного станка 2М112 на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
- Для обеспечения длительной и безаварийной работы сверлильного станка 2М112 необходимо регулярно:
- очищать от пыли, электродвигатель, пусковую и защитную аппаратуру,
- очищать от нагара контакты,
- подтягивать по мере необходимости соединения проводов с аппаратурой.
Соблюдение вышеупомянутых правил обеспечит длительную бесперебойную работу сврерлильного станка 2М112 и безопасность обслуживающего персонала
Первоначальный пуск настольно-сверлильного станка 2М112
- Перед первоначальным пуском станка 2М112 должны быть выполнены все указания, изложенные в разделах «Электрооборудование станка» и «Система смазки», относящиеся к первоначальному пуску.
- Затем делается пробный пуск на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. Убедившись в нормальной работе всех механизмов станка, можно приступить к его эксплуатации.
- В первый период после пуска настольно-сверлильного станка 2М112 не рекомендуется работать на максимальных оборотах шпинделя.
Кинематическая схема и конструкция оборудования
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.
Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.
Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.
Схема кинематическая вертикально-сверлильного станка 2Н118
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.
Специфика узлов и органов управления станка
Related Posts via Categories
- Сверлильный станок – о незаменимом оборудовании во всех ракурсах
- Приспособление для сверления отверстий – сверлильный станок станет в разы функциональнее!
- Настольный сверлильный станок и другие виды сверлильного оборудования
- Bosch PBD 40 – высокоточный настольный сверлильный станок
- 2М112 – простой в конструкции настольный сверлильный станок
- 2Р135Ф2 – популярный сверлильный станок с числовым программным управлением
- 2Н125 – универсальный станок вертикального типа
- Сверлильный станок своими руками – все достаточно просто!
- 2М55 – радиально-сверлильный колонный станок с массой конструктивных достоинств
- 2А135 – сверлильный станок для мелкосерийного производства
Область применения сверлильных станков
Оборудование данного типа может применяться для выполнения следующих работ:
- Сверление сквозных или сплошных отверстий в материале любой толщины (зависит от технических возможностей станка).
- Финишная обработка отверстий, полученных методом штамповки или при помощи других технологических процессов.
- Нарезка внутренней резьбы.
Кроме того, некоторые модели вертикально сверлильных станков могут применяться для вырезки дисков из металлических заготовок различной толщины. И это далеко не полный перечень возможностей станка такого типа.
При соответствующей комплектации и опыте работы исполнителя существует возможность выполнения множества других технологических операций. Оборудование данного типа может применяться, как для штучного изготовления различных деталей или изделий, так и для серийного производства (в этом случае предпочтительны станки с современными системами управления (ЧПУ)).
Типы вертикально сверлильных станков
Все существующие модели сверлильных станков можно условно разделить на несколько основных групп (сразу стоит заметить, речь не идет о современных многофункциональных металлообрабатывающих центрах).
Настольные сверлильные станки, которые могут эксплуатироваться даже в бытовых условиях. Такие устройства имеют небольшую мощность, максимальный диаметр просверливаемого отверстия обычно не превышает 16-18 мм, чего, впрочем, вполне достаточно для решения большинства задач.
Вертикальный сверлильный станок такого типа может применяться для выполнения следующих работ — сверление, зенкерование, нарезка резьбы. Преимуществами таких станков является сравнительно небольшой вес, возможность установки на обычном верстаке, минимальное энергопотребление. Обычно настольное оборудование оснащено одним шпинделем.
Стационарные вертикальные одношпиндельные станки относятся уже к профессиональному станочному оборудованию. Они позволяют выполнять тот же перечень работ, но уже на более толстых материалах, при этом мощность установок обеспечила увеличение максимально возможного диаметра просверливаемых отверстий.
Редукторные сверлильные станки позволяют менять количество оборотов сверла. Работа с различными материалами требует разной частоты вращения рабочего органа, особенно часто такая необходимость возникает при выполнении работ с жесткими требованиями по качеству и соответствию геометрических параметров сверления. Существуют модели установок, в которых скорость регулируется ступенчато, но на более современных модификациях изменение частоты осуществляется плавно при помощи электронных блоков управления.
Станки для глубокого сверления отличаются повышенной мощностью, сфера их применения в основном ограничена промышленным применением. В быту такой станок не используется в связи с высоким энергопотреблением и значительной стоимостью.
Вертикально сверлильный станок с ЧПУ, позволяющий добиться высокой точности обработки металла. Такая система управления может устанавливаться на все виды станочного оборудования для сверления.
Основные характеристики вертикально сверлильных станков
К основным техническим характеристикам сверлильных станков относят следующие параметры, на которые необходимо обращать внимание при выборе определенной модели:
- Максимальный диаметр просверливаемого отверстия.
- Диаметр шпинделя.
- Вылет и максимальное расстояние от поверхности рабочего стола до торца шпинделя.
- Габаритные размеры рабочего стола.
- Частота вращения шпинделя.
Именно от этих параметров, в конечном итоге, зависят рабочие характеристики и, соответственно, цена вертикально-сверлильного станка. При этом стоимость существенно возрастет, если на оборудование будет установлена система управления ЧПУ.
Элементы управления оборудованием
Существует ряд элементов агрегата:
- Автоматический выключатель питания.
- Тумблер освещения рабочей поверхности.
- Включатель насоса подачи жидкости в систему охлаждения.
- Рукоятка для регулировки подач.
- Кнопка для активации подачи.
- Регулятор выбора скоростей подачи.
- Блок управления и направления движения шпинделя.
- Регулятор частоты вращения головки сверления.
- Болты – фиксаторы клина рабочей головки.
- Рукоятка для фиксации зажима рабочего стола.
- Плата электрических контактов и питания сети.
- Для обеспечения вспомогательного управления используется ряд кнопок, пусковой автомат, ручной пускатель.
2 Технические характеристики
Хорошие технические характеристики данного агрегата делают его вполне приемлемым вариантом недорогого вертикально-сверлильного станка даже в условиях сегодняшнего дня.
Основными характеристиками любых вертикально-сверлильных станков, от которых непосредственно зависит их функциональность, являются максимальный диаметр сверления, ход шпинделя, количество оборотов в минуту, максимальное расстояние между шпинделем и рабочей поверхностью, и размеры последней.
Давайте посмотрим паспорт 2Н135 и разберемся, чем в этом плане примечателен данный вертикально-сверлильный станок.
Коробка скоростей вертикально сверлильного станка 2Н135
Данный сверлильный агрегат, как свидетельствует паспорт, способен просверливать в стали, соответствующей стандарту ГОСТ 1050-74, отверстия до 35 миллиметров.
При этом вылет шпинделя составляет 30 см, а максимально возможный подъем над рабочей поверхностью – 250 см, что позволяет обрабатывать заготовки, обладающие большими размерами.
Остальные характеристики шпинделя следующие:
- расстояние от верхней точки шпинделя до рабочего стола: от 30 до 750 мм;
- расстояние от верхней точки шпинделя до опорной плиты: от 700 до 1120 мм;
- за один полный поворот управляющего колеса шпиндель перемещается на 122,46 мм;
- диапазон рабочих оборотов шпинделя, как свидетельствует паспорт, составляет от 31,5 до 1400 об/мин;
- количество доступных регулировок скорости шпинделя – 12 шт.
Массо-габаритные характеристики самого вертикально-сверлильного станка 2Н135:
- высота агрегата при максимальном подъеме шпинделя – 253,5 см;
- ширина агрегата – 83,5 см;
- длина агрегата – 103 см;
- масса станка – 1200 килограмм;
- размеры поверхности рабочего стола – 45×50 см;
- максимальный ход регулировки стола по вертикальной оси – 30 см.
Технические характеристики силового агрегата станка 2Н135:
- станок оборудован электромотором 4А1001.4 мощностью 4 кВт;
- для работы мотора требуется подключение к трехфазной электросети 380/220 Вольт;
- в системе жидкостного охлаждения установлен электронасос типа Х14-22М, мощностью в 0,12 кВ, который способен перекачивать 22 литра охлаждающей жидкости в минуту.
Касаемо поверхности рабочего стола: на ней установлены три пазовые крепления Т-образной формы для дополнительного оборудования согласно ГОСТ 1574.
Электронная схема станка 2Н135
2.1 Сильные и слабые стороны станка
К неоспоримым преимуществам данного агрегата можно отнести выносливость, долговечность и простой ремонт.
Безусловно, 2Н135 уступает качественным вертикально-сверлильным станкам от хороших производителей по многим параметрам, это и удобство работы, так как эргономичность новых агрегатов намного лучше, и точность сверления, и скорость выполнения операций.
Однако если вы выбираете сверлильный станок для гаражного использования либо небольшого производства с оглядкой та три фактора: функциональность, надежность и минимальная стоимость, то за сопоставимые деньги, вряд ли можно найти вариант лучше, чем 2Н135.
Данный станок, как и все оборудование, сошедшее с конвейеров Стерлитамакского завода, собран на совесть.
И есть все основание полагать, что при должном уходе он качественно проработает ещё не один год.
Отсутствие каких-либо пластиковых деталей, к использованию которых в целях удешевление конструкции прибегают нынешние производители, гарантирует то, что ремонт станка можно будет осуществить при любой поломке.
Более того, схема конструкции, кинематическая схема и электросхема станка в свободном доступе представлена в интернете, и в случае необходимости вы сможете изготовить необходимую деталь собственноручно.
Паспорт вертикально-сверлильного станка 2Н150.
Данное руководство по эксплуатации “Вертикально-сверлильный станок 2Н150” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н150.
Содержание данной документации:
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Порядок транспортирования и установки станка
- Указания мер безопастности
- Состав станка
- Устройство и работа станка и его составных частей
- Пневмосистема
- Система смазки
- Порядок установки станка
- Порядок работы станка
- Возможные неисправности и методы их устранения
- Особенности разборки и сборки станка при ремонте
- Указания по эксплуатации
- Свидетельство о консервации
- Свидетельство об упаковке
Темы по 2Н118, 2Н125Л, 2056. Чертежи. — Сверлильные станки
Паспорт
https://www.chipmaker.ru/files/file/69/ — 2Н118 — Универсальный вертикально-сверлильный станок, Молодечно, 1971г.
https://www.chipmaker.ru/files/file/6314/ — отрывок паспорта 2Н118-1
Темы о 2Н118
https://www.chipmaker.ru/topic/107698/ — Кулачки на лимб 2Н118 31.03.2013
https://www.chipmaker.ru/topic/84295/ — Сверлушка 2Н118 , под нарезку резьбы 23.04.2012
https://www.chipmaker.ru/topic/65571/ — Восстановление 2Н118-1 12.07.2011
https://www.chipmaker.ru/topic/77488/ — Модернизация коробки подач 2Н118-1 21.01.2012
https://www.chipmaker.ru/topic/75252/ — 2н118 — возможно большее? 19.11.2011
https://www.chipmaker.ru/topic/56587/ — 2Н118: ремонт и восстановление 17.02.2011
https://www.chipmaker.ru/topic/57877/ — Подскажите схему привода 2Н118 06.03.2011
Темы, в которых упоминается 2Н118
https://www.chipmaker.ru/topic/115003/ — Резьбонарезной автомат 2056 — восстановление. Нужны советы ! 04.08.2013
https://www.chipmaker.ru/topic/110686/ — Коробка подач 2Н125Л. Сообщение №4. 16.05.2013
https://www.chipmaker.ru/topic/109335/ — Спас 2Н125, теперь починяю. Есть вопросы. Сообщение №57. 23.04.2013
https://www.chipmaker.ru/topic/102341/ — Ремонт двух 2Н125Л. Сообщение №18. 26.01.2013
https://www.chipmaker.ru/topic/105194/ — А были ли в СССР сверлильные станки больше 2М112, но меньше 2Н125? 27/02/2013
https://www.chipmaker.ru/topic/101200 — Сверлильный 2Б118. 13.01.2013
https://www.chipmaker.ru/topic/98256 — Понижение оборотов на 2М112. 01.12.2012
https://www.chipmaker.ru/topic/94063 — М112й второй-второй. 05.10.2012
https://www.chipmaker.ru/topic/49754/ — Сверлильный 2Н125. Сообщение №46. 01.12.2010
https://www.chipmaker.ru/topic/84596/ — Что выбрать 2Н125 или 2Г125. 27.04.2012
https://www.chipmaker.ru/topic/26777/ — Владельцы станка 2118А, отзовитесь! 08.12.2009
https://www.chipmaker.ru/topic/22158/ — Мне подарили сверлилку. 12.09.2009
www.chipmaker.ru
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе
Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель
Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125А
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125С
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125Н
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125К
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.
Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2
Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
| Предназначен для сверления, высверливания, зенковки, развёртывания, нарезания резьбы; применяется в условиях штучного и серийного производства
Изготовитель: СССР, Стерлитамакский станкостроительный завод |
Основные типы сверлильных станков
Основные типы сверлильных станковാ 㰊 敭 慴 渠 浡 㵥 䜢 剏 • 潣 瑮 湥 㵴 䴢 ⁌⸶〰㈮ ㄷ ⸵〴∰ 㸠 洼 瑥 慮 敭 ∽牐 杯 摉 • 潣 瑮 湥 㵴 䘢 潲 瑮 䔮 楤 潴 潄 畣 敭 䈼 十 䙅 乏 ⁔ 慦 散 敖 湡 ⱡ 䄠 楲 癬 捩 ≡ാ 㰊 栯 慥 㹤 䈼 䑏 㹙 搼 癩 愠 楬 ∽ 散 牥 㸢 † 挼 湥 整 㹲 † 琼 扡 敬 戠 牯 敤 㵲 〢 • 散 汬 慰 摤 湩 㵧 㜢 㸢 †† 琼 㹲 †† 琼㹤 †††† 瀼 愠 楬 湧 ∽ 散 瑮 匼 ⁎ 摩 吽 䑂 睯 癥 汥 楄 ぶ ാ ††† 㰠 慮 敭 潔 ≰ 㰾 愯 㰾 匯 䅐 牴 湯 㹧 猼 慰㹮 慂 楳 祔 数 景 䐠 湩 档 湩 獥 ⼼ 灳 湡 㰾 㰾 牢 †† ☠ 扮 灳 㰻 㹮 ⼼ 瑳 潲 杮 㰾 瀯 琯 㹤 †† ⼼ 牴ാ 㰠 琯 扡 敬 ാ 㰠 振 湥 整 㹲 楤 㹶 琼 扡 敬 戠 敤 㵲 〢 㸢 † 琼 㹲 †† 琼 㹤 䐠 楲 汬 湩 慭 档 漠 牤 汩 牰 獥敳 牡 湯 景 琠 敨 洠 浭 湯 ††† 慭 档 湩 椠 桴 湩 桳 灯 ⁁ 牤 汩 獩 愠 洠 捡 楨 敮琠 慨 瑴 牵 獮 愠 摮 ††† 摡 慶 据 獥 愠 爠 瑯 牡 ⁹ 潴 瑮 潷 歲 楰 吠 敨 汬 瀠 敲 獳 椠 瀠 楲 慭 楲 祬 † †† 潦 牤 汩 楬 杮 栠 汯 畢 ⁴ 湥 甠 敳 楷 桴 琠 潲 数 潴 汯 湩 Ⱨ 椠 敢 甠 敳 †† 映 愠 渠 浵 敢 景 洠捡 楨 楮 杮 漠 数 慲 湯 吠 獯 ⁴ 潣 浭 湯 洠 捡 杮 漠 数 慲 楴 湯 ൳ †† 瀠 牥 潦 浲 摥 漠 牤 汩 獥 牡 楬敲 浡 湩 Ⱨ 琠 灡 楰 杮 潣 整 湩 Ⱨ ††† 潣 湵 整 楫 杮 湡 灳 慦 †† 㰠 㹰 桔 牥 牡 搠 晩 敦敲 瑮 琠 灹 獥 漠 潣 牵 瑡 獮 漠 牤 汩 楬 杮 洠 敮 ⱳ ††† 畢 ⁴ 潭 汬 湩 慭 档 湩 獥 慦 汬 椠 瑮 潦 牵 戠 潲 摡 挠 瑡 来 牯 㩳 杩 瑨 ††† 敳 獮 瑩 癩 甠 牰 杩 瑨 慲 污 捥 慩 異 獯 ††† 戼ാ †† 㰠 㹰 猼 慰 瑳 汹 㵥 䈢 乕 ⵄ 佃 佌 㩒 ⌠ 〰 㸢 猼 慰 㹮 偕 䥒 䡇 †† 匠 久 䥓 䥔 䕖 䐠 䥒 倠 䕒 卓 ⼼ 灳 㰾 猯慰 㹮 ⼼ 㹰 ††† 琼 扡 敬 戠 牯 敤 㵲 〢 㸢 †††† 吼 佂 ††† 㰠 †††† ††††† 㰠 ⁰ 㵮 挢湥 整 ≲ 㰾 㹢 䤼 䝍 栠 楥 桧 牳 㵣 產 獰 湥 獳 摩 桴 牯 敤 †††††† 猼 慰 慰 楆 畧 敲 ⼼湡 ‾ 灕 楲 桧 ⁴ 敳 獮 瑩 ††††† 瀠 敲 獳 ⼼ ⼼ 摴 ാ †††† 摴 獮 癩 牤 汩 牰 獥 䘨 杩 牵 ⤱ †††††† 獩 愠 氠 杩 瑨 搭 瑵 ⁹ 祴 数 汩 楬 杮 洠 捡 楨 敮 琠 污 祬 椠 据 牯 潰 整 ൳ † †††† 愠 戠汥 ⁴ 牤 癩 灳 湩 敨 摡 洠 捡 楨 敮 椠 敧 ⁹ 獵 摥 映 牯 ††††† 潭 慲 整 琭 ⵯ 楬 ⁴ 畤 祴 吠 敨 甠 牰 杩 瑨 猠 湥 楳 楴 汬 瀠 敲 獳 朠 瑥 †††††† 畤 映 捡 ⁴ 瑡 琠 捡 楨 敮 湡 漠汮 ⁹ 敢 栠 湡 敦 䠠 湩 †††† 琠 敨 琠 潯 潴 琠 敨 汬 睯 桴 灯 牯 琠 昢 敥 ≬ †††††† 桴 畣 瑴 湩 捡 楴 湯 潴 汯 桔 敳 獮 牤 汩 牰 獥 獩 †††††† 慭 畮 慦 瑣 牵 摥 椠 汦 潯 瑳 汹 牯 愠 戠 祴 敬 㰮 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 戯 ാ †† 㰠 牴 ††† 㰠 㰾 㹢 猼 䈢䍁 䝋 佒 乕 ⵄ 佃 ⌠ 慰 㹮 偕 䥒 ൔ †††† 䐠 䥒 䱌 倠 䕒 ⼼ 灳 慰 㹮 ⼼ 㹢 ††††† 瀼 ‾ † 桔 灵 楲 桧 ⁴ 牤 汩 牰 獥 䘨 ⤲ 椠 敨 癡 ⁹ 畤 ††††† 祴 漠 汩 捡 楨 敮 渠 牯 慭 潣 灲 牯瑡 湩 敧 牡 摥 楲 敶 楰 ††††† 敨 摡 桔 獩 景 搠 楲 汬 慭 獩 甠 敳 湯 氠 †† ††† † † 潨 敬 瀭 潲 畤 楣 杮 数 慲 楴 桴 瑡 渦 獢 㭰 祴 汬 ♹ 扮 灳 椻 癮 汯 敶 牡 敧 牯 栠 慥 牥 獴 桔 灵 ⁴汩 牰 獥 ൳ †††† 愠 汬 睯 灯 牥 瑡 牯 琠 慨 敥 牯 瀠 睯 牥 映 敥 潴 汯 椠 瑮 † †† 眠 牯 敩散 桔 潰 敷 敦 摥 洠 捥 楮 愠 瑵 浯 瑡 捩 污 祬 湡 散 桴 潴 汯 椠 †††† 琠 眠 火 敩 散 潓 敭 獥漠 灵 楲 桧 ⁴ 牤 汩 牰 敳 污 潳 ††††† 慭 畮 瑣 牵 摥 眠 畡 潴 慴 汢 ⵥ 慲 獩 湩 湡 獩 獭 㰮 瀯ാ †††† 㰠 㹢 ††††† 瀼 ☾ 扮 㰻 瀯 㰾 戯 㰾 㹤 ††††† 琼 †††††† 瀼 ∽ 散 瑮 牥 㸢 䤼 䝍栠 楥 桧 㵴 㤲 ‰ 牳 㵣 牰 樮 杰 • 楷 瑤 㵨 㐱 ‸ 摲 㰾 㹢 猼 慰 㹮 戼 †††††† 楆 畧 敲 ㈠ 灳 湡 ‾ 灕 ⁴ 牤汩 牰 獥 㱳 戯 㰾 瀯 㰾 琯 㹤 †††† ⼼ ാ †† 㰠 琯 扡 †† 㰠 㹢 ††† 琼 扡 敤 㵲 〢 †††† 琼 㹲 ††††† 琼 㹤 戼 㰾 灳 湡 猠 祴 ∽ 䅂 䭃 則 問 䑎 䌭 䱏 剏 ›昣 晦 て ∰ 㰾 灳 刾 䑁 䅉 ††††† 䄠 䵒 䐠 䥒 䱌 卓 㰠猯 慰 㹮 ⼼ 灳 湡 㰾 戯 ാ ††††† 㰠 㹰 †† 吠 爠 摡 慩 牤 汩 牰 獥 䘨 † †††††† 獩 琠 敨 栠 汯 牰 摯 捵 湩 潷 歲 栠 漠 桴 档 湩 桳 灯 桔 ♥ 扮 敲 獳 椠 ൳ ††††† 挠 浯 汮 敲 敦 敲 潴 慲 楤污 搠 楲 汬 瀠 敲 獳 浲 搠 楲 汬 †††††† 污 潬 獷 琠 敨 漠 潴 瀠 獯 潩 灳 湩 楤 敲 瑣 祬 漠 敶 ൲ ††††† 琠 敨 眠 牯 火 敩 散 爠 瑡 敨 湡 潷歲 楰 捥 潴 琠 敨 琠 潯 吠 獥 杩 ൮ ††††† 漠 桴 搠 楲 汬 獥 椠 ⁴ 牧 ⁴ 敤 污 ൦ ††† †† 瘠 牥 慳 楴 楬 祴 獥 数 楣 祬 慰 瑲 潴 慬 瀠 獯 瑩 潩 ††††††† 牤 汩 漠 晦瀠 睯 牥 映 敥 湯 敨 猠 獡 眠 汥 獡 愠 慭 楴 敭 档 湡 獩 ൭ †††† 琠 慲 獩 牯 氠 牥 琠 敨 慩 牡 吠 敨 眠 敨 Ɽ 眠 档 椠 潬 慣 整 ††††† 漠 桴 污 潳 戠 牴 敳 湯 桴 牡 Ɑ 朠 癩 湩 ൧ ††††† 琠 敨 洠 捡 楨 敮 愠 摤 摥 攠 甠 敳 愠 敷 愠 汩 瑩 删 摡 ൭ †††††搠 楲 汬 瀠 敲 獳 獥 挠 湡 煥 灰 摥 眠 瑩 牴 湵 牯 琠 杮 ⸾ †††††† ⼼ 㹢 㹢 獩 朠敨 漠 数 慲 潴 桴 扡 瑩 ഠ ††††† 搠 楲 汬 椠 敳 瑣 湩 牯 愠 杮 汵 牡 湯 敳 畴 㹰 †††† ഠ ††††††† 㰠 琯 㹤 ††††† 琼 㹤 ††††† 楬 湧 牥 㸢 䤼 䝍 栠 楥 桧 ′ 牳 㵣 爢 慩 灪≧ 眠 摩 桴 ㌽㈰ 戠 牯 敤 㵲 戼 †††††† 戼 㰾 灳 湡 牵 㰳 猯 慰 㹮 渦 獢 慩 牡 汩 獥 㱳㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 牨 ാ †† 㰠 㹰 猼 慰 瑳 汹 㵥 䈢 䍁 乕 ⵄ 佃 佌 㩒 晦 〰 㸢 猼 慰 㹮偓 䍅 䅉 ൌ †† 倠 剕 佐 䕓 䐠 䥒 䕎 㱓 猯 慰 㹮 灳 㰾 瀯 ാ †† 㰠 戯 ാ †† 㰠 㹰 桔 牥 牡 畮 牥 漠 祴 数 景 猠 数 楣 污 瀠 牵 潰 敳 搠 楲 慭 档 湩 獥 桔 †† 瀠 牵 潰 敳 景 琠 敨 敳 琠 獥 漠 汩 楬 杮 捡 慶 祲 灓捥 慩 異 灲 獯 牤 汩 杮 ††† 慭 档 湩 獥 椠 据 捡 楨 敮 慣 慰 汢 楲 汬 湩 〲 栠 汯 獥 湯 散 漠 †搠 楲 汬 湩 潨 敬 獡 汬 愠 漠 湡 椠 据 ⼼ ††† 戼 ാ †† 㰠 㹰 猼 汹 㵥 䈢 䍁 䝋 佒 佌 㩒 ⌠晦 晦 〰 㸢 猼 慰 㹮 慇 杮 ††† 牄 汩 楬 杮 䴠 捡 楨 敮 㱳 㹮 ⼼ 灳 湡 㰾 㰾 倯 †† 㰠 慴 汢 潢 † ∽∰ാ † 牴 ാ †††† 㰠 摴 ാ ††††† 㰠 ⁰ 污 杩 湥 整 ≲ 㰾 䵉⁇ 敨 ㌽〳 猠 捲 ∽ 杮 樮 • 楷 瑤 㵨 㘲 ″ 潢 摲 牥 〽 牢 ാ †† ††† 㰠 㹢 猼 慰 㹮 楆 畧 敲 湡 ‾ 慇 杮 搠 楲 汬 獳 ⼼ 㹢 ⼼ 㹰 ⼼ †††† 㰠 摴 吾 敨 朠 湡 瑳 汹 汩 楬 杮 洠捡 楨 敮 ⠠ 楆 畧 敲 湡 牤 牰 獥 慨 ††††† 猠 癥 牥 污 眠 牯 敨 摡 楳 楴 湯 摥 敶 杮 敬 琠 扡 敬桔 獩 琠 灹 景 †††††† 牤 汩 牰 獥 獩 甠 湥 猠 捵 散 獳 癩 灯 牥 愠 敲 琠 敢 湯 䘠 牯 †† ††† 湩 瑳 湡 散 桴 楦 獲 ⁴ 敨 洠 祡 戠 獵 摥琠 灳 瑯 搠 楲 汬 桔 慥 †††† 洠 祡 戠 摥 琠 慴 ⁰ 琠 楨 摲 栠 慥 敢 甠 敳 Ɽ 愠 潬杮 眠 瑩 ൡ ††††† 琠 灡 楰 杮 栠 Ɽ 琠 慴 ⁰ 桴 潨 牵 桴 栠 慭 潴 †††††† 档 浡敦 ⼼ 摴 ാ ††† 㰠 琯 㹲 ††† ⼼ 慴 汢 㹥 ††† 戼 ാ †† 㰠 㹰 猼 慰 瑳 汹 䝋 佒 乕 ⵄ 佃 㩒 晦 〰 㸢 慰㹮 畍 瑬 灩 敬 ††† 灓 湩 汤 楬 杮 䴠 捡 楨 敮 㰾 猯 慰 㹮 ⼼ ††† 琼 扡 敬 戠 牯 敤 㵲 † †† †† 琼 㹲 ††††† 琼 㹤 桔 畭 瑬 灩 摮 敬 搠 楲 汬 湩 獩 挠 浯 潭 汮 ⁹ 愠 ൡ ††††† 楴湩 汤 牤 汩 牰 吠 楨 捥 慩 異 灲 獯 牰 祮 †††††† 灳 汤 獥 挠 瑣 摥 琠 湯 慭 湩 眠 牯 敨 摡 ⠠ 楆 †††††† 瀼 䄾 汬 漠 桴 灳 湩 汤 獥 愠 敲 映 摥 ♥ 扮 灳 †††††††潷 歲 楰 捥 瑡 琠 猠 楴 桔 獩 琠 灹 景 搠 慭 獩 ഠ ††††† 攠 灳 捥 慩 汬 ⁹ 獵 晥 敨 潹 ⁵慨 敶 愠 氠 牡 敧 渠 浵 敢 景 獴 眠 瑩 慭 祮 ††††† 栠 汯 獥 氠 捯 瑡 挠 潬 瑥 敨 ††††† ഠ †† †††††††† ഠ ††††††††††† ⼼ ാ †††† ††††† 污 㵮 ≲⁇ 敨 杩 瑨㌽ 㤲 猠 捲 ∽ 汭 楴 灤 摮 灪 戠 牯 㵲 ††††† 戼 㰾 灳 牵 㰵 猯 慰 㹮 楴 灳 牤 汩 牰 獥 㱳 戯 㰾 瀯 琯 †††† ⼼ 牴 ാ †† 㰠 琯 敬 ാ †† 㰠 戯 ാ †† 㰠 㹰 㰾 灳 湡 猠 祴 敬 ∽ 則 問 䑎 䌭䱏 剏 ›昣 晦 て ∰ 㰾 灳 湡 䴾 䐭 楲 汬 ††† 牐 獥 㱳 猯 㹮 ⼼ 灳 湡 㰾 †† 㰠 慴 汢 潢 †† 㰠ാ †††† 㰠 摴 ‾ † 桔 業 牣 汩 牰 獥 獩 愠 浥 汥 ⁹ 捡 畣 整 †††† 栠 杩 灳 湩 汤 灳 牤 汩 牰 獥 吠 敨 洠 捩 潲 搠 楲 敲 獳 椠 祴 楰 慣 ††††† 瘠 ⁹ 污 牵 ⤶ 愠 摮 挠 灡 扡 漠慨 摮 楬 杮 瘠 牥 ⁹ 浳 污 ൬ ††††† 瀠 牡 獴 慍 祮 洠 捩 潲 汬 瀠 敲 獳 獥 愠 敲 洠 湡 敲 戠 灯 †† ††† 潭 敤 獬 ☮ 扮 灳 吻 敨 ⁹ 灰 摥 眠 瑩 档 灡 扡 敬 漠 潨 摬 湩 慭 汬 †††††† 牤 汩 楬琠 潯 獬 㰮 琯 㹤 ††††† 琼 㹤 †††††† 瀼 愠 楬 ∽ 散 牥 㸢 戼 㰾⁇ 敨 杩 業 牣 ≧ 眠 摩ㄽ 㐸 戠 牯 敤 㵲 戼 㹲 †††††† 猼 慰 㹮 楆 畧 敲 㘠 ⼼ 牣 牤 汩 戯 㰾 瀯 㰾 †† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 ††† 瀼 㰾 灳 湡 㰾 灳 湡 猠 祴 敬 ∽䅂 䭃 則 問 䑎 䌭 䱏 剏 ›昣 晦 て ∰ 吾 牵 敲 ൴ †† 吠 灹 䴠 捡 楨 敮 ⼼ 灳 猯 慰 㹮 ⼼ 㹢 † † 扡 敬 戠 牯敤 㵲 〢 㸢 †††† 琼 㹲 ††††† 琼 㹤 吠 牵 敲 ⁴ 牤 汩 杮 洠 捡 楨 敮 摥 眠 瑩 敳 敶 慲 汩 楬 杮 †††††† 敨 摡 潭 湵 整 湯 牵 敲 ⁴ 䘨 杩 牵 ⤶ 琠 牵 敲 ⁴ 敨 摡 湡 ††††† 攠 畱 灩 数 桴 愠搠 晩 敦 敲 瑮 琠 景 挠 瑵 琠 潯 吠 敨 琠 牵 潬 獷 琠 敨 ††††† 琠 潯 潴 戠 汫 ⁹ 敤 數 湩 潴 瀠 獯 瑩 潩 䴠 摯 牥 瑥 †††††† 祴 数 搠 楲 汬 湩 慭 档 湩 異 整 潣 瑮 潲 猠 桴 琠敨 琠 扡 敬 挠 湡 戠 ††††† 焠 極 正 祬 愠 摮 愠 捣 牵 瑡 湯 摥 琯 ††††† 琼 †††††† 瀼湧 ∽ 散 瑮 牥 㸢 䤼 䝍 栠 楥 ‸ 牳 㵣 琢 牵 敲 桴 ㈽ 㜹 戠 敤 †††††† 戼 㰾 湡 䘾 杩 㰶猯 慰 㹮 䌠 䍎 琠 牵 敲 ⁴ 祴 数 汬 湩 ൧ ††††† 洠 捡 楨 㹢 ††† 㰠 㹲 ††† ⼼ 慴 ††† 戼㰾 戯 㰾 㹢 ⼼ 㹢 ⼼ 䑔 㰾 䑏 㹙 ⼼ 䅔 䱂 㹅 佂 奄 ാഊ 㰊 栯 浴
Технология сверлильного станка | CUBII
Сверлильный станок бывает разных форм и размеров, от небольших ручных дрелей до настольных и, наконец, напольных моделей.Сверлильный станок – один из самых важных станков в мастерской. Он был разработан для создания цилиндрических отверстий необходимого диаметра и глубины на металлических заготовках. Хотя отверстия могут быть сделаны на различных станках в магазине, сверлильные станки разработаны специально для выполнения операций сверления и аналогичных операций. Сверление можно легко выполнить с небольшими затратами за более короткий период времени на сверлильном станке. Они могут выполнять другие операции, кроме сверления, такие как зенкование, зенкование, развертывание и нарезание резьбы в больших или малых отверстиях.Поскольку сверлильные станки могут выполнять все эти операции, в этой статье также будут рассмотрены типы сверл.
Сверление можно назвать операцией создания цилиндрического отверстия необходимого диаметра и глубины путем удаления металла вращающимися кромками сверла. Режущий инструмент, известный как сверло, вставляется в шпиндель сверлильного станка. Центровочным керном делается отметка вдавливания в нужном месте. Вращающееся сверло вдавливается в этом месте и подается в работу.Отверстие можно проделать до необходимой глубины.
Использование сверлильного станка: Сверлильный станок, называемый сверлильным прессом, используется для вырезания отверстий в металле, дереве или других материалах или сквозь них. В сверлильных станках используется сверлильный инструмент с режущей кромкой на острие. Этот режущий инструмент удерживается в сверлильном станке патроном или конусом Морзе и вращается и подается в работу с переменной скоростью. Сверлильные станки могут использоваться для выполнения других операций: зенковки, растачивания, зенковки, торцевания, развёртывания и нарезания резьбы.Операторы буровых станков должны знать, как наладить работу, установить скорость и подачу, а также обеспечить подачу СОЖ для получения приемлемого готового продукта. Размер или производительность сверлильного станка обычно определяется самой большой заготовкой, которую можно просверлить. Например, 15-дюймовый сверлильный станок может центрировать заготовку диаметром 30 дюймов. Другие способы определения размера сверлильного станка – это наибольшее отверстие, которое можно просверлить, расстояние между шпинделем и колонной и расстояние по вертикали между рабочим столом и шпинделем.
Основные детали сверлильного станка:- Основание.
- Колонна или столб.
- Arm.
- Рабочий стол.
- Сверлильная головка.
- Механизм подачи.
- Шпиндель.
- Шаблоны сверлильные.
- Патрон.
- Электродвигатель.
- Шкив или шестерни.
- Типы сверлильных станков:
На рынке доступны различные типы сверлильных станков, здесь я упоминаю некоторые из популярных типов сверлильных станков.
- Чувствительный сверлильный станок.
- Вертикальный или столб.
- Радиальный рычаг.
- Тип банды.
- Многошпиндель.
- С числовым программным управлением.
- Сверлильный станок специального назначения.
- Преимущества сверлильного станка:
Ниже приведены различные преимущества сверлильного станка:
- Высокая скорость
- Высокая производительность
- Простота в эксплуатации
- Высокая гибкость
- Низкие эксплуатационные расходы и низкие затраты .
Сверлильный станок Недостатки: Использование станка ограничено.
Сверлильный станок Применение: Сверлильные станки обычно или в основном используются для создания сквозных или глухих прямых цилиндрических отверстий в твердых твердых телах и / или увеличения (соосно) существующих (предварительно обработанных) отверстий:
- различного диаметра в диапазоне от примерно От 1 мм до 40 мм
- Различной длины в зависимости от требований и диаметра сверла
- Из различных материалов, за исключением очень твердых или очень мягких материалов, таких как резина, полиэтилен и т. Д.
- Растачивание после сверления для точности и чистовой обработки или перед расширением.