Профессиональные сверлильные станки. Виды и характеристики
Сверлильные станки применяются в бытовых условиях и на крупных производственных предприятиях, в небольших мастерских и на крупных заводах. В больших цехах используются габаритные многофункциональные станки, позволяющие не только выполнять операции по сверлению отверстий, но и нарезать резьбу, зенкеровать или рассверливать уже имеющиеся отверстия. В условиях ограниченного пространства популярнее малогабаритные сверлильные станки, располагаемые на рабочем столе.
Классификация сверлильного оборудования
Оборудование для сверления изделий делится на следующие группы:
- вертикальные сверлильные станки;
- полуавтоматические устройства с одним шпинделем;
- полуавтоматические с несколькими шпинделями;
- координатно-расточные одностоечные станки;
- радиально-сверлильные;
- для растачивания отверстий;
- для растачивания отверстий с использованием алмазной оснастки;
- расточные с работой в горизонтальной плоскости.


Каждый указанный тип станков имеет основное направление деятельности, но также способен выполнять и другие смежные функции.
Сверлильные станки по функциональности делятся на три больших класса:
- универсальные, позволяющие выполнять широкий спектр работ по проделыванию отверстий и их последующей обработке в отдельно взятой заготовке, не применяются на предприятиях с массовым производством партий деталей;
- станки для выполнения операций по сверлению отверстий большой глубины, являются специализированными и заточенными под конкретную задачу;
- «специальные» – применяются при массовом выпуске деталей, позволяют быстро выполнять несколько операций: сразу или поэтапно.
Кроме специализации при выборе сверлильного станка важно учитывать такие параметры, как масса, влияющая на устойчивость и вибрацию станка, класс точности, уровень автоматизации оборудования, модификацию стола станка.
Универсальные станки подразделяются на несколько отдельных групп:
- Вертикально-сверлильные – позволяют сверлить отверстия вертикально в закрепленных деталях, бывают настольными, среднего размера или крупного для сверления отверстий крупного размера в габаритных заготовках.
- Горизонтально-сверлильные – применяются для изготовления горизонтальных отверстий в массивных деталях, легкие заготовки двигаются относительно неподвижной оснастки, при сверлении тяжелых деталей крутится сверло.
- Станки с несколькими оснастками, которые делают возможным поэтапное или параллельное выполнение разных операций: сверление, зенкерование, также рассверливание отверстий, нарезание резьбы. Удобно использовать данное оборудование при потоковом производстве одинаковых деталей.
- Радиально-сверлильные станки – вид оборудования, в котором оснастка может перемещаться в горизонтальной плоскости относительно закрепленной в тисках детали. В этих устройствах шпиндель можно поворачивать для изготовления отверстий под определенным углом. Траверса в этих устройствах перемещается по стойке устройства, за счет чего регулируется высота подъема шпинделя.
 В этих устройствах шпиндель можно поворачивать для изготовления отверстий под определенным углом. Траверса в этих устройствах перемещается по стойке устройства, за счет чего регулируется высота подъема шпинделя.
В этих устройствах шпиндель можно поворачивать для изготовления отверстий под определенным углом. Траверса в этих устройствах перемещается по стойке устройства, за счет чего регулируется высота подъема шпинделя. Также нередко на предприятиях для сверления применяются станки с ЧПУ:
- производство отверстий по заранее заданной программе;
- использование разных оснасток одновременно в рамках одной программы обработки изделия;
- высокая точность производимых работ.
Основные характеристики сверлильного оборудования
При выборе станка для сверления отверстий рекомендуется обращать внимание на следующие его параметры:
- специализация станка;
- мощность, от которой зависит производительность оборудования и потребляемая электроэнергия;
- напряжение питания;
- допустимый диаметр производимых отверстий;
- частота вращения оснастки (шпинделя), зависящая от используемого редуктора. Важно: различные материалы требуют различной частоты вращения.
 Важно: различные материалы требуют различной частоты вращения.
Важно: различные материалы требуют различной частоты вращения.Обработка на сверлильных станках – Технарь
Сверлильные станки подразделяют на универсальные, специализированные и специальные. К универсальным станкам относятся вертикально-сверлильные, радиально-сверлильные, настольно-сверлильные и др., к специализированным — сверлильные станки для глубокого сверления. В массовом производстве применяют специальные агрегатные многошпиндельные сверлильные станки, предназначенные для выполнения определенной операции.
По признаку устройства шпинделей многошпиндельные сверлильные станки подразделяют на две группы: с нерегулируемыми (постоянными) и с регулируемыми шпинделями. На многошпиндельных сверлильных станках одновременно сверлят несколько отверстий, количество которых может превышать 200.
На рис. 135 показан общий вид многошпиндельньго вертикально-сверлильного станка с нерегулируемыми шпинделями. На станине 7 смонтированы все механизмы станка.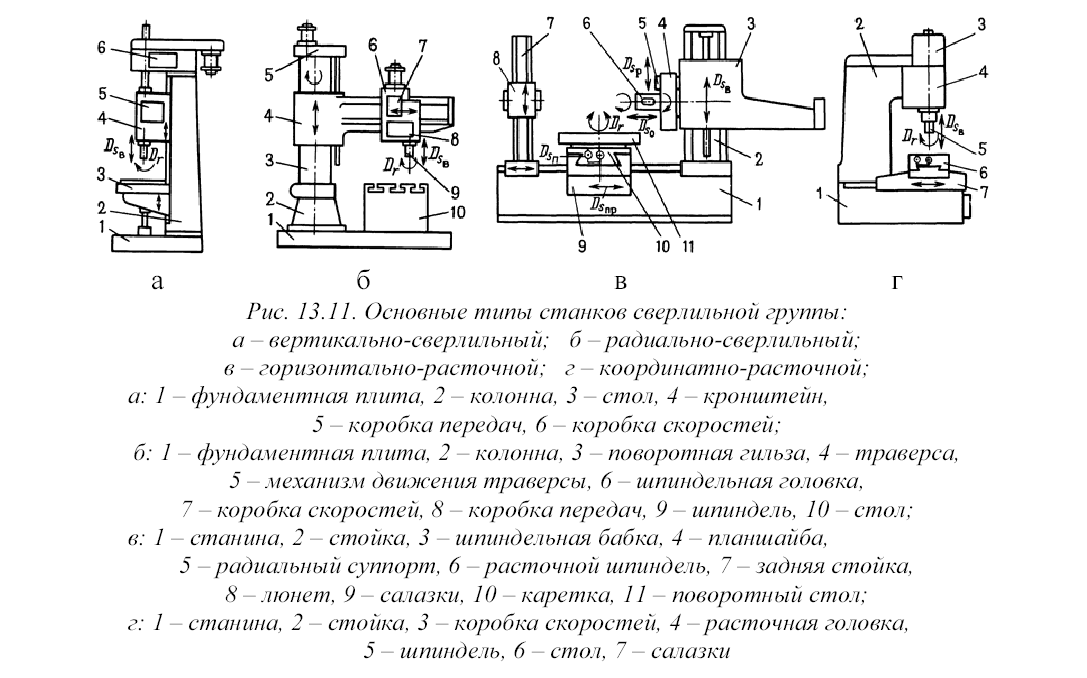 Привод главного движения осуществляется от электродвигателя 6, который через коробку передач 5 обеспечивает вращение главного приводного шпинделя 4, от которого движение передается к рабочим шпинделям 2 через соответствующие зубчатые передачи.
Привод главного движения осуществляется от электродвигателя 6, который через коробку передач 5 обеспечивает вращение главного приводного шпинделя 4, от которого движение передается к рабочим шпинделям 2 через соответствующие зубчатые передачи.
Многошпиндельная головка 3 перемещается возвратно-поступательно от привода подач, снабженного устройством для быстрых холостых и медленных рабочих ходов. Стол 1 перемещается возвратно-поступательно по направляющим.
Отличительной особенностью шпиндельной головки многошпиндельного станка является то, что шпиндели 2 настраивают по определенному плану обработки заготовки. Их можно располагать в головке симметрично и несимметрично. При необходимости перестройки станка для другой операции нужно заново настроить его, применив другую головку с новым расположением шпинделей в ней. Отдельные шпиндели могут быть настроены на разные частоты вращения с одинаковой подачей.
Многошпиндельные и одношпиндельные станки с непостоянными расстояниями между шпинделями снабжают сверлильной головкой, схема которой показана на рис. 136. Шпиндель 5 вместе со сверлильной головкой 4 перемещается по направляющим станины возвратнопоступательно (вверх и вниз) от приводного механизма. От шпинделя вращение передается через зубчатую передачу 3 посредством универсального шарнира через телескопическую трубу 2 к рабочим шпинделям 6, которые расположены несоосно с приводным шпинделем
136. Шпиндель 5 вместе со сверлильной головкой 4 перемещается по направляющим станины возвратнопоступательно (вверх и вниз) от приводного механизма. От шпинделя вращение передается через зубчатую передачу 3 посредством универсального шарнира через телескопическую трубу 2 к рабочим шпинделям 6, которые расположены несоосно с приводным шпинделем
Рабочие шпиндели смонтированы на плите 1, которая имеет пазы, расположенные в различных направлениях, позволяющие перемещать рабочие шпиндели. Следовательно, рабочие шпиндели 6 можно расположить на плите 1 по определенному плану обработки отверстий.
При необходимости соблюдения точных межцентровых расстояний между отверстиями применяют кондукторные плиты, которые перед сверлением отверстий подводят к поверхности обрабатываемой заготовки, а затем шпиндели с инструментами направляют для сверления через кондукторные втулки, установленные на плите.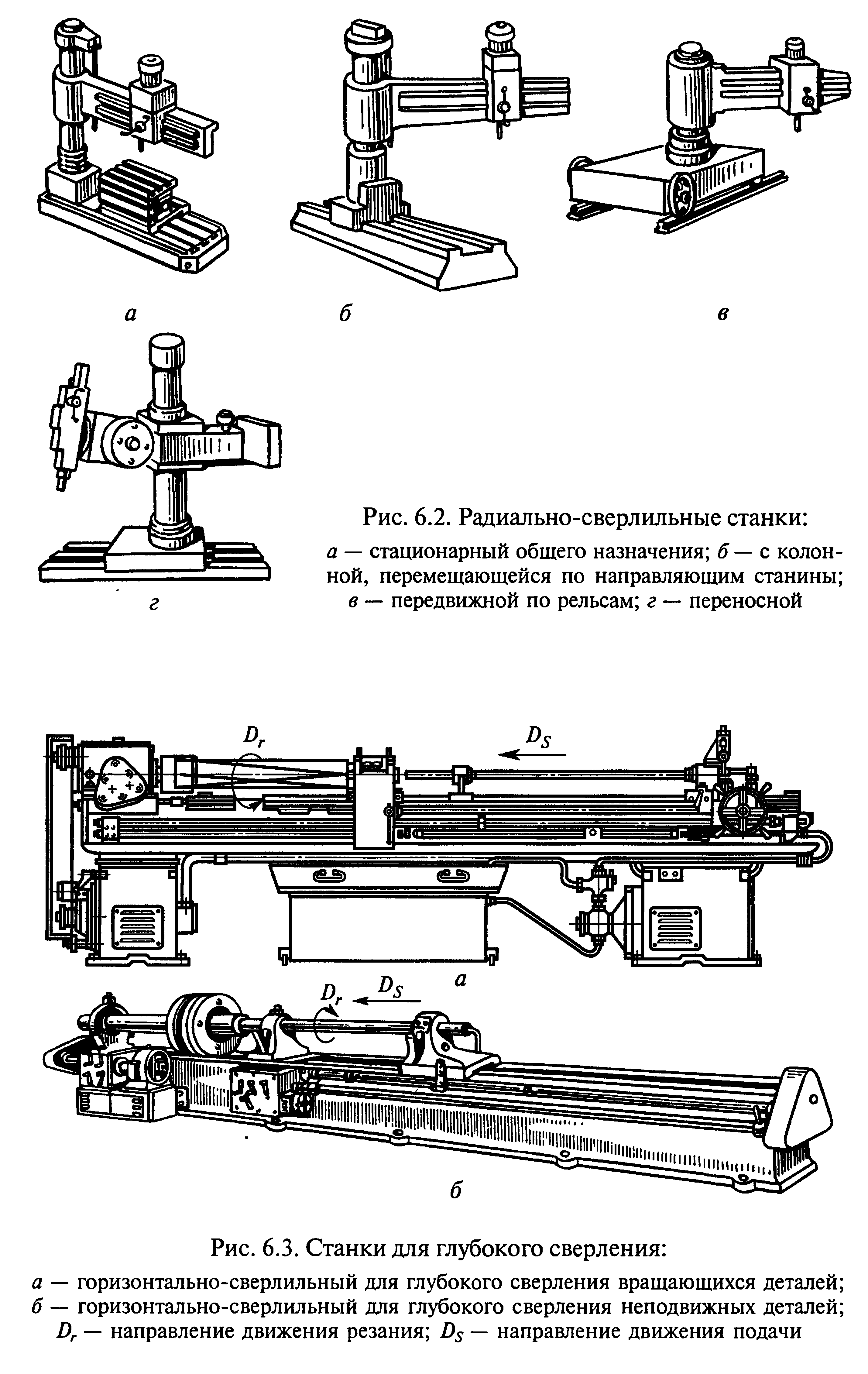
В массовом производстве при обработке заготовок корпусных и других деталей применяют агрегатные многошпиндельные станки, которые состоят из нормализованных узлов и механизмов. На агрегатных станках производят сверление, развертывание, нарезание резьбы и прочие работы, которые обычно выполняют на сверлильных станках. Агрегатные сверлильные станки во многих случаях встраивают в автоматические станочные линии. Их можно переналаживать в зависимости от условий и требований технологического процесса. На рис. 137 приведены отдельные схемы компоновки сверлильных агрегатных станков: а) —двух-шпиндельного станка с наклонным шпинделем, 6 — с горизонтальным и вертикальным расположен нем шпинделей, в—с вертикальным расположением шпинделей, г — то же, сдвоенного типа, д — с горизонтальным расположением шпинделей, е — с радиальным расположением пяти шпинделей.
Основные виды обработки, которые можно выполнять на сверлильных станках, показаны на рис.
На сверлильном станке часто выполняют рассверливание, т. е. вторичную обработку сверлом большего диаметра ранее просверленного отверстия, это делают для того, чтобы сохранить межцентровое расстояние при сверлении отверстий больших диаметров, когда обработка одним сверлом большего диаметра может дать значительное отклонение оси сверления. При нормальном сверлении достигается точность диаметра отверстия по 12…11-му квалитетам.
Зенкерование отверстий (рис. 138, б) производится зенкером и служит для улучшения геометрической формы ранее просверленного цилиндрического отверстия. Оно обеспечивает точность обработки отверстия после сверления на один квалитет выше.
Развертывание отверстий
(рис. 138, в) выполняют после зенкерования, для того чтобы устранить грубые следы предыдущей обработки; расположение оси отверстия при этой операции не может быть исправлено. Развертывание производят одно- или многократно. При однократном развертывании достигается точность обработки отверстия по 8…7-му квалитетам, а при двух- и трехкратном развертывании можно достигнуть точности по 7-му квалитету. Шероховатость поверхности отверстия при развертывании может быть доведена до Rа=0,8…0,4 мкм.
Развертывание производят одно- или многократно. При однократном развертывании достигается точность обработки отверстия по 8…7-му квалитетам, а при двух- и трехкратном развертывании можно достигнуть точности по 7-му квалитету. Шероховатость поверхности отверстия при развертывании может быть доведена до Rа=0,8…0,4 мкм.Нарезание резьбы (рис. 138, г) производят после сверления отверстия метчиками различных конструкций. При этом необходим обратный ход шпинделя (реверсирование) для вывертывания метчика из заготовки после нарезания резьбы. Исключение составляют так называемые падающие метчики (выпадающие из гнезда шпинделя) и специально гаечные метчики, у которых нарезанные гайки последовательно перемещаются на гладкую часть стержня метчика.
Зенкование (рис. 138, д) применяют после сверления отверстия для снятия фаски, например, под потайную головку винта.
Цекование (рис. 138, е) предусмотрено для подрезки торца бобышки заготовки или для получения ступенчатого отверстия. Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец 1, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец 1, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
Кроме перечисленных основных работ на сверлильных станках можно выполнять и другие виды обработки отверстий специальными инструментами, например, фасонные выточки на цилиндрической и торцевой поверхности отверстий. Так, при изготовлении в отверстии канавок небольших размеров (шириной 0,8…1 мм) под пружинные кольца для обеспечения параллельности их сторон применяют шлицевые фрезы. Применение шлицевых фрез имеет ряд преимуществ, а именно: наличие 30…40 лезвий, а не одного, как у резца, доступность для обзора при обработке канавок и точность исполнения размера. Обработку канавок шлицевыми фрезами производят на вертикально-сверлильном станке, снабженном специальным устройством (рис. 139). Шлицевая фреза 9, закрепленная в шпинделе 7 гайкой 6, получает вращение от шпинделя станка через быстросменный патрон 1 с втулкой 4 и универсальный шарнир 3. Подача фрезы на глубину канавки в обрабатываемой заготовке 8 осуществляется вручную смещением оси фрезы относительно оси шпинделя станка. Шпиндель 7 фрезы проходит через бронзовую втулку 12, расположенную эксцентрично в корпусе 5. При вращении маховика 2, а, следовательно, и корпуса 5 (втулка 12 фиксируется в корпусе фиксатором 10 и защелкой 11) ось шпинделя 7 смещается. Максимальное смещение шпинделя фрезы относительно шпинделя станка составляет 9,5 мм при повороте маховика 2 на 180°.
Подача фрезы на глубину канавки в обрабатываемой заготовке 8 осуществляется вручную смещением оси фрезы относительно оси шпинделя станка. Шпиндель 7 фрезы проходит через бронзовую втулку 12, расположенную эксцентрично в корпусе 5. При вращении маховика 2, а, следовательно, и корпуса 5 (втулка 12 фиксируется в корпусе фиксатором 10 и защелкой 11) ось шпинделя 7 смещается. Максимальное смещение шпинделя фрезы относительно шпинделя станка составляет 9,5 мм при повороте маховика 2 на 180°.
Обработка осуществляется в следующем порядке: вначале шпиндель станка подается на необходимую глубину в отверстие, затем станок приводится в движение, и фреза подается на необходимую глубину канавки медленным вращением маховика вручную. После окончания обработки канавки шпиндель с фрезой возвращают в исходное положение.
При сверлении глубоких отверстий на обычных сверлильных станках спиральные сверла не могут обеспечить правильного направления и прямолинейности оси отверстия. Происходит уход сверла в сторону от направления, заданного осью вращения шпинделя. Прямолинейность оси отверстия ограничена жесткостью сверла и направляющим действием ленточек, расположенных вдоль канавок сверла и скользящих по просверленной части отверстия.
Происходит уход сверла в сторону от направления, заданного осью вращения шпинделя. Прямолинейность оси отверстия ограничена жесткостью сверла и направляющим действием ленточек, расположенных вдоль канавок сверла и скользящих по просверленной части отверстия.
При неодинаковой заточке обеих режущих кромок сверла или неравномерном их затуплении сверло также начинает «уводить» ось отверстия в сторону от оси вращения шпинделя. На уход сверла большое влияние оказывают условия работы сверла в начальный момент, когда резание производят лишь поперечной кромкой, перпендикулярной оси сверла. Кроме того, значительные упругие деформации сверла при работе (продольный изгиб), зазоры в подшипниках шпинделя, неравномерное налипание стружки на главные и вспомогательные режущие кромки сверла создают условия для ухода сверла в сторону от оси шпинделя.
Чтобы предотвратить уход сверла и искривление оси отверстия, при глубоком сверлении применяют следующие способы и приемы работы:
- небольшие подачи, а также тщательную заточку сверла с соблюдением одинакового и равномерного наклона обеих режущих кромок, наблюдение за износом сверла и налипанием металла на главные и вспомогательные кромки, надлежащее охлаждение сверла;
- предварительное засверливание с помощью короткого сверла большого диаметра (с углом 2ф=90°), которое особенно необходимо при сверлении отверстий сверлами небольших диаметров на револьверных станках и автоматах;
- сверление с помощью кондукторной втулки при сравнительно небольших отношениях длины отверстия к диаметру;
- сверление при вращающейся заготовке, в этом случае имеет место как бы самоцентрирование сверла в противоположность обычной его склонности к уходу.

При вращении обрабатываемой заготовки глубокие отверстия можно сверлить как при не вращающемся, так и при вращающемся сверле. Вращение инструмента в этом случае используется как средство повышения скорости резания.
Способ сверления отверстий при вращении заготовки применяют как на токарных станках, так и на станках для глубокого сверления.
Конструкции специальных сверл для глубокого сверления предусматривают создание достаточно надежного направления осевого движения режущей части сверла по поверхности уже просверленной части отверстия. Такие сверла делают как с одной, так и с несколькими режущими кромками. Простейшим видом такого сверла является пушечное сверло (рис. 140, а). У этого сверла имеется только одна режущая кромка и длинная направляющая часть сверла. Соприкосновение направляющей части с поверхностью просверленной части отверстия происходит на дуге, немного большей 180°. Направляющую поверхность рабочей части сверла, соприкасающуюся с поверхностью отверстия, во избежание заедания сверла в отверстии делают с уклоном в направлении от режущей кромки к стержню сверла.
Для правильного направления сверла в начальный момент сверления необходимо предварительно точно расточить отверстие по диаметру рабочей части сверла на глубину не менее половины диаметра отверстия. Пушечные и им подобные сверла можно применять для сверления в сплошном металле и для рассверливания отверстий, предварительно просверленных спиральными сверлами меньших диаметров.
Более совершенным видом сверла для глубокого сверления является ружейное сверло (рис. 140, б). Направляющая часть этого сверла обеспечивает лучшее направление режущей части, так как охватывает дугу окружности отверстия, равную примерно 250…260°. Рабочую часть таких сверл, как пушечные, делают конической в направлении от режущей кромки к стержню. Чтобы уменьшить трение и улучшить охлаждение сверла, вдоль направляющей части его снимают лыски. Режущую кромку у ружейных сверл часто делают в виде ломаной линии для лучшего дробления стружки.
Охлаждающая жидкость в большинстве конструкций специальных сверл для глубокого сверления поступает в зазор между стержнем и поверхностью отверстия и затем к режущей кромке сверла под сильным давлением. Далее жидкость, захватывая раздробленную стружку, удаляется из отверстия через полую центральную часть головки и стержня сверла.
Далее жидкость, захватывая раздробленную стружку, удаляется из отверстия через полую центральную часть головки и стержня сверла.
Ружейные сверла могут работать не только по предварительно просверленному отверстию, но и в сплошном металле.
При работе специальными сверлами применяют подачи 0,02…0,05 мм/об в зависимости от диаметра отверстия, обрабатываемого материала, шероховатости и точности обрабатываемой поверхности.
Наиболее совершенным видом сверл для глубокого сверления отверстий большого диаметра является пустотелое сверло. При использовании такого сверла в стружку превращается лишь кольцеобразная часть удаляемого металла, внутренняя же часть остается целой и после окончания сверления ее удаляют в виде цилиндрического стержня. Сверла этого вида (рис. 140, б) состоят из головки со вставными ножами, которая соединяется с головкой сверла с помощью резьбы. Такие виды специальных сверл применяют при обработке на станках больших пустотелых валов, длинных шпинделей станков и т. п,
п,
виды, специфические особенности и характеристики
Горизонтально-сверлильные станки – это устройства, основное предназначение которых, заключается в создании отверстий в таких материалах, как пластик, металл, дерево, цветные металлы, стекло, эбонит.
Общие сведения
Кроме того, что этот тип агрегата позволяет создавать отверстия разного размера и типа, он также позволяет выполнять простейшие фрезеровочные функции и может осуществлять зенкование. Данный прибор является одним из наиболее востребованных, так как без него не сможет обойтись ни крупное промышленное предприятие, ни домашняя мастерская. Тут стоит также добавить, что горизонтально-сверлильные станки – это не единственный тип этих машин. Существует также несколько разновидностей этого рода приспособлений.
Отличия станков
Существует несколько признаков, по которым данного рода агрегаты различаются между собой. Стоит добавить, что функции и сферу применения устройства, во многом определяет его изначальная конструкция.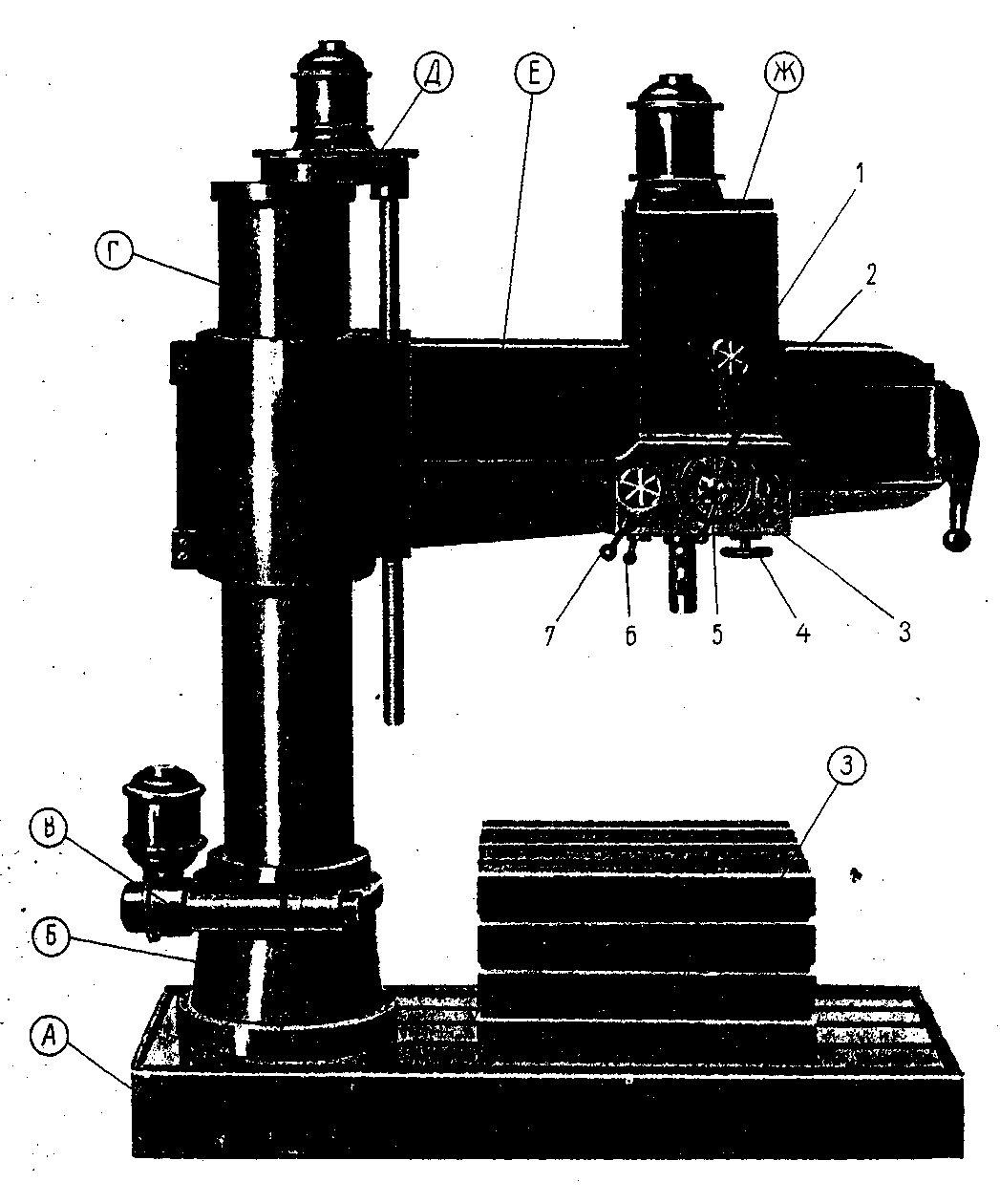
- Первый признак, по которому отличаются все приборы, – это характер выполняемых работ. Они могут быть специальными или же универсальными.
- По своим конструкционным особенностям это могут быть как горизонтально-сверлильные станки, так и вертикально-сверлильные.
- Важной особенность любого из видов станка будет то, насколько мобилен его сверлильный узел. Должна присутствовать возможность перемещения этого узла по отношению к направляющей приспособления.
- Отличие между ними – не только в конструкции самого станка, но и в обустройстве стола, а также по наличию или отсутствию каких-либо дополнительных элементов.
- Очень важная особенность любой машины – это количество шпинделей. Чем больше количество этих составных элементов, тем качественнее будет получаться продукция, обрабатываемая на таком устройстве. ПО этой причине многошпиндельные агрегаты используются только на очень крупных предприятиях.
Еще важно отметить, что каждый горизонтально-сверлильный станок предназначается для определенного типа работ с определенной интенсивностью. Чем выше стоимость устройства, тем больше дополнительных комплектующих, а следовательно, и больше возможностей имеет машина.
Чем выше стоимость устройства, тем больше дополнительных комплектующих, а следовательно, и больше возможностей имеет машина.
Параметры устройства
Наилучшим вариантом описания технических характеристик устройства будет взять, к примеру, одну из наиболее распространенных моделей и описать ее показатели. Довольно популярным является станок с ручной подачей СвГД. Модель горизонтального сверлильного станка этой категории используется для обработки деталей с диаметром отверстия до 4,5 см. Максимальная длина сверлимого отверстия будет 120 мм. Количество оборотов сверла в минуту может достигать 2000.
Горизонтальный сверлильный станок по дереву, металлу и другим материалам модели СвГ-3 отличается такими характеристиками, как:
- максимальный диаметр – 2,5 см;
- наибольшая глубина сверления – 10 см;
- не более 20 см должна составлять длина пазов;
- сверло способно развить скорость вращения до 3000 оборотов в минуту.
Конструкция
Горизонтально-сверлильный фрезерный станок СвГ-3 состоит из таких составных элементов, как: основа, суппорт, электрический мотор. Кроме этого, у него имеется рычаг, использующийся для управления узлом суппорта, кронштейн, рабочая поверхность, а также рычаг для горизонтального или для вертикального вращения рабочей поверхности. Последние три составных элемента – это сверлильный узел, линейка упорная и зажим.
Кроме этого, у него имеется рычаг, использующийся для управления узлом суппорта, кронштейн, рабочая поверхность, а также рычаг для горизонтального или для вертикального вращения рабочей поверхности. Последние три составных элемента – это сверлильный узел, линейка упорная и зажим.
Тут стоит отметить, что существует большое разнообразие модификаций для таких станков. К примеру, существует модель СвПА. Особенностью этой категории устройства стало наличие таких дополнительных элементов, как гидронасос и механическая подача. Первый из этих элементов в данном приспособлении используется для того, чтобы создать условия, в которых возможно закрепить деталь максимально надежно на столе.
Особенности применения
Прежде чем приступить к работе на сверлильном станке горизонтального сверления, необходимо его очень тщательно настроить. Для того чтобы осуществить эту процедуру, можно использовать разметку, нанесенную на первую, использующуюся деталь. Впоследствии, когда каждый из этапов заканчивается, проводят дополнительные замеры диаметров отверстий, а также измеряют пазы.
Прежде чем приступать к работе с какой-либо деталью, необходимо убедиться в том, что она надежно закреплена на рабочей поверхности приспособления. Если во время работы произойдет малейшее смещение детали, то она тут же будет считаться бракованной.
Еще один момент, на который необходимо обратить особое внимание, – это выбор сверла и фрезы для будущей работы. Фреза вставляется в левый конец гнезда до самого дна, после этого рабочая поверхность станка перемещается из стороны в сторону. Этот процесс называют качественной фрезеровкой пазов. Важно добавить, что выборка гнезда сразу же после применения фрезы, может привести к тому, что полученная деталь, будет иметь неверные размеры.
Рекомендации при работе на станке
Существует еще несколько рекомендаций, которые относятся к работе с горизонтально-сверлильными станками по дереву:
- Вводить сверло в заготовку из дерева необходимо очень плавно, для того чтобы не повредить ее. Чтобы добиться такого эффекта, необходимо несколько снизить скорость вращения сверла, пока оно не будет введено в древесину.
- После того, как заготовка подверглась обработке при помощи спирального сверла, она будет требовать дополнительной операции. Это из-за того, что при работе спирального сверла будут образовываться ребра, которые можно удалить при помощи повторной обработки обычным расходным элементом.
- Удобной функцией является то, что система управления такого рода станками позволяет выполнить все операции всего одному оператору. Количество рычагов для управления не слишком велико, а их удобное расположение способствует тому, что с любой задачей способен справиться всего один рабочий.
- Если планируется работать с деталями довольно больших размеров, то есть возможность переформировать рабочий стол. В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.

Что такое ЧПУ?
Многие модели горизонтально-сверлильных станков снабжаются таким устройством, как ЧПУ. Расшифровывается эта аббревиатура, как числовое программное обеспечение. Приспособления, снабженные такой модификацией, также способны выполнять такие операции, как растачивание, фрезеровка, сверление, зенкерование.
Приспособления, снабженные такой модификацией, также способны выполнять такие операции, как растачивание, фрезеровка, сверление, зенкерование.
Тут важно отметить, что от класса числового программного обеспечения, будет зависеть и степень точности, с которой он будет выполнять поставленную задачу. Бортовой компьютер занимается расчетом имеющегося узла, и заданного, что помогает экономить время, а также более качественно координировать обработку деталей. Кроме того, что ЧПУ позволяет корректировать передвижение сверла в разных плоскостях, он еще и позволит выставлять угол наклона рабочего инструмента станка.
Горизонтальный сверлильный станок своими руками
Многие люди, которые занимаются какой-либо обработкой материала в домашних условиях, сталкивались с проблемой, которая заключалась в необходимости иметь сверлильный станок. Купить такую вещь довольно дорого, а вот сделать ее своими руками гораздо дешевле, хотя придется потрудиться.
Тут стоит отметить, что наиболее распространенным вариантом сборки является тот, в котором основной частью является дрель. Такая модель довольно неплоха, особенно в домашнем применении, однако тут есть существенный минус, заключающийся в том, что придется каждый раз разбирать все устройство, если возникнет необходимость использовать дрель как самостоятельный отдельный инструмент. Есть другой вариант, для осуществления которого потребуются такие части, как:
Такая модель довольно неплоха, особенно в домашнем применении, однако тут есть существенный минус, заключающийся в том, что придется каждый раз разбирать все устройство, если возникнет необходимость использовать дрель как самостоятельный отдельный инструмент. Есть другой вариант, для осуществления которого потребуются такие части, как:
- рулевая рейка от легкового автомобиля;
- несколько стальных уголков и профилей;
- стальной лист для станины толщиной 2-3 мм;
- патрон для дрели;
- электрический мотор и шкивы с ремнем;
- хорошие подшипники и наличие сварочного аппарата и токарного станка.
Горизонтальный сверлильно-расточной станок
Данная категория станков относится к универсальным моделям. Особенность таких станков в том, что они имеют как минимум одну ось свободы. Основной рабочей поверхностью для такой универсальной модели является стол, на который крепят обрабатываемые детали или заготовки. По общим правилам такие станки используются для единичного и серийного производства. Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
Сверлильные станки по металлу: виды, назначение и применение
Станки для сверления необходимы для выполнения определенных задач. К ним относится: сверление отверстий, зенкерования, нарезание резьбы и других работ.
От правильного выбора этого оборудования зависит удобство применения и конечный вид изделия.
Виды сверлильных станков
Согласно области применения, они делятся на несколько видов:
- Вертикальные станки. Шпиндель в таком оборудовании расположен вертикально, заготовка должна быть размещена на верстаке. Их применяют для работы с небольшими деталями.
- Горизонтальные с соответствующим расположением шпинделя. Часто такие станки применяются для создания отверстий большой глубины.
- Многошпиндельные виды станков. Они имеют несколько шпинделей, предназначенных для создания сразу нескольких отверстий.
- Центровальные станки предназначены для создания отверстий в торцевых частях заготовки.
- Расточные необходимы для обработки отверстий.

Как правильно выбрать станок
Сверлильный станок купить можно через интернет или в специализированных магазинах. Но для совершения правильного выбора необходимо рассмотреть несколько критериев, которые могут повлиять на его результат. Сверлильные станки цена которых может значительно отличаться, необходимо подбирать из следующих параметров:
Частота использования
Ответ на этот вопрос может помочь с выбором необходимого оборудования. Если в планах использовать такой станок для производства, то бытовой вариант не подойдет. Такому станку понадобится отдых через каждые 20 минут. Он не справится с большими объемами. Сверлильные станки производственного типа могут работать в более жестком режиме.
Выбор мощности оборудования
Необходимо учитывать какого диаметра будут сверлиться отверстия, на какую глубину и в каком материале. При необходимости сверления отверстий большого диаметра, маломощным станком не обойтись. Если понадобится сверлить заготовки толщиной более 50 сантиметров, то понадобится мощный станок, способный выдерживать такие нагрузки.
Сложность деталей
При необходимости сверления сразу нескольких отверстий целесообразно приобрести радиальный станок. С его помощью можно будет сделать сразу несколько отверстий, не перемещая заготовку.
Наличие дополнительных опций
Станок, оснащенный дополнительными возможностями, более удобен в работе. Например, если на нем имеется тумблер для переключения скоростей, это очень сэкономит время. Наличие лазера, значительно облегчает процесс закрепления заготовки при сверлении.
Досконально изучив все возможности станка, можно выбрать подходящий для требуемых задач. Делать выбор следует из возможностей мастерской и мощности, которая в ней имеется.
Сверлильные станки – Газета “Вестник промышленности”
Все сверлильные станки, как правило, используются для выполнения отверстий в изделиях из дерева, металла или пластика. Также при помощи данных устройств можно выполнять процесс фрезерования, рассверливания, зачистки поверхности заготовки.
В зависимости от выполняемых функций и возможностей, такие станки имеют следующую классификацию: специальные, универсальные, специализированные.
Специальный тип станков позволяет выполнять процесс сверления сразу нескольких отверстий. К тому же такое оборудование оснащено дополнительными рабочими элементами, что дает возможность использовать его на массовом конвейере. К станкам специального типа можно отнести большинство моделей отечественного производства.
Универсальный станок может выполнять несколько функций. Такое оборудование позволит не только создавать отверстия в изделии, но также обрабатывать поверхность заготовки. Как правило, универсальный тип сверлильных станков используется на сравнительно небольших предприятиях. Также такое оборудование можно увидеть в оборудованных гаражах у частных лиц. Такие станки по своим габаритам не являются достаточно небольшими, что позволяет устанавливать их на верстак и успешно использовать в домашних условиях.
Такое оборудование позволит не только создавать отверстия в изделии, но также обрабатывать поверхность заготовки. Как правило, универсальный тип сверлильных станков используется на сравнительно небольших предприятиях. Также такое оборудование можно увидеть в оборудованных гаражах у частных лиц. Такие станки по своим габаритам не являются достаточно небольшими, что позволяет устанавливать их на верстак и успешно использовать в домашних условиях.
Специализированные станки предназначены для выполнения только лишь одной конкретной операции.
Также в зависимости от конструкции и оснащения сверлильные станки принято делить на несколько видов.
Вертикально-сверлильный станок. Такой вид оборудования используют для выполнения конкретной работы. В своей комплектации такой станок имеет вертикально расположенный шпиндель, который позволяет создавать небольшие отверстия в заготовке. Благодаря своей достаточно простой конструкции и небольшим габаритам, вертикально-сверлильный станок может использоваться и в домашних условиях, так как является мобильным оборудованием (его легко можно перемещать).
Радиально-сверлильный станок. Основным рабочим инструментом данного вида станка также является шпиндель. Шпиндель может изменять свое положение, что позволяет данному виду станка работать с громоздким и тяжелым изделием. Благодаря наличию в оснащении такого вида сверлильных станков дополнительных устройств, имеется возможность выполнения сразу нескольких операций: обработка отверстий, создание более глубоких отверстий в стальных заготовках и так далее.
Магнитные станки. В отличие от предыдущих версий станкового оборудования, данный станок является достаточно небольшим по своим габаритам. При помощи встроенных электронных систем данное оборудование может работать автоматизировано. Технология конструкции такого станка основана на креплении всех необходимых инструментов к магнитным металлическим поверхностям.
Присадочно-сверлильные станки. Зачастую работу данного вида станков можно увидеть в компании, которая занимается изготовлением мебели. Благодаря оснащению данного оборудования режущим устройством, патроном, некоторым количеством обрабатывающих головок, присадочно-сверлильный станок может выполнять работу с достаточно высокой скоростью.
Зачастую работу данного вида станков можно увидеть в компании, которая занимается изготовлением мебели. Благодаря оснащению данного оборудования режущим устройством, патроном, некоторым количеством обрабатывающих головок, присадочно-сверлильный станок может выполнять работу с достаточно высокой скоростью.
Фрезерно-токарно-сверлильные центры. Такие установки являются мульти функциональными. В основе данных рабочих центров имеется несколько шпинделей, которые способны одновременно выполнять целый комплекс операций. Как уже понятно из названия, фрезерно-токарно-сверлильные центры способны выполнять сразу несколько функций, а именно сверление, токарный процесс, фрезерование.
Типы сверлильных станков, их особенности и применение | by Namrata Sharma
Сверление металлических или деревянных поверхностей – сложная работа, требующая много времени и усилий. Поэтому для этих тяжелых работ используется специальный тип машины. Эта машина называется сверлильной машиной. Сверлильный станок – это мощное оборудование, которое используется для сверления отверстий в более твердых поверхностях, которые невозможно проделать вручную. Эти машины используются во всем мире в строительной индустрии и для различных задач по ремонту и благоустройству дома из-за их высокой эффективности и простоты применения.В настоящее время сверлильные станки также доступны в автоматизированных форматах. Используя эти машины, вы можете выполнять любую работу быстрее и проще.
Эти машины используются во всем мире в строительной индустрии и для различных задач по ремонту и благоустройству дома из-за их высокой эффективности и простоты применения.В настоящее время сверлильные станки также доступны в автоматизированных форматах. Используя эти машины, вы можете выполнять любую работу быстрее и проще.
Вопреки распространенному мнению, сверлильные станки используются не только для сверления отверстий в стене. Их можно использовать для множества других задач, таких как развертывание, зенкование, торцевание, нарезание резьбы и растачивание поверхностей металлов. Сверлильный станок может выполнять эти задачи намного быстрее и быстрее, чем это требуется для ручных операций.В коммерческом секторе, где требуется сверление сыпучих продуктов, с помощью мощных сверлильных станков вы можете обеспечить согласованность в работе, а также минимизировать время, необходимое для выполнения задачи.
Если вы планируете купить сверлильные станки и комплекты онлайн или офлайн, прежде всего определите, какой тип сверлильного станка вам нужен для вашей конкретной задачи. На рынке доступны три различных типа сверлильных станков. В этой статье мы подробно поговорим об этих машинах.
На рынке доступны три различных типа сверлильных станков. В этой статье мы подробно поговорим об этих машинах.
- Радиально-сверлильный станок: Это тип станка, в котором сверлильная головка устанавливается на радиальный рычаг. В радиально-сверлильном станке вы можете использовать множество головок и опорных пластин различных размеров и прочности. Поэтому его можно использовать для сверления материалов разных размеров. Рычаг повторного набора в этих машинах можно поворачивать, поднимать и опускать для выполнения различных операций в зависимости от материалов различного размера. Радиально-сверлильные станки обеспечивают оптимальную эффективность и поэтому широко используются в промышленном секторе.Эти машины предоставляются людям в разных форматах. Первый – это высокоточный сверлильный станок с клиноременным приводом, а второй – зубчатый.
- Станки для сверления колонн: Станки для сверления колонн предлагаются в прочных и экономичных форматах. Вы можете добавить в эти машины передовые технологии. Сверлильные станки на колоннах известны своей более высокой эффективностью и точностью выполнения поставленных задач.
- Фрезерный станок для бурения и фрезерования: Станки для фрезерования буровых материалов являются многофункциональными устройствами.Их можно использовать как для сверлильных, так и для фрезерных работ. На рабочих местах с ограниченным пространством используются эти станки, потому что они занимают мало места и обеспечивают производительность как сверления, так и фрезерования.
 Вы можете добавить в эти машины передовые технологии. Сверлильные станки на колоннах известны своей более высокой эффективностью и точностью выполнения поставленных задач.
Вы можете добавить в эти машины передовые технологии. Сверлильные станки на колоннах известны своей более высокой эффективностью и точностью выполнения поставленных задач.Эта статья написана специально для ознакомления читателей с различными типами сверлильных станков и их ролью в работах по металлу и дереву. Прочитав это, вы сможете покупать в Интернете сверлильные станки и комплекты, которые подходят для вашей работы.
Типы сверлильных станков – Обработка поверхности
Основная работа и движения инструмента, которые требуются для сверления – относительное вращение между заготовкой и инструментом с относительной продольной подачей – также происходят во многих других операциях обработки. Следовательно, сверление можно выполнять на различных станках, таких как токарные, фрезерные и расточные станки. В этом разделе основное внимание будет уделено машинам, которые спроектированы, сконструированы и используются в основном для бурения.
Следовательно, сверление можно выполнять на различных станках, таких как токарные, фрезерные и расточные станки. В этом разделе основное внимание будет уделено машинам, которые спроектированы, сконструированы и используются в основном для бурения.
Сверлильные станки, называемые сверлильными станками, состоят из основания, колонны, на которой находится силовая головка, шпинделя и обрабатываемого элемента. как показано на рис. I. На небольших машинах основание опирается на верстак, а на машинах большего размера. он лежит на полу. Колонна на основании несет стол для заготовки и шпиндельной головки.Стол поднимается или опускается вручную, часто с помощью подъемного винта, и его можно закрепить на стойке для жесткости. Некоторые столы круглые и могут поворачиваться. На вертикальных сверлильных станках с круглыми колоннами. столы, как правило, можно откинуть из-под шпинделя, чтобы заготовки можно было установить на основании.
Сердце любого сверлильного станка – его шпиндель. Для удовлетворительного сверления шпиндель должен вращаться точно и плохо сопротивляться любым боковым силам, возникающим в результате сверления.Практически на всех станках шпиндель вращается в шариковых или конических роликоподшипниках с предварительным натягом. Шпиндель, приводящий в движение режущий инструмент, вращается в невращающейся игле, которая подается вверх или вниз. Некоторые машины имеют только ручную подачу, другие имеют механическую подачу. Станки этого типа могут быть оснащены винтом с положительным ходом для нарезания резьбы и механизмом реверсирования шпинделя. Как правило, предусмотрен регулируемый упор для ограничения глубины хода пиноли и. с механической подачей для отключения подачи или реверсирования резьбонарезного шпинделя на определенной глубине.Большинство станков имеют коническое отверстие Морзе на конце шпинделя, но у небольших станков часто есть сверлильный патрон, прикрепленный к концу шпинделя. Шпиндели сверлильных станков с дробной мощностью обычно приводятся в движение клиновыми ремнями; зубчатые передачи, а некоторые имеют многоскоростные двигатели.
Для удовлетворительного сверления шпиндель должен вращаться точно и плохо сопротивляться любым боковым силам, возникающим в результате сверления.Практически на всех станках шпиндель вращается в шариковых или конических роликоподшипниках с предварительным натягом. Шпиндель, приводящий в движение режущий инструмент, вращается в невращающейся игле, которая подается вверх или вниз. Некоторые машины имеют только ручную подачу, другие имеют механическую подачу. Станки этого типа могут быть оснащены винтом с положительным ходом для нарезания резьбы и механизмом реверсирования шпинделя. Как правило, предусмотрен регулируемый упор для ограничения глубины хода пиноли и. с механической подачей для отключения подачи или реверсирования резьбонарезного шпинделя на определенной глубине.Большинство станков имеют коническое отверстие Морзе на конце шпинделя, но у небольших станков часто есть сверлильный патрон, прикрепленный к концу шпинделя. Шпиндели сверлильных станков с дробной мощностью обычно приводятся в движение клиновыми ремнями; зубчатые передачи, а некоторые имеют многоскоростные двигатели. Также используется числовое программное управление.
Также используется числовое программное управление.
Сверлильные станки обычно можно разделить на: настольные, вертикальные, радиальные, многошпиндельные, многошпиндельные, сверлильные, переходные и специальные.Хотя термин «сверлильный станок» используется часто, особенно в отношении небольших сверлильных станков для легких режимов работы, последний термин используется чаще из-за общих характеристик мощности.
Станки настольные сверлильные
Настольные сверлильные станки подразделяются на простые и чувствительные сверлильные станки.
Обычные настольные машины очень распространены. Шпиндель вращается на шарике bcar-
- -Adiustmeni
Скорость шпинделя
Основные части и движения o (одношпиндельное прямое сверлильное прессование в невращающейся пиноли, которую можно перемещать вверх и вниз в головке станка, чтобы обеспечить подачу на сверло.Вертикальный лев передается ручным приводным колесом через шестерню, которая входит в зацепление с рейкой на пиноли. Пружина поднимает узел пиноль-анил-шпиндель в наивысшее положение при отпускании ручного рычага. Шпиндель приводится в движение ступенчатым шкивом, который движется на шлицевом валу, обеспечивая таким образом вращение независимо от вертикального положения шпинделя.
Пружина поднимает узел пиноль-анил-шпиндель в наивысшее положение при отпускании ручного рычага. Шпиндель приводится в движение ступенчатым шкивом, который движется на шлицевом валу, обеспечивая таким образом вращение независимо от вертикального положения шпинделя.
Шкив буровой оправки
Противовес
Шкив буровой оправки
Противовес
Моторная база
Рычаг подачи пальцев
Двусторонняя связь
Колонка
База
Сверлильный стержень с натяжным раструбом 3 плотно прилегает к зубцам для постоянного контакта
Моторная база
Рычаг подачи пальцев
Двусторонний соединитель
Колонка
База
pj Сверхчувствительный сверлильный станок (а) для обработки небольших отверстий использует цифровое считывание и стереоскопический прибор
* микроскоп для точности, (b) Схема монтажного узла V-образного подшипника, который сводит к минимуму поломку инструмента
На прессах этого типа обычно можно просверливать отверстия диаметром до 13 мм. ) в диаметре и, возможно, предлагают выбор из восьми скоростей шпинделя в диапазоне от 600 до 3 (MX) об / мин. Рабочие столы часто содержат отверстия для использования при зажимных работах. Такой же тип машины можно получить на длинной колонне, чтобы она могла стоять на полу, а не на скамейке.
) в диаметре и, возможно, предлагают выбор из восьми скоростей шпинделя в диапазоне от 600 до 3 (MX) об / мин. Рабочие столы часто содержат отверстия для использования при зажимных работах. Такой же тип машины можно получить на длинной колонне, чтобы она могла стоять на полу, а не на скамейке.
Размер настольных и вертикальных сверлильных станков определяется удвоенным расстоянием от оси шпинделя до ближайшей точки на колонне; следовательно, это показатель максимального размера работы, которую можно просверлить на станке.Например, сверлильный станок I диаметром 380 мм (15 дюймов) позволит просверлить отверстие в центре заготовки диаметром 380 мм (15 дюймов).
Чувствительные настольные машины по сути такие же, как и обычные настольные, за исключением того, что они обычно меньше по размеру, имеют более точные шпиндели и подшипники и работают на более высоких скоростях – до 30 000 об / мин. Для сверления небольших отверстий предусмотрены очень чувствительные механизмы подачи с ручным управлением. Такие машины удобны для подачи небольших сверл во избежание поломки.
Такие машины удобны для подачи небольших сверл во избежание поломки.
Очень маленькие отверстия необходимо просверливать на сверхчувствительных прессах с вращающимися шпинделями на высоких скоростях: в одной конструкции используются V-образные насадки (рис. 2). За действием сверла наблюдают в микроскоп. Просверлены отверстия диаметром менее 25 мкм (0,0010 дюйма), а диаметр 125 мкм (0,005 дюйма) является обычным в инструментальной и часовой промышленности.
Станки для вертикального сверления
Термин вертикальный или вертикальный применяется к сверлильным станкам, которые стоят на полу и имеют механическую подачу шпинделя.Вертикальные станки могут быть как одношпиндельными, так и револьверными.
Одношпиндельные станки по своей конструкции аналогичны настольным станкам, но они тяжелее. Вертикальные сверлильные станки являются наиболее широко используемым типом для сверления в тяжелых условиях. Выпускаются как круглые, так и коробчато-колонные конструкции. но машины с коробчатой колонной более распространены из-за их жесткости.
но машины с коробчатой колонной более распространены из-за их жесткости.
Вертикальные сверлильные станки обычно имеют диапазон скорости вращения шпинделя от 60 до 3500 об / мин и скорость подачи от 4 до 12 шагов от 0.От 10 до 0,64 мм / об (от 0,004 до 0,025 дюйма / об). В большинстве современных машин используется односкоростной двигатель и зубчатые передачи для обеспечения диапазона скоростей и подачи. Некоторые устройства используют многоскоростные электродвигатели для достижения хотя бы некоторых из различных скоростей шпинделя.
Типы шпиндельных приводов. Различные системы привода шпинделя, все подходящие для сверления, дуги, используемые на вертикальных станках. Эти системы включают следующее:
• Четырехскоростной моторный привод: мотор устанавливается над шпинделем на одной линии или прикреплен ремнем к шпинделю.Оператор может быстро и легко изменить скорость, стоя на уровне пола. Это хорошая система для нарезания резьбы или реверсивного привода, использующего более низкие скорости двигателя, и подходит для инструментального цеха или производства средней мощности. Доступная мощность ограничена для бурения в тяжелых условиях
Доступная мощность ограничена для бурения в тяжелых условиях
• Привод с несколькими клиновыми ремнями: это односкоростной привод, обычно используемый на машинах специального назначения. Это хороший реверсивный привод и может передавать
лошадиных сил.• Шкив с шаговым шкивом, клиноременный привод: изменение скорости при этом приводе происходит медленно, потому что оператору приходится подниматься по лестнице, чтобы сделать изменение.Это. тем не менее, хороший универсальный и реверсивный привод и может передавать высокую мощность
• Десятиступенчатый быстросменный V-образный привод: эта система привода обеспечивает десять скоростей, расположенных в геометрической прогрессии, которые можно быстро и легко изменить с уровня пола. Это хороший универсальный привод для сверления и нарезания резьбы, способный передавать большую мощность
л.с. • Привод с регулируемой скоростью: с помощью этой системы привода скорости можно быстро и легко изменить на уровне пола. Эта система обеспечивает хороший универсальный привод для бурения.Однако это плохой реверсивный привод из-за инерции колоколов и шкивов, а также из-за того, что может передаваться только умеренная мощность в лошадиных силах
Эта система обеспечивает хороший универсальный привод для бурения.Однако это плохой реверсивный привод из-за инерции колоколов и шкивов, а также из-за того, что может передаваться только умеренная мощность в лошадиных силах
• Редукторный привод: с помощью этого универсального привода четыре или более скоростей могут быть связаны со шпинделем или зацеплены за них, а изменение скорости может производиться на уровне пола. Крутящий момент на низкой скорости отличный, может передаваться высокая мощность, и его можно использовать для реверсирования в умеренных условиях.
• Задний зубчатый привод: эта система, обычно с понижением от 4: 1 до 6: 1, удваивает число скоростей, доступных для различных приводов шпинделя.Il также расширяет свой диапазон до более низких скоростей для больших тихоходных инструментов, требующих повышенного крутящего момента
Муфта подачи обычно предназначена для автоматического отключения, когда шпиндель достигает заданной глубины или когда он достигает пределов своего хода.
Рабочие столы на большинстве вертикально-сверлильных станков содержат отверстия и пазы для использования в зажимных работах и почти всегда имеют канал по краям для сбора смазочно-охлаждающей жидкости, когда она используется. На машинах с коробчатой колонной стол устанавливается на вертикальных направляющих на передней части колонны и может подниматься или опускаться с помощью подъемного винта с кривошипно-ручным управлением.
Вертикальные сверлильные станки револьверного типа, такие как агрегат, показанный на рис. 3., используются там, где необходимо выполнить серию отверстий разного размера или серию операций (например, центральное сверление, сверление, развертывание и торцевание). неоднократно подряд. Револьверы могут быть радиальными или со смещением и иметь шесть, восемь или десять инструментов, готовых к использованию. После того, как выбранные инструменты установлены в револьверной головке, каждый из них может быть быстро приведен в положение для приведения в движение силовым шпинделем, просто вращая револьверную головку. Такие машины особенно подходят для числового управления (рис.4), а револьверная головка обычно устанавливается на подвижной колонне с перемещением 760 на 1525 мм (30 на 60 дюймов), станки типа l’urret также идеально подходят для использования в качестве обрабатывающие центры (см. раздел «Обрабатывающие центры» в статье «Многооперационная обработка» в этом томе).
Такие машины особенно подходят для числового управления (рис.4), а револьверная головка обычно устанавливается на подвижной колонне с перемещением 760 на 1525 мм (30 на 60 дюймов), станки типа l’urret также идеально подходят для использования в качестве обрабатывающие центры (см. раздел «Обрабатывающие центры» в статье «Многооперационная обработка» в этом томе).
Станки радиально-сверлильные
Когда необходимо просверлить несколько отверстий в разных местах на большой заготовке, радиально-сверлильные станки позволяют перемещать сверлильный шпиндель в нужное место вместо того, чтобы перемещать и повторно зажимать заготовку
, как это требовалось бы на обычном вертикально-сверлильный станок (Hi :.5). Таким образом исключается большая часть непроизводственной работы. и более крупные детали могут быть легко размещены.
Радиально-сверлильные станки имеют большую, тяжелую, круглую вертикальную колонну, опирающуюся на большое основание. Колонна поддерживает радиальный рычаг, который можно поднимать и опускать с помощью мощности, и вся колонна может вращаться на основании. Головка шпинделя с механизмом изменения скорости и подачи установлена на радиальном плече, так что он может перемещаться горизонтально в любое желаемое положение на плече. Таким образом, комбинированными движениями подъема или опускания и покачивания лучевой руки.Наряду с горизонтальным перемещением узла шпинделя шпиндель можно быстро привести в нужное положение для сверления отверстий в любой желаемой точке на большой заготовке, установленной либо на основании станка, либо на полу.
Головка шпинделя с механизмом изменения скорости и подачи установлена на радиальном плече, так что он может перемещаться горизонтально в любое желаемое положение на плече. Таким образом, комбинированными движениями подъема или опускания и покачивания лучевой руки.Наряду с горизонтальным перемещением узла шпинделя шпиндель можно быстро привести в нужное положение для сверления отверстий в любой желаемой точке на большой заготовке, установленной либо на основании станка, либо на полу.
Радиально-сверлильные станки относятся к:
• Станки для радиально-сверлильного станка, обеспечивающие только вертикальное движение шпинделя
• Полууниверсальные станки, в которых шпиндельная головка может поворачиваться вокруг горизонтальной оси, перпендикулярно нижнему плечу, что позволяет сверлить отверстия под углом в вертикальной плоскости.
• Универсальные станки, в которых дополнительная угловая регулировка обеспечивается вращением радиального рычага вокруг горизонтальной оси. Ihus позволяет просверливать отверстия под любым желаемым углом
Ihus позволяет просверливать отверстия под любым желаемым углом
Размер радиально-сверлильного станка определяется радиусом самого большого диска, в котором можно просверлить центральное отверстие при
- r • * Сверлильный станок с твердой станиной и скользящей головкой с 9-дюймовым восьмипозиционным инструментом револьверная головка и двух / трехкоординатное числовое программное обеспечение
шпиндельная головка находится в крайнем крайнем положении. Радиально-сверлильные станки доступны в размерах от 0,9 до 3,7 м (от 3 до 12 футов).Кроме того, при указании размера принято указывать диаметр колонны, но это не всегда делается. Размеры столбцов варьируются от 229 до 660 мм (от 9 до 26 дюймов). Большинство радиально-сверлильных станков имеют широкий диапазон подач и скоростей. Например, один типичный станок имеет 32 скорости вращения шпинделя от 20 до 1600 об / мин и 16 подач от (от 1,076 до 3,18 мм / об (от 0,003 до 0,125 дюйма / об)). К ним также относятся провода для притирки 8. II ‘/: 14. и 18 витков на 25 мм (I дюйм).
Изделие может быть смонтировано непосредственно на основании радиально-сверлильного станка с помощью I-образных пазов, предназначенных для крепления болтами.Другая процедура – использовать рабочий стол, прикрепленный к основанию. Когда такая машина используется в массовом производстве, к основанию можно прикрепить специальные приспособления или фиксирующие приманки для удержания работы.
Также доступны специальные типы радиально-сверлильных станков:
• Машины гусеничного типа опираются на рельсы, чтобы их можно было перемещать и зажимать в \ желаемом положении вдоль рельсов
• Машины с раздвижным основанием имеют колонны, которые можно перемещать вдоль основания, чтобы обеспечить бурение на более широкой площади.
• Переносная модификация с раздвижным основанием может быть легко поднята мостовым краном и установлена в желаемом месте
Большинство радиально-сверлильных станков оснащены достаточно тяжелыми подшипниками шпинделя, поэтому их также можно использовать для растачивания (см. Статью «Растачивание» в этом томе).
Станки многосверлильные
Рядный сверлильный станок эквивалентен двум. три четыре. шесть. или более вертикальных или производственных сверлильных станков в ряд с общим основанием или столом (рис. 6). Групповое сверло можно настроить так, чтобы работа могла передаваться от шпинделя к шпинделю для выполнения двух или более операций. В другом режиме такая же операция
Основные компоненты многосверлильного станка и их движения могут выполняться на всех шпинделях: оператор по очереди выгружает и загружает зажимное приспособление на каждом шпинделе, в то время как другие шпиндели режут с автоматической подачей.
На некоторых станках для группового сверления колонны можно перемещать в продольном направлении по основанию. Такие машины очень пригодятся в серийном производстве vu> rk. в котором несколько связанных операций (например, сверление, развертывание или растачивание отверстий разного размера) выполняются на одной детали. Изделие перемещается по этикетке в положение для работы на каждом шпинделе.
Сверлильные станкидоступны с механической подачей и без нее. Можно использовать один или несколько операторов.
Многошпиндельные сверлильные станки
Многошпиндельные сверлильные станки имеют от 2 до 100 или более шпинделей на головку и приводятся в движение двигателями мощностью 75 кВт (11 (H) л.с.).Эти станки можно использовать там, где несколько параллельных отверстий можно просверлить одновременно в высокопроизводительных приложениях. Я он несколько
Головки сверлильные
Рабочий стол
Основные компоненты станка для группового сверления и их движения
- r: _ c Основные компоненты радиально-сверлильного станка r, 3 * и их перемещения
Рабочий стол
Сверлильные головки
- Многошпиндельный сверлильный станок открытого типа, имеющий ходовую конструкцию
шпиндели приводятся в движение одной силовой головкой и одновременно вводятся в работу (рис.7) Шпиндели приводятся в движение и их можно регулировать на ограниченном участке с помощью направляющих штанги. Потому что области, которые могут быть покрыты соседними шпинделями, перекрываются. станок можно настроить для сверления отверстий в любом месте в пределах своей общей производительности. Например, обычная машина с 20 шпинделями может просверливать отверстия в любом месте в пределах круга диаметром 760 мм (30 дюймов). Для каждой работы изготавливается специальный кондуктор, обеспечивающий точное направление каждого сверла (рис. 8). Хотя такие машины дороги, их можно легко переоборудовать для использования в различных работах, где произведенное количество будет оправдывать небольшие затраты на установку и стоимость приспособления.
Доступны многошпиндельные сверлильные станки с широким диапазоном количества шпинделей в одной головке, и (две или более головок часто объединяются в одном станке для серийного производства. В некоторых случаях такие станки выполняют операции сверления одновременно на двух или более сторонах заготовки.
Приложения. Многошпиндельные станки в основном используются для трех основных типов производственных операций:
• Несколько операций (сверление, развертывание, снятие фаски, точечная обработка и т. Д. В одном отверстии.Машины, используемые для этих приложений, часто оснащены столами с ручным позиционированием, челночными столами или поворотными делительно-поворотными столами
• Одна операция для нескольких отверстий одинакового или разных размеров, находящихся в одной или разных плоскостях. Станки
- используют базовый шпиндель
pq Вид сбоку (o) и вид снизу (b) многошпиндельной сверлильной головки *, показывающий взаимное расположение шпинделей, сверлильной головки и заготовки, а также размеры, которые необходимо учитывать при выборе сверлильной головки, используемой для этих операций, может потребоваться поворотный делительный стол, если расстояния между отверстиями близки.Операции Mulliplc-plane часто выполняются с многопозиционными зажимными приспособлениями • Несколько операций с несколькими отверстиями, которые обычно требуют, чтобы станок был оборудован поворотным делительным столом или другим типом стола, особенно когда нарезание резьбы является одной из операций, которые необходимо выполнить
Многошпиндельные сверлильные головки предназначены для различного применения и имеют зубчатый или безредукторный (кривошипный) привод. Все инструменты на головной дуге подаются в заготовку вместе, но длины инструментов иногда смещены, так что нагрузки резания прикладываются постепенно.Существует три основных типа зубчатых сверлильных головок, а именно:
Карданные сверлильные головки с регулируемым рычагом обычно используются для частой замены или ограниченных производственных требований. Они обеспечивают максимальную гибкость, поскольку шпиндели можно отрегулировать в любом желаемом положении внутри корпуса головки. Шпиндели могут быть сняты или добавлены в зависимости от мощности головки. Шпиндели с регулируемым рычагом вращаются с помощью универсально соединенных шатунов, которые передают мощность от фиксированного центра.головка с шестеренчатым или кривошипным приводом. Все шпиндели вращаются с одинаковой скоростью, которая обычно ограничивается максимум 2000 об / нун в первую очередь из-за проблем износа шарниров и метода смазки. Некоторые стандартные станки оснащены карданными головками с диапазоном переключения высокой, нейтральной и низкой скорости для каждого шпинделя. Для включения этой функции переключателя скорости могут быть разработаны специальные головки.
Сверлильные головки с скользящей пластиной часто используются для повторяющихся схем отверстий и более длительных производственных циклов.Универсальные стержни того же типа, что и те, что используются в головках с регулируемым рычагом, приводят в движение шпиндели скольжения, установленные в пластине скольжения, которые можно менять для различных схем расположения отверстий. Возможность создания различных схем отверстий на фиксированных центрах может сделать головки скользящих пластин более желательными, чем головки с фиксированным центром; однако иногда требуется большее межцентровое расстояние между шпинделями, и точность расположения шпинделей не так высока. Шпиндели обычно вращаются с одинаковой скоростью, если головка не имеет специальной конструкции.Эти головки обычно используются для сверления отверстий диаметром от 1,6 до 57 мм (от 2,5 до 2 дюймов) или более в чугунах и сталях.
Сверлильные головки с фиксированным центром используются для специальных. высокопроизводительные машины. Количество шпинделей может варьироваться от 2 до 2000 или более, в зависимости от количества отверстий, необходимых в заготовках, или от легкости, с которой они могут обрабатываться. Безредукторные головки требуются для большого количества шпинделей, и все шпиндели работают с одинаковой скоростью для легких операций.Эти головки прочнее и жестче, чем головки с регулируемым рычагом или скользящей пластиной, потому что шпиндели постоянно фиксируются для требуемых схем расположения отверстий.
Безредукторный. Сверлильные головки с фиксированным центром и кривошипно-шатунным приводом используются, когда необходимость в отверстиях с близким центром делает использование шестерен и универсальных шарниров непрактичным или невозможным. Некоторые головки этого типа способны сверлить отверстия с межосевым расстоянием 4,8 мм (0,19 дюйма) и диаметром от 0,51 до 19,05 мм (от 0,020 до 0,750 дюйма).). В одном приложении. На плунжер пробивного пресса была установлена безредукторная буровая головка с 1800 шпинделями для просверливания акустических плит. Электроприводной двигатель I мощностью 38 кВт (50 л. С. I) был установлен на верхней части пресса.
Одна конструкция безредукторной сверлильной головки показана на рис. 9. Привод (A) в шпинделе сверлильного станка вращает кривошип (B) в сверлильной головке. Этот кривошип перемещает осциллятор (C) короткими колебательными движениями. Колебательное движение вращает отдельные шпиндели сверла (Di в том же направлении и с той же скоростью, что и кривошип IB).
Станки для глубокого сверления
При сверлении длинных отверстий в стволах винтовок, длинных шпинделях, шатунах и определенном оборудовании для бурения нефтяных скважин возникает ряд проблем, не встречающихся при обычных операциях бурения. По мере того как длина отверстия увеличивается. становится все труднее и труднее поддерживать работу и сверло должным образом.
Pin O Безредукторная сверлильная головка, в которой осциллятор (C) r, 9 * “вращает шпиндели сверла (D)
Рис.10 Станок с неподвижным столом и продольно-шпинделем для глубокого сверления
Быстрое удаление стружки при сверлении становится необходимым для обеспечения правильной работы и точности сверла.Скорость вращения t до 20 000 об / мин) и подачи должны быть тщательно определены teiW. ‘. Tvivi-, i>.;> ¿’ .R & aXe.r tcv. \ SsllulU, v jvl “отклонение, чем при сверле обычного размера. используется.
Для решения этих проблем были разработаны станки для глубокого сверления (рис. 10). Эти станки могут быть как горизонтального, так и вертикального типа, с одно- или многошпиндельной конструкцией. Кроме того, заготовка или сверло могут вращаться. Большинство станков имеют горизонтальную конструкцию, в которой используется ружейное сверло с центральной режущей кромкой, имеющее одну режущую кромку с прямой канавкой, проходящей по всей ее длине.Масло. под высоким давлением подводится к режущей кромке через отверстие в сверле. Обычно сверло неподвижно, и работа вращается в патроне с люнетами, обеспечивающими поддержку по всей ее длине, но там, где вращать работу трудно, ситуация обратная (рис. II). В ружейном сверлении. подача должна быть легкой, чтобы не допустить отклонения сверла.
Благодаря большому ходу хода и простоте удаления стружки, ружейный сверлильный станок также подходит для растачивания, трепанации и снятия фасок.Револьверная дрель подается в заготовку, лежащую на платформе. Оборудование этого типа требует эффективной системы охлаждения для перекачивания охлаждающей жидкости в большом объеме и высокого давления для охлаждения инструмента и удаления стружки. Система также фильтрует охлаждающую жидкость и поддерживает ее постоянную температуру. Вертикальные станки для глубокого сверления также доступны для работы, которая не является относительно продолжительной.
Станки для переброски бурения
Часто обозначается как автоматизированные машины. Передаточные сверлильные станки выполняют серию операций обработки на последовательных станциях и переносят работу с одной станции на другую.Они есть. по сути, производственная линия подключенных станков, которые синхронизированы в своей работе, так что заготовка. после загрузки на первой станции автоматически проходит через различные станции до завершения. Автоматические сверлильные станки с делительным столом или с линейным перемещением, а также
Шпиндель
Culling lluic ca “Dc-’60 ttvougn шпиндель
Читать здесь: L Ij
Была ли эта статья полезной?
Что такое сверлильный станок? – Определение, детали и типы
Что такое сверлильный станок?Сверло или сверлильный станок – это инструмент, который в основном используется для выполнения круглых отверстий или забивания крепежных деталей.Он оснащен битой, сверлом или отверткой, в зависимости от области применения, которая фиксируется патроном. Некоторые электрические дрели также имеют функцию молотка.
Сверла различаются по скорости, мощности и размеру. Они имеют характерные проводные устройства с электрическим приводом, популярность которых резко снижается, а количество устройств с батарейным питанием растет.
Сверла обычно используются в деревообработке, металлообработке, строительстве, производстве станков, строительстве и коммунальных проектах.Специально разработанные версии созданы для медицины, космоса и миниатюрных приложений.
Сверлильный станок, также называемый сверлильным прессом, представляет собой мощный инструмент, используемый для вырезания круглого отверстия в металле, пластике, дереве или других твердых материалах или сквозь них путем поворота и продвигания вращающихся сверл в заготовку.
Этот сверлильный режущий инструмент удерживается в сверлильном станке патроном и вводится в работу с переменной скоростью. Скорость и подача должны быть установлены правильно, а охлаждающая жидкость должна быть обеспечена для желаемой готовой детали.Сверлильный станок можно использовать не только в процессе сверления, но и для многих других операций обработки.
На сверлильном станке можно выполнять различные операции, такие как плоское сверление, ступенчатое сверление, корончатое сверление, растачивание, зенкование, развертывание, зенкование, точечная обработка, нарезание резьбы и трепанация.
Детали сверлильного станкаСверлильный станок обычно состоит из нескольких или всех следующих частей.
- Основание: обычно крепится болтами к земле, чтобы выдержать вес бурового станка.
- Колонна: расположена на одной стороне основания, выдерживает нагрузку на рукоять и буровую головку с установленным на ней подвижным столом.
- Рычаг: в верхней части колонны, несет буровую головку и корпус приводного механизма.
- Сверлильная головка: установлена на одной стороне консоли, состоит из механизма подачи и привода. Он может скользить вверх и вниз.
- Рабочий стол: установлен на колонне, может перемещаться вертикально и горизонтально.
- Механизм подачи: ручная и автоматическая подача от электродвигателя.
- Шпиндель: удерживает сверло или режущий инструмент и вращается в фиксированном положении в втулке.
- Патрон: расположен на шпинделе, удерживает кондуктор.
- Электродвигатель
Когда мощность подается на двигатель, шпиндель вращается, и, таким образом, присоединенный к нему ступенчатый шкив также вращается.На другом конце прикреплен еще один ступенчатый шкив, который переворачивается для увеличения или уменьшения скорости вращательного движения.
Теперь клиновой ремень помещается между ступенчатыми шкивами, чтобы приводить в действие передачу мощности. Здесь вместо плоского ремня используется клиновой ремень для повышения энергоэффективности.
Теперь вращается и сверло, которое было помещено в патрон и которое было соединено со шпинделем. При вращении шкивов вращается и шпиндель, который может вращать сверло.
Теперь, вращая маховик, шпиндель перемещается вверх и вниз в вертикальном направлении, чтобы обеспечить необходимое количество подачи для работы, и это сверло используется для проделывания отверстий на компоненте, размещенном в машинных тисках.
Типы сверлильных станковЕсть много различных типов сверлильных станков:
- Радиально-сверлильный станок
- Вертикальный сверлильный станок
- Автоматический сверлильный станок
- Многошпиндельный сверлильный станок
- Глубокосверлильный станок
- Чувствительный сверлильный станок
- Портативный сверлильный станок
- Сверлильный станок с выемкой
Вот несколько различных типов сверлильных станков с их конструкцией, характеристиками и применением.
- Портативный сверлильный станок (Ручной сверлильный станок): обычно небольшой по размеру и содержит универсальный двигатель, используемый для сверления отверстий в скалах или любой твердой поверхности, подходящий для любого места. Просверливаемая деталь удерживается в тисках.
- Чувствительный сверлильный станок (Настольный сверлильный станок): идеально подходит для изготовления небольших отверстий на высоких скоростях, обычно состоит из основания, рабочего стола, шпинделя, сверлильной головки, приводного механизма и колонны. Работа начинается с сверла, вставляемого в деталь вручную.
- Радиально-сверлильный станок : в основном для сверления больших и тяжелых рабочих мест, стол можно отрегулировать по высоте. Это позволяет оператору устанавливать шпиндель непосредственно над заготовкой, а не перемещать ее к инструменту, а также позволяет создавать пересекающиеся или угловые удержания за одну установку.
- Вертикальный сверлильный станок : больше и сильнее, чем чувствительный сверлильный станок, предназначен для обработки отверстий среднего и большого размера.
- Станок для сверлильного станка: можно использовать для сверления, развёртывания, зенковки и нарезания резьбы, просто нужно перемещать станок назад и вперед.
- Станок для глубокого сверления кротов : специальный тип, который предназначен для сверления глубоких отверстий в шатунах, шпинделях и др. С высокой скоростью резания и меньшей подачей.
- Многошпиндельный сверлильный станок : с несколькими шпинделями, идеально подходит для сверления большого количества отверстий в детали и сверления одинаковых отверстий на идентичных заготовках.
- Сверлильный станок с ЧПУ: Сверлильный станок с ЧПУ может автоматически менять инструмент с помощью револьверной головки или автоматического устройства смены инструмента.Программа контролирует скорость, подачу и положение стола.
- Микро сверлильный станок : чрезвычайно точный, высокая скорость шпинделя, используется для обработки крошечных или очень мелких деталей.
- Сверлильный станок револьверного типа: оснащен несколькими сверлильными головками, установленными на револьверной головке, инструмент может быть быстро перемещен в нужное положение.
СВЯЗАННЫЕ СООБЩЕНИЯ
Сколько типов сверлильных станков существует?
Существует 8 различных типов сверлильных станков.
- Переносной сверлильный станок .
- sensitive сверлильный станок .
- Вертикальный сверлильный станок .
- Радиально-сверлильный станок .
- Gang сверлильный станок .
- Многократный шпиндель станок .
- Автомат сверлильный станок .
- Станок для сверления глубоких отверстий .
Щелкните, чтобы увидеть полный ответ
Соответственно, что такое сверлильный станок и его типы?
Сверло Пресс – это станок , который поворачивает и продвигает вращающийся инструмент в заготовку.Существует множество различных типов или конфигураций сверлильных станков , но большинство сверлильных станков можно разделить на четыре большие категории: вертикально чувствительные, вертикальные, радиальные и специальные.
Кроме того, какие два общих типа сверлильных станков? Типы сверлильных станков
- Напольные или стоячие. Напольный или стоячий сверлильный станок – это один из двух основных типов сверлильных станков.
- Скамья. Настольный сверлильный станок – второй по значимости тип сверлильного станка.
- Чувствительный к вертикальному положению. Вертикальные чувствительные сверлильные станки бывают как напольными, так и настольными.
- Многошпиндель.
- Плечо радиальное.
В связи с этим, что такое сверлильные станки?
Сверлильный станок , называемый сверлильным прессом , используется для вырезания отверстий в металле, дереве или других материалах или сквозь них (Рисунок 6-1). Сверлильные станки используют сверлильный инструмент с режущими кромками на острие. Сверлильные станки могут использоваться для выполнения других операций.
Какие части сверлильного станка?
Основные детали сверлильного станка – это основание, колонна, головка сверла, головка и шпиндель. Основание из чугуна может опираться на скамейку, пьедестал или пол в зависимости от конструкции. Более крупные и тяжелые машины заземлены на пол. Колонна монтируется на основание вертикально.
Сверлильный станок || Определение, типы, детали, работа, применение и инструменты
Сверлильный станок- Сверлильный станок – один из самых важных станков в мастерской.
- В Сверлильный станок отверстий можно просверлить быстро и с меньшими затратами.
- Отверстие производится поворотной кромкой режущего устройства, известного как сверло , которое прикладывает огромную мощность к заготовке, закрепленной на столе.
- отверстий были пробурены египтянами в 1200 г. до н.э. около 300 лет назад с помощью луковых сверл.
- Луково-сверлильный станок – прародитель современных металлорежущих станков.
Определение сверлильного станка
- Сверло или Сверлильный станок – это инструмент, который используется для выполнения круглого отверстия в заготовке.
- Удаляет металл в виде стружки с помощью сверл .
- Это следующие типы сверлильных станков: –
1. Переносной сверлильный станок
2. Станок вертикально-сверлильный
3. Станок сверлильный
4. Станок сверлильный автомат
5. Чувствительный сверлильный станок
6.Станок радиально-сверлильный
7. Многофункциональный сверлильный станок
8. Станок сверлильный для глубоких отверстий
1. Переносной сверлильный станок
- Этот вид сверлильного станка может легко работать в любом месте мастерской для растачивания зазоров в заготовках в любом положении, которое не может быть расточено на стандартном сверлильном станке.
- Двигатель по большей части представляет собой комплексный двигатель, который может работать как от А.C и D.C.
- Максимальный размер сверла, которое он может вместить, составляет не более 12 – 18 мм.
- Станок работает на высокой скорости, так как используются только сверла меньшего размера.
2. Станок вертикально-сверлильный
- Предназначен для обработки деталей среднего размера.
- Для выполнения различных работ может быть доступно огромное количество осевых скоростей и подач.
Изображение: Вертикально-сверлильный станок
- Стол станка дополнительно имеют разного рода переделки.
- Имеется два основных класса: –
и. Станок круглого сечения или столбчато-сверлильный станок
- Он состоит из круглой колонны, которая поднимается из основания, которое опирается на пол, кронштейна и узла круглого стола, а также узла сверлильной головки.
- Стол и рычаг могут перемещаться в круговом сегменте до 180 ° вокруг секции и могут быть закреплены в любом положении.
- Стол может вращаться на 360 ° вокруг своего центра независимо от положения рычага для размещения заготовок под шпинделем.
- Максимальный размер отверстий, которые может просверлить станок, не превышает 50 мм.
ii. Коробчатая секция колонны Станок сверлильный
- Имеет квадратный стол, установленный на салазках на передней стороне стойки станка.
- Тяжелая коробка колонна придает машине прочность и несгибаемость.
- Стол поднимается или опускается подъемным винтом, который оказывает дополнительную помощь столу.
- Эти уникальные особенности позволяют машине работать с более тяжелыми деталями и зазорами более 50 мм в поперечнике.
3. Станок сверлильный
- Это станок, в котором различные сегменты одноосного сверлильного станка ставятся рядом друг с другом на стандартном основании и имеют типовой рабочий стол.
- Имеет от четырех до шести шпинделей, может стоять рядом.
- Операции серии серии могут выполняться на изделии путем перемещения шпинделя изделия из одного положения в другое на рабочем столе.
- Скорость и подача шпинделей регулируются независимо.
4. Станок сверлильный автомат
- Он может выполнять последовательность задач обработки на прогрессивных единицах и естественным образом перемещать работу от одной единицы к другой.
- Этот тип станка предназначен только для генерации, может использоваться для обработки, хонингования и сравнительных работ, несмотря на растачивание и нарезание резьбы.
5. Сверлильный станок Sensitive
- Это небольшая конструкция станка для сверления небольших отверстий на высокой скорости при выполнении легких работ.
- Основание станка можно установить на скамейке или на полу.
Изображение: Сверлильный станок Sensitive
- Он состоит из вертикальной секции, стола уровня, головки, поддерживающей двигатель и приводной инструмент, и вертикального вала для привода и поворота дрели.
- Нет программы действий для какой-либо запрограммированной подачи вала сверла.
- Может вращать сверла диаметром от 1.5 – 15,5 мм.
6. Станок радиально-сверлильный
- Предназначен для сверления средних и крупных и тяжелых заготовок.
- Он состоит из большой круглой вертикальной секции, установленной на огромном основании.
- Сегмент поддерживает выдвинутый рычаг, который можно поднимать и опускать для обработки деталей различного роста.
7. Многофункциональный сверлильный станок
- Его основная функция – просверлить несколько отверстий в детали.
Изображение: Многошпиндельный сверлильный станок
- Также для воспроизведения одинаковой схемы отверстий в количестве одинаковых деталей при серийном производстве.
8. Станок для сверления глубоких отверстий
- В этом станке используются специальные станки и сверла для сверления глубоких отверстий в стволах винтовок, кривошипных валах, длинных валах и т. Д.
- Длительная активность обычно поддерживается несколькими фокусами, чтобы предотвратить любое перенаправление.
- Станок может быть горизонтального или вертикального типа.
Также читается
Токарный станок – Введение, детали, работа, принцип работы.
Станок фрезерный – определение, виды, детали, принцип работы.
Токарно-револьверный станок
Детали сверлильного станка- Это следующие основные части сверлильного станка: –
1.Голова
2. Шпиндель
3. Патрон сверлильный
4. Таблица
5. База
6. Колонка
1. Голова
- Он установлен на самой высокой точке сегмента и содержит ведущий и стимулирующий компоненты оси.
2. Шпиндель
- Это конический вал круглой формы, который помогает удерживать сверлильный патрон .
- Изготовлен из высокоуглеродистой хромистой стали , нержавеющей стали или стальных сплавов.
- Передают вращательное движение от сверлильной головки к бурильным кондукторам.
- Он может двигаться вверх и вниз с помощью зубчатой рейки и шестеренчатого механизма .
3. Патрон сверлильный
- Обычно это самоцентрирующийся , который изготовлен из специальной легированной стали.
- Он находится на нижнем конце шпинделя.
4.Стол
- Имеется на колонне с Т-образными пазами для закрепления заготовки непосредственно на ее торце.
- Они могут быть круглой или прямоугольной формы.
5. База
- Это та часть машины, на которой присутствует вертикальная колонна.
- Поддерживает колонну и рабочий стол с другими насадками.
- Отливка.
6. Колонка
- Это вертикальный элемент станка, который поддерживает стол и головку, содержащую весь приводной механизм .
- Может быть коробчатого или круглого сечения.
- Ящик-столб является более жестким агрегатом.
- В колонне Box тип передняя поверхность колонны точно обработана для формирования направляющих, по которым стол может перемещаться вверх и вниз для вертикальной регулировки.
- В круглой сегментной стойке зубья нарезаны по сути сегмента для вертикального развертывания рычага и стола.
- Это следующие различные операции, которые могут выполняться на сверлильном станке: –
1.Бурение
2. Растачивание
3. Развертка
4. Заточное растачивание
5. Операция встречного опускания
6. Точечная обработка
7. Нарезание резьбы
8. Притирка
9. Шлифовка
10. Операция трепанации
Изображение: Работа сверлильного станка
1.Бурение
- Сверление – это операция создания цилиндрического отверстия путем удаления металла путем вращения кромки режущего инструмента, называемого сверлом.
Изображение: Бурение
- Это один из простейших способов проделать отверстие.
- Нет точного отверстия в заготовке из-за вибрации шпинделя и сверла.
2. Растачивание
- Целью растачивания является увеличение отверстия с помощью регулируемого режущего инструмента только с одной режущей кромкой.
- Он обрабатывает внутреннюю поверхность отверстия, уже сделанного при литье.
- Для корректировки круглости отверстия.
- Для обработки области зазора, поскольку сверлильный аппарат следует автономно, как и для зазора.
3. Развертка
- Это точный метод оценки и завершения отверстия, которое недавно было пробурено.
- Инструмент, используемый для развёртывания, известен как расширитель , который имеет несколько режущих кромок.
- Не может образовать дыру.
- Он в основном следует по пути, который недавно был просверлен, и удаляет крайне ограниченное количество металла.
- Материал, удаляемый в ходе этого процесса, составляет около 0,375 мм и для точной работы он не должен превышать 0,125 мм.
4. Заточное растачивание
- Это операция цилиндрического увеличения конца отверстия.
- Увеличенное отверстие образует квадратное плечо с первым зазором.
- Скорость резания для этой операции на на 25% меньше, чем при сверлении, .
5. Операция встречного опускания
- Это действие по созданию конусообразного расширения конца отверстия для обеспечения выемки для винта с плоской головкой или заклепки с потайной головкой, вставляемой в отверстие.
- Стандартные зенковки имеют угол наклона 60 °, 82 ° или 90 ° , а режущие кромки инструмента сформированы на конической поверхности.
6. Точечная обработка
- Это операция сглаживания и прямоугольной формы поверхности вокруг отверстия для гнезда для гайки или головки винта.
- По этой причине можно использовать зенковку или необычное приспособление для борьбы с пятнами.
7. Нарезание резьбы
- Это операция нарезания внутренней резьбы с помощью режущего инструмента метчик .
- Метчик можно рассматривать как толчок с перерезанными на нем точными струнами.
- Резьба действует как затвердевшие и шлифованные режущие кромки.
- Удаляет металл и нарезает внутреннюю резьбу, которая подходит для наружной резьбы того же размера.
8. Притирка
- Это операция калибровки и чистовой обработки отверстия малого диаметра, уже закаленного путем удаления очень небольшого количества материала с помощью перехлеста.
- Притирка вставляется в отверстие и перемещается вверх и вниз при вращении.
9. Шлифование
- Это операция по чистовой обработке закаленного отверстия.
- Шлифовальный круг приводится во вращение вместе с валом и опускается вниз.
- Точность шлифования достаточно высокая – ± 0,1125 мм.
10. Операция трепанации
- Это операция создания отверстия путем удаления металла по окружности полого режущего инструмента.
- Используется для изготовления отверстий большого диаметра.
- Инструмент похож на полую трубу с режущими кромками на одном конце и прочным хвостовиком на другом, который подходит для сверлильного шпинделя.
- Это одна из эффективных стратегий забивания дыры.
1. Сверло
- A Drill – это режущий инструмент с канавками, используемый для создания или увеличения отверстия в прочном материале.
- Производится самых разных типов и размеров.
- Типы обычно используемых сверл:
и. Плоское или лопаточное сверло
ii. Сверло с прямой канавкой
iii. Спиральное сверло с двумя губами
iv. Корончатое сверло с коническим хвостовиком
v. Сверло для масляных труб
vi. Центровочное сверло
и. Плоское или лопаточное сверло
- Плоское сверло иногда используется, когда спиральное сверло эквивалентного размера недоступно.
- Обычно его изготавливают из куска инструментальной стали круглого сечения, который выковывают для придания формы и шлифуют по размеру.
- Режущая кромка отличается от 90 ° – 120 ° , а угол наклона передней кромки составляет 3 ° – 8 °.
Недостатки
- Этот тип сверл заключается в том, что каждый раз при шлифовании сверла диаметр уменьшается.
- Просверливание настоящего прямого отверстия не может облегчить ситуацию, поскольку острие сверла имеет тенденцию выходить за пределы центра.
- Фишки не выходят из отверстия автоматически, но имеют тенденцию собираться более или менее плотно.
ii. Сверло с прямой канавкой
- Он имеет канавки или канавки, идущие в соответствии с осью сверла.
- Это можно рассматривать как режущий инструмент с нулевым передним углом .
Изображение: Сверло с прямыми канавками
- Это неудобно в стандартной практике, так как стружка не выходит из отверстия автоматически.
- В основном используется для сверления латуни, меди или других более мягких материалов.
iii. Спиральное сверло с двумя губами
- Первоначально он был изготовлен путем скручивания плоского куска инструментальной стали в продольном направлении на несколько оборотов, а затем шлифования диаметра и острия.
- Современные спиральные сверла изготавливаются путем обработки двух спиральных канавок или канавок, которые проходят вдоль корпуса сверла.
- Сверло спиральное – инструмент для концевой резки.
- Различные типы спиральных сверл:
а. Спиральное сверло Jobbers с параллельным хвостовиком
г. Спиральное сверло с параллельным хвостовиком серии
г. Спиральное сверло с параллельным хвостовиком, длинной серии
г. Спиральное сверло с коническим хвостовиком
а. Спиральное сверло Jobbers с параллельным хвостовиком
- Сверло имеет две спиральные канавки с одинаковым хвостовиком примерно такой же ширины, как и режущий конец.
- Диаметр сверла от 0.2 – 16 мм увеличивается на 0,02 – 0,03 мм в нижнем положении до 0,25 мм в верхнем положении.
г. Спиральное сверло с параллельным хвостовиком серии
- Сверло представляет собой укороченную форму спирального сверла с равным хвостовиком, причем укорочение происходит по длине канавки.
Изображение: Упор параллельного хвостовика
- Диаметр сверла от 0,5 – 40 мм с увеличением на 0.3 мм в младших сериях до 0,25 – 0,5 мм в более высоких сериях.
г. Спиральное сверло с параллельным хвостовиком, длинной серии
- Он имеет две винтовые канавки с параллельным хвостовиком примерно с диаметром хвостовика в качестве режущего конца.
- Общая длина этого сверла такая же, как у спирального сверла с коническим хвостовиком соответствующего диаметра.
- Диаметр варьируется от 1,5 – 26 мм с увеличением на 0,3 мм в младших сериях до 0.25 мм в высшей серии.
г. Спиральное сверло с коническим хвостовиком
- Имеет две винтовые канавки с коническим хвостовиком для удержания и привода сверла.
- Хвостовик этих сверл соответствует конусу Морзе .
- Диаметр от 3 до 100 мм.
- Диаметр увеличивается на 0,3 мм в самой низкой серии с коническим хвостовиком Морзе.
iv. Корончатое сверло с коническим хвостовиком
- Эти сверла предназначены для расширения полых, перфорированных или перфорированных зазоров.
- Эти сверла не могут образовывать отверстие в твердом материале, потому что режущие кромки не доходят до центра сверла.
- Металл удаляется по скошенной кромке на конце каждой канавки.
- Режущее действие корончатого сверла такое же, как у расширителя с розеткой , и оно регулярно используется в качестве черновой развертки.
v. Сверло для масляных труб
- Используется для сверления глубоких отверстий.
- Он проходит вдоль корпуса по спирали для переноса масла непосредственно к режущим кромкам.
vi. Центровочное сверло
Изображение: Центровочное сверло
- Это спиральные сверла с прямым хвостовиком и двумя канавками, которые используются при просверливании центральных отверстий на концах вала.
- Изготавливаются более мелких размеров.
- Это следующая геометрия спирального сверла: –
1. Кузов
2. Флейта
3.Хвостовик
4. Губы
5. Перемычки
6. Маржа
7. Мертвая точка
8. Рельефный уголок
9. Угол при вершине
10. Угол винтовой линии
11. Угол режущей кромки зубила
Изображение: Геометрия спирального сверла
1. Кузов
- Это часть сверла с рифлением и ослаблением.
2. Флейта
- Образует режущие кромки на острие.
- Чтобы чипы ускользнули.
- Для скручивания фишек на скручивание.
- Они позволяют смазочно-охлаждающей жидкости достигать режущих кромок.
3. Хвостовик
- Это та часть сверла, которая подходит к держателю.
4. Губы
- Это основная режущая кромка сверла .
5. Перемычки
- Это металлический столбик сверла для разделения канавок.
6. Маржа
- Тонкая поверхность вдоль углубления определяет размер сверла и регулирует его.
7. Мертвая точка
- Это острый край на конце сверла.
8. Угол наклона кромки
- Это осевой угол наклона внешнего угла выступа .
9. Угол при вершине
- Это угол между режущими кромками, спроецированными на плоскость, параллельную оси сверла и параллельную режущим кромкам.
10. Угол наклона винтовой линии
- Определяет переднюю кромку передней линии сверла.
11. Угол кромки долота
- Это угол между кромкой долота и режущей кромкой.
- Это следующие устройства, которые обычно могут использоваться для удержания работы в сверлильном станке: –
1.Тройник и зажимы
2. Тиски для сверлильного станка
3. Шаговый блок
4. V-образный блок
5. Угловая пластина
6. Шаблоны для сверл
1. Тройник и зажимы
- Это один из наиболее распространенных способов удержания работы непосредственно на столе сверлильного станка с помощью Т-образного болта и зажимов.
- Диаметр Т-болтов обычно составляет 15-20 мм.
Изображение: Т-болт
- Зажим или ремни изготовлены из плоской мягкой стали толщиной 12-20 мм, и 45-70 мм шириной .
- Вот некоторые из распространенных типов зажимов:
и. Зажим с плоским шлицем
- Они изготовлены из низкоуглеродистой стали и имеют центральную прорезь, через которую проходит Т-образный болт .
ii. Зажим “гусиная шея”
- Используется для удержания работ на достаточной высоте.
- Хомуты достаточно прочные и обычно изготавливаются методом ковки.
iii. U-образный зажим
Изображение: U-образный зажим
- Очень полезно для быстрой настройки работы.
- Хомут можно снять, не снимая гайки.
iv. Зажим для пальца
- Они имеют круглую или плоскую насадку, которую можно вставить в отверстие в заготовке для зажима.
v. Регулируемый ступенчатый зажим
Изображение: Регулируемый ступенчатый зажим
- На одном конце есть винт, который используется для выравнивания зажима, когда его другой конец упирается в заготовку.
2. Тиски для сверлильного станка
- Это один из наиболее распространенных способов удержания небольших заготовок правильной формы.
- Это может быть простой или универсальный типа .
- В универсальных тисках основание может поворачиваться на любой угол вокруг вертикальной оси и может наклоняться в вертикальной плоскости для просверливания отверстия в изделии под разными углами.
3. Шаговый блок
- Используется вместе с Т-образными болтами и зажимами для удержания изделия непосредственно на столе.
- Обеспечивает поддержку другого конца зажима.
- Изготовлены из низкоуглеродистой стали.
4. V-образный блок
- Используется для удержания круглых заготовок.
- Это точно обработанный чугун или стальные блоки .
5.Угловая пластина
Изображение: Угловая пластина
- Обычно они изготавливаются из чугуна с двумя гранями, расположенными под прямым углом друг к другу.
- Используется, когда необходимо просверлить отверстие параллельно другой поверхности.
6. Шаблоны для сверл
- Используется для удержания работы в процессе массового производства.
- Он может безопасно удерживать работу, находить работу и направлять устройство в любое идеальное положение.
Устройства для удержания инструмента
- Это следующие различные методы, которые используются для удержания инструментов в шпинделе сверла: –
1. Инструмент для прямого удержания
2. Рукав
3. Розетка
4. Патроны для сверл
5. Специальное оборудование
1. Инструмент для прямого удержания
- Все сверлильные станки общего назначения имеют шпиндель, расточенный до стандартного конуса для установки конического хвостовика инструмента.
- В шпинделе сверла обычно используется конус Морзе , что составляет приблизительно 1: 20.
- Инструмент можно снять, вдавив конический клин, известный как выколотка, в прорезь шпинделя.
2. Рукав
- Втулка входит в коническое отверстие шпинделя и удерживает хвостовики инструмента меньшего размера в коническом отверстии.
- Имеет плоский конец или выступ, который входит в прорезь шпинделя.
- Втулка с устройством может быть откачана путем принуждения поплавка внутрь отверстия оси, и устройство может быть независимым от втулки аналогичной процедурой.
3. Розетка
- Сверлильные насадки больше по размеру, чем гильзы для сверл.
- Состоит из цельного хвостовика , крепления к концу цилиндрического корпуса.
- Уменьшающийся хвостовик насадки входит с уменьшением оси бура и входит в нее.
4. Патроны для сверл
- Имеет конические хвостовики, которые подходят к шпинделю сверлильного станка.
- Они специально предназначены для удержания сверл меньшего размера или любых других инструментов.
- Используется в отраслях промышленности, таких как производство, металлообработка и т. Д.
- Используется для производства отверстий, таких как сверление, растачивание и т. Д.
- Используются также для подземных горных работ.
- Использование с целью подрезки.
- Требует меньше труда.
- Обеспечивает высокую точность и аккуратность.
- Никаких навыков операторов не требуется.
- Занимает меньше площади.
- Выдает большой крутящий момент на низких скоростях.
- Не подходит для небольших производств.
Для лучшего понимания посмотрите этот видеоролик
Внешние ссылки
Типы сверлильных станков
Дата публикации: 28 ноя 2009 | Обновлено: 28 ноя 2009 | Категория: Образование | Автор: niranjan | Уровень пользователя: Золотой | Баллы: 15 |
В этой статье рассказывается о различных типах сверлильных станков.Прочтите эту статью, чтобы узнать о типах сверлильных станков, переносных сверлильных станках, чувствительных сверлильных станках, вертикальных, радиальных, многосверлильных станках, многошпиндельных сверлильных станках и автоматических сверлильных станках.
сверлильный станок
сверлильный станок – это станок, который используется для сверления отверстий. Сверлильный станок играет важную роль в мастерской. Его ставят рядом с токарным станком в разрезе токарного станка в мастерской. Сверлильный станок в основном может использоваться для сверления отверстий.Помимо этого, он также может выполнять все операции, выполняемые на токарном станке, но с небольшими трудностями. Сверление отверстий может быть выполнено очень легко, эффективно, с низкими затратами и с высокой скоростью путем сверления. Все современные сверлильные станки для резки металла произошли от луковых сверл, использовавшихся египтянами в 1200 году до нашей эры.
Типы сверлильных станков
Сверлильные станки бывают разных типов в зависимости от размера, скорости резания, глубины резания и работы, на которых выполняется операция механической обработки.
Различные типы сверлильных станков:
1) Портативный сверлильный станок
2) Чувствительный сверлильный станок
a) Настольный
b) Напольный
3) Вертикальный сверлильный станок
a) Круглая колонна
b) Коробчатая колонна
4 ) Радиально-сверлильный станок
a) Радиально-сверлильный станок
b) Полууниверсальный радиально-сверлильный станок
c) Универсальный радиально-сверлильный станок
5) Многосверлильный станок
6) Многосверлильный станок
7) Автоматический сверлильный станок
a) Вертикальное сверление станок
b) Станок для глубокого сверления
1) Портативный сверлильный станок
Портативные сверлильные станки – это те станки, которые очень легко использовать и могут просверливать отверстия в любом месте мастерской.Этот тип сверлильного станка используется для сверления отверстий на объектах, которые нельзя перемещать. Переносные сверлильные станки работают либо от руки, либо от отдельного двигателя. Все части этого сверлильного станка маленькие и компактные. Используемый здесь двигатель универсального типа, что означает, что на него может подаваться питание постоянного или переменного тока. Глубина отверстий, которую можно получить с помощью портативного сверлильного станка, составляет от 12 до 18 мм. Ширина отверстия, получаемого с помощью портативного бурильщика, очень мала.Используются высокие скорости и небольшие сверла. В некоторых случаях эти сверлильные станки могут также работать на пневматическом приводе.
2) Чувствительный сверлильный станок
Эти сверлильные станки обычно используются для сверления небольших отверстий на высоких скоростях при выполнении легких работ. Основание станка устанавливается на скамейке (или) на полу. Различные части чувствительного сверлильного станка
а. Вертикальная колонна
б. Горизонтальный стол
c. Головка опоры двигателя
d.Механизм сверлильный
эл. Вертикальный шпиндель
В чувствительном сверлильном станке вся подача должна осуществляться вручную, поскольку нет специального приспособления для автоматической подачи. Отверстия просверливаются только вручную. У этого есть много преимуществ. Ручная подача помогает оператору почувствовать (или) определить ход сверла, если возникает какое-либо заклинивание (или) блокировка, которую можно легко освободить, что предотвращает поломку сверла. Чувствительный сверлильный станок можно использовать для сверления небольших отверстий с ручной подачей на высоких скоростях.Диаметр, полученный с помощью высокочувствительного сверлильного станка, составляет от 1,5 до 15,5 мм. даже более мелкие отверстия размером 0,35 мм могут быть легко получены с помощью сверхчувствительных сверлильных станков. Скорость, используемая для этой операции, может достигать 20 000 об / мин.
3) Вертикальный сверлильный станок
Вертикальный сверлильный станок по конструкции похож на чувствительный сверлильный станок. Эта машина также имеет вертикальную стойку, установленную на основании. Но конструкция более прочная.Он содержит механизм подачи питания, а также имеет отличный стол для загрузки работы. Большое количество скоростей и подач шпинделя возможно с помощью вертикально-сверлильного станка. Этот станок лучше всего подходит для обработки средних объемов работ. Вертикальные сверлильные станки в основном бывают двух типов.
а. Круглая секция колонны
б. Сверлильный станок для колонн
4) Радиально-сверлильный станок
Радиально-сверлильный станок можно использовать для сверления деталей среднего и большого размера. Радиально-сверлильный станок имеет круглое основание большего размера, на котором установлена тяжелая круглая колонна.Установлен радиальный рычаг, который может свободно перемещаться по длине колонны. Над этим рычагом установлен механизм сверлильной головки. Этот механизм сверлильной головки может свободно перемещаться по всей длине рычага. Не только эти два, но и радиальный рычаг может повернуть 3600. Таким образом, благодаря этим трем характеристикам, радиально-сверлильный станок может также сверлить большие работы. Если работа небольшая, ее можно установить над столом, а если работа большая, ее можно просверлить, поставив ее на пол. Есть три типа радиально-сверлильных станков
а.Станок сверлильный простой
б. Полууниверсальный сверлильный станок
г. Универсальный сверлильный станок
а. Сверлильный станок для плоских поверхностей
В этом станке предусмотрены условия для
a. Горизонтальное перемещение буровой головки
б. Рычаг вертикальной регулировки
c. Горизонтальное перемещение сверлильной головки вдоль плеча
d. Круговое движение горизонтального рычага вокруг вертикальной колонны.
г. Полууниверсальный сверлильный станок
В этих станках наряду со всеми функциями обычного сверлильного станка сверлильная головка может поворачиваться в горизонтальной плоскости перпендикулярно руке.Благодаря этому можно просверливать отверстия на заготовке под разными углами, кроме обычного сверления.
г. Универсальный сверлильный станок
В дополнение ко всем функциям полууниверсального сверлильного станка, рычаг, на котором установлена сверлильная головка, может вращаться по горизонтальным осям, это свойство позволяет станку просверливать отверстие под любым углом
5) Gang сверлильный станок
В этом типе одношпиндельные колонны сверлильного станка расположены рядом, но имеют общую основу и общий рабочий стол.Этот тип станка называется станком для группового сверления. В некоторых случаях никакие регулировки не могут быть выполнены, поскольку они зафиксированы постоянно, но большинство станков могли изменять подачу и скорость каждого шпинделя, и даже шпиндель можно было перемещать. Этот вид сверлильных станков используется для производственных работ. У них также есть возможность менять инструменты.
6) Многошпиндельный сверлильный станок
В этом станке количество шпинделей связано с одним двигателем и приводится в движение.Этот сверлильный станок широко используется для производственных работ. В этих машинах движение подачи обычно достигается за счет подъема стола. Работу можно безопасно выполнить, даже опустив буровую головку вниз. Шпиндели сконструированы таким образом, что можно регулировать межосевое расстояние между каждым шпинделем. Шпиндель обычно устанавливается со сверлом. Главный недостаток – невозможно управлять скоростью для одного шпинделя. Все шпиндели обычно соединяются с главным приводом с помощью универсального шарнира для облегчения регулировки межосевого расстояния между шпинделями.
7) Автоматические сверлильные станки
В этом методе весь процесс является автоматическим, начиная с загрузки работы и заканчивая выгрузкой готовой продукции без каких-либо ручных операций. Эта машина чаще всего используется в производственных целях. Помимо сверления, также могут выполняться другие операции, такие как формовка, фрезерование, хонингование, нарезание резьбы.
8) Станки для глубокого сверления
Этот тип сверлильных станков в основном используется для сверления глубоких отверстий.Этот тип станка обычно используется в стволах буровых ружей, кривошипных валах, длинных валах и т. Д. Обычно эти станки используются на высоких скоростях и малых подачах. Смазочно-охлаждающие жидкости используются строго для охлаждения кромок инструмента и удаления стружки с места резания. Длинная работа, естественно, поддерживается множеством опор, чтобы предотвратить любые отклонения в работе. Вращение работы и сверла выполняется для получения точности. Эти станки могут быть горизонтальными (или) вертикальными и используются таким образом, чтобы инструмент совершал возвратно-поступательное движение от точки разреза к внешней стороне корпуса, что помогает в удалении стружки.
типов сверлильных станков – Esskay International Machine Tools Blog
Сверление – это процесс резки материала с целью создания ямы или углубления в материал.Согласно исследованиям, 75% всего металлорежущего материала, то есть удаляемого, происходит в процессе сверления.
Сверлильные станки проектируются по глубине поверхности. В основном есть два типа сверлильных станков: вертикальное сверление и настольное сверло. Настольное сверло используется для сверления отверстий в различных материалах, таких как металл, пластик и дерево. Настольный сверлильный станок крепится к столу с помощью плотно пригнанных болтов для более быстрого сверления материала больших размеров.Цель, полученная с помощью этого сверла, является фиксированной и также может обрабатывать бурение под разными углами. Насадка сверла прикрепляется к патрону на одном конце, а затем вращается вокруг, в то время как на целевой материал оказывается высокое давление. Наконечник режущего инструмента и его края играют жизненно важную роль в работе резки.
История сверлильного станкаВозможно, вы слышали о Homo-sapiens в своих учебниках по истории. Homo-sapiens впервые открыли для себя применение вращающихся инструментов, они создали свое первое вращающееся оборудование.Они использовали заостренный камень и применили раскатку руками, чтобы проделать отверстие в другом материале. По мере того, как они расширяли свои исследования, они начали использовать тонкую законченную палку и прикрепили к ней кремневое острие, чтобы уменьшить трение и увеличить скорость сверления. Позднее она была признана первой ручной дрелью.
Типы сверлильных станковПортативный сверлильный станок (Ручной сверлильный станок):
Портативный сверлильный станок широко используется, потому что его можно легко носить с собой куда угодно.Он используется для сверления отверстий на небольших площадях, под крайними углами и в любом положении, и это невозможно, если мы будем использовать стандартные сверла. Он довольно компактен и может сверлить от 12 до 18 мм в диаметре. Скорость портативного сверлильного станка выше, чем у других сверл.
Чувствительный сверлильный станок:
Сверление небольших отверстий на высокой скорости выполняется без проблем с помощью высокоточного сверлильного станка. Управлять этой машиной немного сложно, поэтому основание этой машины крепится на верстаке с помощью болтов для плавного обращения.С его помощью легко просверлить отверстия диаметром до 15 мм. Эта машина названа так потому, что оператор может определять ход сверления благодаря ручной подаче.
Радиально-сверлильный станок:
Радиально-сверлильный станок может обрабатывать заготовки со средней и большой площадью поверхности. Это очень тяжелая дрель, установленная на большом основании. К колонне прикреплены радиальные рычаги, это подвижная часть, которую можно поворачивать в различных положениях. Есть и другие части машины, такие как основание, колонна, радиальный рычаг, приводной механизм и буровая головка.
Основание: Основание имеет прямоугольную форму и легко устанавливается на полу.
Радиальный рычаг: Радиальный рычаг устанавливается параллельно основание и легко регулируется по вертикали.