Внутришлифовальные станки – Поставки станков
Назначение и принцип действия
Внутришлифовальные станки используется для обработки глухих и сквозных отверстий цилиндрической или конической формы, а также с материалами и деталями сложных конфигураций.
Применяются такие виды станочного оборудования в разных промышленных направлениях:
- в производстве автодеталей, запчастей для авиационной техники;
- в машиностроении;
- при изготовлении интерьерных и фасадных элементов;
- для производства строительных конструкций.
Чаще всего применение внутришлифовальных станков актуально на производственных предприятиях, занимающихся изготовлением таких видов металлопродукции и деталей:
- подшипников роликовой или шариковой конструкции;
- уплотнительных колец, дисков;
- инструментов для резания металлов, сверления, фрез, насадок;
- втулок, зубчатых колес.
Принцип действия таких видов станков основан на воздействии абразивными материалами, оттачивающими поверхность изделия.
- Вращения шлифовального круга.
- Вращения обрабатываемой детали, закрепленной в патроне.
- Продольная и поперечная подача шлифовального узла относительно заготовки.
Вся процедура проходит в несколько этапов, первым из которых является установка подходящего шлифовального круга и самой заготовки. Далее после запуска оборудования абразивный инструмент подводится строго по оси вращения к центру обрабатываемой детали.
Сначала выполняется черновая обработка с относительно грубой шлифовкой, обеспечивающей снятие шероховатостей. После этого методом тонкой обработки достигаются требуемые размеры получаемой поверхности.
Конструктивные особенности и технические требования
Практически для всех моделей внутришлифовальных станков характерны общие конструктивные решения. Устройство любой модификации включает такие инженерные узлы и детали:
- прочная станина, стойкая к деформации и действию вибрации;
- рабочий стол;
- шкаф управления и электрооборудование;
- элементы охлаждающей системы;
- шпиндель;
- узел для фиксации заготовки.


Чтобы достигались установленные технологические характеристики будущего изделия в процессе шлифовальной обработки, станочное оборудование должно соответствовать стандартным требованиям:
- иметь скорость обработки до 35 м/с;
- точность шлифовки от 0,16 мкм до 1 мкм;
- частота вращения ротора мотора в пределах 12-80 тыс. оборотов за одну минуту;
- мощность электромотора в пределах 1,5-11,5 кВт.
При таких характеристиках новый высокоточный внутришлифовальный станок обладает способностью к обработке деталей с широким диапазоном диаметров обрабатываемых отверстий, в зависимости от технических характеристик самого оборудования и используемого шлифовального диска.
При чистовом шлифовании точность обрабатываемой поверхности проверяется специальными калибровочными инструментами.
Описание эксплуатационных преимуществ
Применение в производственном цикле такого оборудования позволяет решать ряд задач по металлообработке и добиваться большей интенсивности процесса. Также преимуществом станков этой категории считается снижение трудоемкости, исключение ручного труда и повышение рентабельности производственных действий.
Также преимуществом станков этой категории считается снижение трудоемкости, исключение ручного труда и повышение рентабельности производственных действий.
К числу других практических достоинств относятся:
- предусмотренная конструкцией функция регулировки числа оборотов и частоты вращения шлифовального круга либо заготовки;
- повышенная износостойкость конструктивных деталей станка;
- идеальная точность и корректность выдержки размеров обрабатываемого отверстия;
- повышенный технологических ресурс подвижных узлов и деталей, длительный период эксплуатации;
- возможность выполнения шлифовальных операций в отверстиях любых форм и размеров;
- комплектации блоками автоматического управления;
- обработка материалов с любыми структурными свойствами, степенью плотности;
- подбор размеров шлифовальных кругов;
- выбор зернистости абразивных материалов для обрабатываемого инструмента;
- шлифовка отверстий в закаленных деталях.

Одновременно с тем каждый станок внутришлифовального типа имеет простой функционал, позволяющий легко выполнять даже сложные процедуры. Такое оснащение не требует наличия высоких профессиональных навыков, оно просто в обслуживании. Все узлы обладают отличной ремонтопригодностью и возможностью быстрой замены или реставрации.
Признаки классификации
Прежде чем купить для комплектации производственной линии станок внутришлифовального назначения, придется определиться с объемами предполагаемых работ, степенью их сложности, видом процессов и производительности.
По способу управления и автоматизации можем разделить внутришлифовальные станки на следующие виды:
- Универсальные с ручным управлением применяются при обработке единичных изделий, при этом, установка и выверка детали, настройка рабочих узлов, а так же контроль за работой оборудования производится оператором вручную.
- Полуавтоматические станки целесообразно использовать в серийном производстве, в этом случае процесс шлифования контролируется специальным измерительным устройством, при этом происходит отключение цикла по завершению обработки.
- Автоматы дополнительно оснащены устройствами загрузки заготовок и выгрузки готовых изделий. В данном варианте шлифовка осуществляется по определенному циклу. Такой тип оборудования распространен в массовом производстве, где не требуется частая переналадка.

При определении необходимого станка по типу, комплектации и исполнению выбор остается за покупателем. В свою очередь, мы предлагаем помощь нашей компании «Стандарт» в подборе соответствующей модели, исходя из ценовых соображений, показателей мощности. В выборе также участвуют такие критерии, как:
- длина хода;
- углы разворота бабки;
- степень точности шлифовки и вероятность погрешности;
- максимальные и минимальные показатели диаметра заготовки;
- уровень автоматизации процесса.
Стоимость и условия покупки
По всем вопросам выбора и уточнения условий покупки станка внутришлифовального типа обращайтесь по телефону  ru. Цена и сроки поставки зависят от исполнения, комплектации и типа оборудования. На все станки предоставляется гарантия 12 месяцев.
ru. Цена и сроки поставки зависят от исполнения, комплектации и типа оборудования. На все станки предоставляется гарантия 12 месяцев.
По отдельному соглашению, проведем пусконаладочные работы на площадях заказчика с обучением обслуживающего персонала и изготовлением тестовых деталей.
Внутришлифовальные станки / КонсультантПлюс
│ Внутришлифовальные станки │
├───────────────────┬─────┬───────────────────────────────────────────────┤
│ а) шлифование │1 │Включить вращение шлифовального круга │
│ отверстия │2 │Включить вращение детали │
│ │3 │Включить движение и подвести стол в продольном │
│ │ │направлении │
│ │4 │Подвести шлифовальный круг в поперечном │
│ │ │направлении до появления искры │
│ │5 │Включить подачу │
│ │6 │Выключить подачу (перекрывается машинным │
│ │ │временем) │
│ │7 │Отвести шлифовальный круг в поперечном │
│ │ │направлении │
│ │8 │Отвести стол в продольном направлении и │
│ │ │включить его движение │
│ │9 │Выключить вращение детали │
│ │10 │Выключить вращение шлифовального круга │
│ │11 │Измерить │
│ ├─────┼───────────────────────────────────────────────┤
│ б) шлифование │1 │Включить вращение шлифовального круга │
│ торца │2 │Включить вращение детали │
│ │3 │Подвести шлифовальный круг к детали в │
│ │ │продольном направлении │
│ │4 │Отвести шлифовальный круг от детали в │
│ │ │продольном направлении │
│ │5 │Выключить вращение детали │
│ │6 │Выключить вращение шлифовального круга │
│ │7 │Измерить │
Открыть полный текст документа
Внутришлифовальные станки серии OIG | Станкогрупп
Описание
Информация о внутришлифовальных станках серии OIG
Машина имеет эргономичный дизайн для удобной работы. Станина изготовлена из высококачественного чугуна со специальной термической обработкой и обеспечивает высокую точность работы год за годом.
Станина изготовлена из высококачественного чугуна со специальной термической обработкой и обеспечивает высокую точность работы год за годом.
Все направляющие смазываются автоматической системой смазки, тем самым обеспечивая плавное движение без сопротивления и максимального износа.
Все шлифовальные движения полностью управляются автоматически. Это обеспечивает высокую точность и удобство в эксплуатации при значительном увеличении производительности. Оборудование отлично подходит как для массового, так и для небольшого производства.
Шпиндельная бабка работает на роликовом подшипнике, благодаря чему достигается жесткость конструкции, бесшумная работа, высокая точность обработки. Передняя бабка может поворачиваться по/против часовой стрелки на 7 ° ~ 8 °, что позволяет производить шлифование конических деталей.
Точность ШВП в сочетании с сервоприводом обеспечивает диапазон изменения скорости подачи.
Серводвигатель имеет компактную конструкцию, значительный крутящий момент, скорость, высокую точность и стабильность.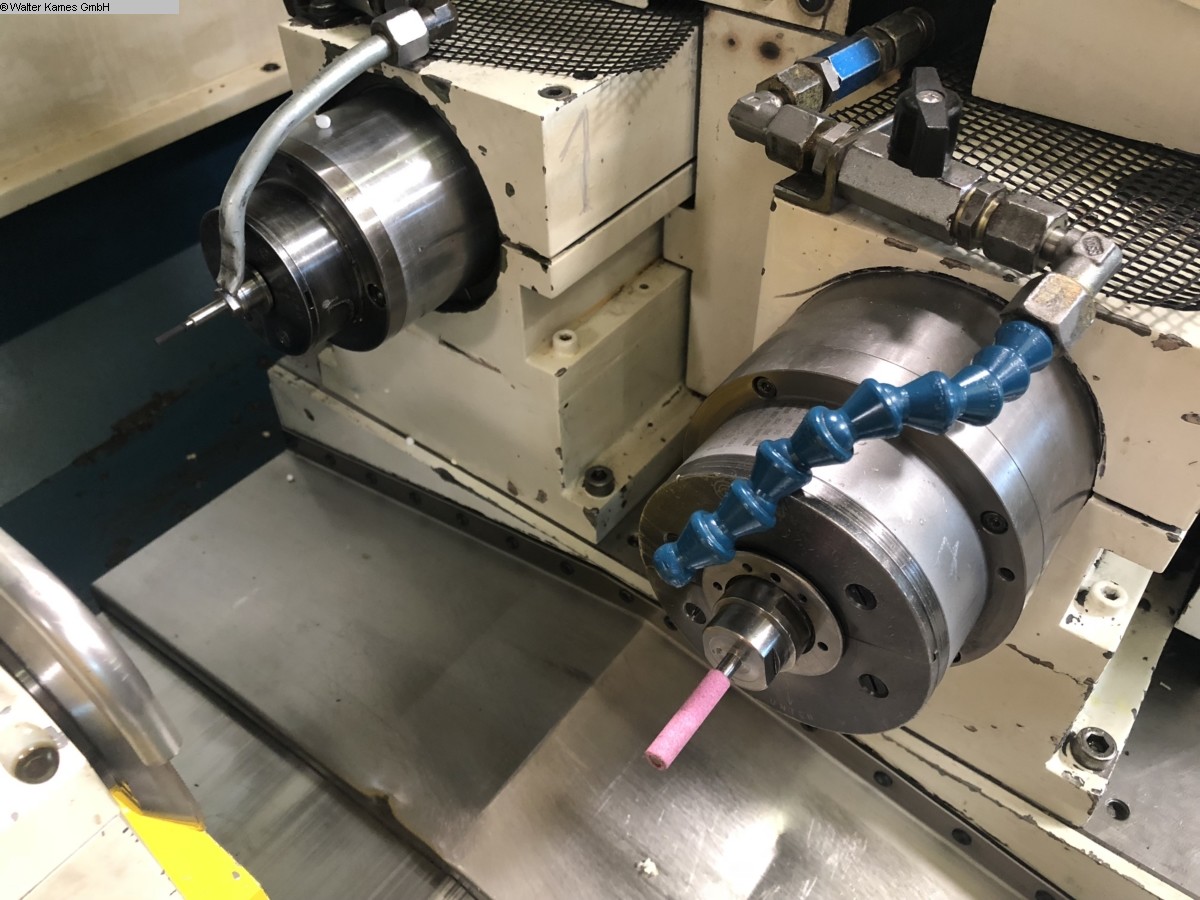
Возвратно-поступательное движение управляется гидравлической системой, стабильно обеспечивающей изменение переменной скорости.
NC контролируется автоматической заправкой с компенсацией.
Для труднообрабатываемых деталей выбирают несколько режимов обработки, которые обеспечивают желаемое качество шлифования.
Для удовлетворения требований массового производства данное оборудование можно обеспечить автоматической загрузкой и разгрузкой, полностью в автоматическом режиме.
| Технические характеристики | Ед. изм. | OIG-150 | OIG-200 |
| Диаметр шлифования | мм | 6-150 | 6 ~ 200 |
| Макс. длина заготовки | мм | 150 | 200 |
| Макс. диаметр над столом | мм | 520 | 400 |
| Расстояние до кожуха бабки изделия | мм | 320 | 280 |
Макс. перемещение стола перемещение стола | мм | 540 | 400 mm |
| Макс. скорость перемещения стола – ось Z | м/мин | 5 | 5 |
| Частота вращения шпинделя | об/мин | 0-550 | 0-550 |
| Скорость подачи по оси Х | м/мин | 5 | 5 |
| Мин. перемещение по оси Х | мм | 0,001 | 0,001 |
| Мин. перемещение по оси Y | 0,001 | ||
| Мин. перемещение по оси Z | мм | 0,001 | 0,001 |
| Угол поворота бабки изделия (ручной поворот) | ° | вперед 8 – назад 7 | вперед 8 – назад 7 |
Код ТН ВЭД 8460231001. Станки внутришлифовальные для шлифования цилиндрических поверхностей, с точностью позиционирования по любой оси не ниже 0, 01 мм. Товарная номенклатура внешнеэкономической деятельности ЕАЭС
Позиция ТН ВЭД
|
 Машины, оборудование и механизмы; электротехническое оборудование; их части; звукозаписывающая и звуковоспроизводящая аппаратура, аппаратура для записи и воспроизведения телевизионного изображения и звука, их части и принадлежности (Группы 84-85)
Машины, оборудование и механизмы; электротехническое оборудование; их части; звукозаписывающая и звуковоспроизводящая аппаратура, аппаратура для записи и воспроизведения телевизионного изображения и звука, их части и принадлежности (Группы 84-85) ..
.. 01.17] станки шлифовальные прочие/[по 31.12.16] станки шлифовальные с точностью позиционирования по любой оси не ниже 0,01 мм, прочие
01.17] станки шлифовальные прочие/[по 31.12.16] станки шлифовальные с точностью позиционирования по любой оси не ниже 0,01 мм, прочие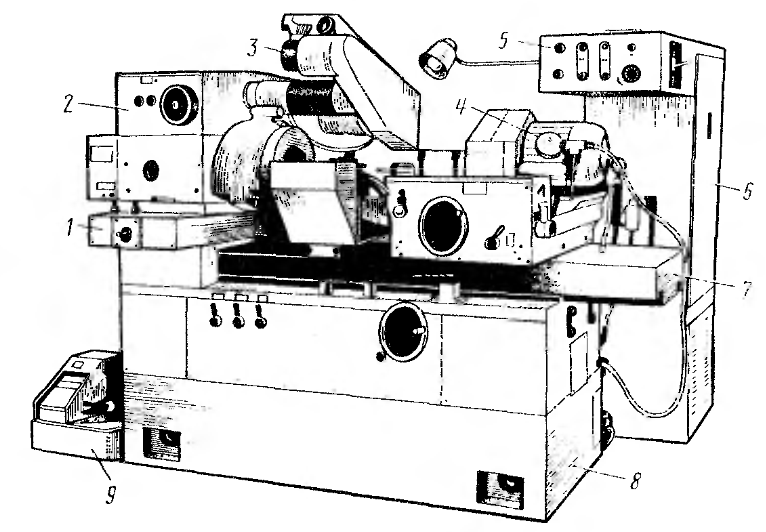 ..
..Позиция ОКПД 2
|
 41.23
41.23Таможенные сборы – ИМПОРТ
| Базовая ставка таможенной пошлины | 5% реш.54 |
| Акциз | Не облагается |
| НДС | Технические средства для инвалидов Реакторы ядерные.
0% – 36. Специальные технические средства для обучения инвалидов и осуществления ими трудовой деятельности, которые могут быть использованы только для профилактики инвалидности или реабилитации инвалидов 20% – Прочие
Комплектующие для гражданских воздушных судов Реакторы ядерные; котлы.. (НДС-авиазапчасти): Федеральный закон 117-ФЗ от 05. 08.2000 ГД РФ 08.2000 ГД РФ
0% – авиационные двигатели, запасные части и комплектующие изделия, предназначенные для строительства, ремонта и (или) модернизации на территории Российской Федерации гражданских воздушных судов, при условии представления в таможенный орган документа, подтверждающего целевое назначение ввозимого товара 20% – Прочие |
 . (НДС):
. (НДС):Рассчитать контракт
Внутришлифовальный станок JHI-150NC
Макс. глубина шлифования, мм
Диапазон шлифования, мм
Расстояние между центрами, мм
Макс. диаметр заготовки, мм
диаметр заготовки, мм
Обороты Шлифовального шпинделя, об/мин
Макс. глубина шлифования, мм150
Диапазон шлифования, мм6-150
Расстояние между центрами, мм200
Макс. диаметр заготовки, мм280
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Макс. глубина шлифования, мм150
Диапазон шлифования, мм6-150
Расстояние между центрами, мм200
Макс. диаметр заготовки, мм280
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Макс. глубина шлифования, мм
глубина шлифования, мм150
Диапазон шлифования, мм6-150
Расстояние между центрами, мм200
Макс. диаметр заготовки, мм280
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Макс. глубина шлифования, мм300
Диапазон шлифования, мм20 – 300
Расстояние между центрами, мм1200
Макс. диаметр заготовки, мм350
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Макс. глубина шлифования, мм300
Диапазон шлифования, мм20 – 300
Расстояние между центрами, мм1200
Макс. диаметр заготовки, мм
диаметр заготовки, мм350
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Макс. глубина шлифования, мм300
Диапазон шлифования, мм20 – 300
Расстояние между центрами, мм600
Макс. диаметр заготовки, мм350
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Макс. глубина шлифования, мм300
Диапазон шлифования, мм20 – 300
Расстояние между центрами, мм600
Макс. диаметр заготовки, мм350
Обороты Шлифовального шпинделя, об/мин10 000 – 60 000
Добавить в корзину
Устройство внутришлифовальных станков – Шлифовальные станки
Устройство внутришлифовальных станков
Категория:
Шлифовальные станки
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
1. Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки.
В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 1 показаны различные схемы базирования. На рис. 1, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (а), в патроне по торцам (б), 3 втулке по наружному диаметру с зажимом по торцам (е).
Рис. 1. Схема базирования деталей при внутреннем шлифовании:
1 — шлифовальный круг, 2 — обрабатываемая деталь, 3 — зажимные устройства, 4 —корпус, 5 — ведущий ролик
2. Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси по стрелке и вокруг оси отверстия по стрелке. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
Рис. 2. Схема внутреннего шлифования с планетарным вращением круга
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК- Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели 3K230B, оснащены торцешлифовальными приспособлениями.
Рис. 3. Общий вид внутришлифовального станка модели ЗК227В
Слева от станка расположен бак для охлаждающей жидкости с электронасосом и магнитным сепаратором, сзади — насосная станция, электрошкаф с пультом управления, а также масляный пневмоагрегат, подающий масляный туман к опорам шпинделя.
Работу станка рассмотрим по кинематической схеме.
Привод главного шлифовального шпинделя, установленного в шариковых подшипниках, осуществляется от асинхронного электродвигателя. Привод шпинделя торцешлифовального приспособления осуществляется также от асинхронного электродвигателя.
Продольная и поперечная подачи осуществляются шлифовальной бабкой, смонтированной на мосту.
Для осуществления продольной подачи стол с мостом и шлифовальной бабкой перемещается по направляющим станины, одна из которых плоская, вторая — V-образная. Направляющие станины обеспечены надежной лабиринтной защитой и смазываются от отдельной смазочной станции с тонкой фильтрацией смазки.
Рис. 4. Кинематическая
В станках предусмотрен механизм колебательного движения стола, обеспечивающий улучшение качества обработки, особенно-при шлифовании глухих отверстий.
Поперечная подача может также осуществляться как автоматически, так и вручную. Автоматическая подача управляется гидроприводом и осуществляется прерывисто на одинарный или двойной ход. Храповое колесо, поворачиваясь на предварительно установленное число зубьев, через систему зубчатых колес, смонтированных в механизме подачи, передает вращение винту с гайкой качения, чем осуществляется перемещение в поперечном направлении шлифовальной бабки. Ручная подача осуществляется вращением маховика через механизм. Величину подачи настраивают с-помощью кнопки, расположенной на механизме.
Храповое колесо, поворачиваясь на предварительно установленное число зубьев, через систему зубчатых колес, смонтированных в механизме подачи, передает вращение винту с гайкой качения, чем осуществляется перемещение в поперечном направлении шлифовальной бабки. Ручная подача осуществляется вращением маховика через механизм. Величину подачи настраивают с-помощью кнопки, расположенной на механизме.
Передняя бабка установлена на мосту. Корпус ее выполнен за одно целое с плитой, на которой смонтирован электродвигатель постоянного тока, обеспечивающий бесступенчатое вращение шпинделя детали. Шпиндель смонтирован со стороны патрона в двухрядном роликоподшипнике, а со стороны шкива в двух радиально-упорных сдуплексированных шарикоподшипниках.
Торцешлифовальное приспособление выполнено в виде самостоятельного узла и смонтировано на корпусе передней бабки. Для наладки маховиком перемещают штангу, несущую хобот с торцешлифовальным шпинделем. Поворот хобота в рабочее положение и возврат в исходное положение осуществляется от гидроцилиндра через систему рычагов. Подача круга на врезание осуществляется перемещением торцешлифовального шпинделя в шариковой втулке с помощью маховика.
Подача круга на врезание осуществляется перемещением торцешлифовального шпинделя в шариковой втулке с помощью маховика.
Для правки предусмотрено приспособление. Торцешлифоваль-ный круг правят вручную путем качательного движения оправки с алмазом.
На универсальных станках установлены измерительные приборы для визуального контроля. Лапка прибора, настроенного по эталону, заводится в шлифуемое отверстие и по мере снятия припуска действует на индикатор, что позволяет следить за ходом шлифования и прекращать обработку по достижении размера. На станках могут быть также установлены приборы активного контроля.
Рис. 5. Схема компенсации износа шлифовального круга при работе до упора
Рис. 6. Механизм компенсации износа круга
Реклама:
Читать далее:
Бесцентровые внутришлифовальные станки
Статьи по теме:
| Наименование параметра | 3К228А | 3К229А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50. .300 .300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1. .7 .7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60. .600 .600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
▷ Подержанные станки для внутреннего шлифования
Определение: станки для внутреннего и торцевого шлифования
strong> Внутренние шлифовальные станки (или: внутренние круглошлифовальные станки) обеспечивают точный разрез внутренней поверхности отверстий, подшипников качения, цилиндров и т. Д. Этот специальный шлифовальный станок обычно имеет токарный шпиндель . Как при внешнем, так и при внутреннем круглом шлифовании можно выделить два различных метода шлифования: продольное и поперечное .Внутренние шлифовальные станки широко используются в производственном секторе серии . Особая категория, известная как универсальные станки , обычно используется из-за ее способности выполнять внутреннее и внешнее шлифование одновременно. В Surplex вы найдете бывшие в употреблении внутренние шлифовальные станки (с ЧПУ или обычные) от ведущих производителей, таких как VOUMARD, STUDER и т. Д. – высокое качество по разумным ценам!
Д. Этот специальный шлифовальный станок обычно имеет токарный шпиндель . Как при внешнем, так и при внутреннем круглом шлифовании можно выделить два различных метода шлифования: продольное и поперечное .Внутренние шлифовальные станки широко используются в производственном секторе серии . Особая категория, известная как универсальные станки , обычно используется из-за ее способности выполнять внутреннее и внешнее шлифование одновременно. В Surplex вы найдете бывшие в употреблении внутренние шлифовальные станки (с ЧПУ или обычные) от ведущих производителей, таких как VOUMARD, STUDER и т. Д. – высокое качество по разумным ценам!
Подержанные внутришлифовальные станки – Для продажи в Surplex
Index
- Промышленное применение внутреннего шлифовального станка
- Истоки и развитие внутреннего шлифовального станка
- Области применения и примеры работы с внутренним шлифовальным станком
- Производители и поставщики внутренние шлифовальные машины
 Общий термин «внутренний круглошлифовальный станок» дополнительно описывает функции станка. Также доступны внешние круглошлифовальные станки с приспособлением для внутреннего шлифования, что позволяет обрабатывать детали за одну операцию зажима и, например, точно отцентрировать внешние подшипники и соответствующее внутреннее гнездо вала относительно друг друга. Доступны как обычные, так и внутренние шлифовальные станки с ЧПУ. Внутренние шлифовальные машины обычно имеют шлифовальный шпиндель с различными положениями поворота.
Общий термин «внутренний круглошлифовальный станок» дополнительно описывает функции станка. Также доступны внешние круглошлифовальные станки с приспособлением для внутреннего шлифования, что позволяет обрабатывать детали за одну операцию зажима и, например, точно отцентрировать внешние подшипники и соответствующее внутреннее гнездо вала относительно друг друга. Доступны как обычные, так и внутренние шлифовальные станки с ЧПУ. Внутренние шлифовальные машины обычно имеют шлифовальный шпиндель с различными положениями поворота.- Обработка внутренней поверхности цилиндрических деталей
- Поворотный шлифовальный шпиндель
- Точность в пределах 1/100 мм
Базовая конструкция внутренней шлифовальной машины состоит из прочного каркаса, рассчитанного на низкий уровень вибрации, который поддерживает все остальные компоненты машины. Вал шпинделя с главным шпинделем приводит в движение заготовку, которая фиксируется либо магнитными, либо обычными зажимами, либо зажимной втулкой.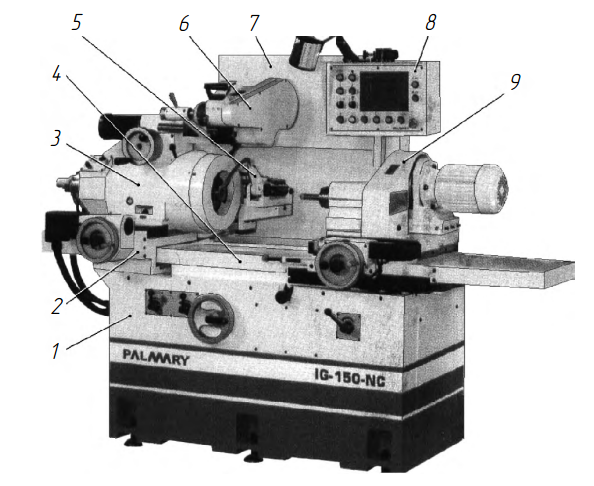 Шлифовальный шпиндель приводит в движение мелющее тело и поворачивается на салазках для регулировки съема материала. Большинство внутренних шлифовальных станков с ЧПУ обладают системой контроля столкновений. Внутренний измельчитель работает как всухую, так и с соответствующим охлаждением. Охлаждение облегчает удаление отходов фрезерования, повышая точность поверхности. Точность этой машины в пределах сотых долей миллиметра, что позволяет без проблем изготавливать арматуру.
Шлифовальный шпиндель приводит в движение мелющее тело и поворачивается на салазках для регулировки съема материала. Большинство внутренних шлифовальных станков с ЧПУ обладают системой контроля столкновений. Внутренний измельчитель работает как всухую, так и с соответствующим охлаждением. Охлаждение облегчает удаление отходов фрезерования, повышая точность поверхности. Точность этой машины в пределах сотых долей миллиметра, что позволяет без проблем изготавливать арматуру.
 Также контролируется точность повторения в процессе массового производства. В Германии первый шлифовальный станок появился примерно в начале тридцатых годов. В начале 80-х появился первый шлифовальный станок с ЧПУ, а к концу 80-х на рынок вышел первый шлифовальный станок с 5-осевым управлением. Современные машины предлагают высокую производительность при меньшем пространстве. Специально для обработки цементированных цилиндрических элементов, таких как коромысла подшипников, направляющая втулка для экстракторов при изготовлении пресс-форм и штампов, и подобных элементов.Одновременная внутренняя и внешняя работа также возможна на универсальных машинах. Это сокращает время цикла и повышает точность соответствия между поверхностями. Внутренний шлифовальный станок позволяет выполнять высокоточные работы за пределами возможностей токарного станка. Несколько компаний специализируются на производстве внутренних шлифовальных машин. Некоторые из наиболее рекомендуемых поставщиков включают WMW, UVA, VOUMARD, KELLENBERGER, ABA и HAAS.
Также контролируется точность повторения в процессе массового производства. В Германии первый шлифовальный станок появился примерно в начале тридцатых годов. В начале 80-х появился первый шлифовальный станок с ЧПУ, а к концу 80-х на рынок вышел первый шлифовальный станок с 5-осевым управлением. Современные машины предлагают высокую производительность при меньшем пространстве. Специально для обработки цементированных цилиндрических элементов, таких как коромысла подшипников, направляющая втулка для экстракторов при изготовлении пресс-форм и штампов, и подобных элементов.Одновременная внутренняя и внешняя работа также возможна на универсальных машинах. Это сокращает время цикла и повышает точность соответствия между поверхностями. Внутренний шлифовальный станок позволяет выполнять высокоточные работы за пределами возможностей токарного станка. Несколько компаний специализируются на производстве внутренних шлифовальных машин. Некоторые из наиболее рекомендуемых поставщиков включают WMW, UVA, VOUMARD, KELLENBERGER, ABA и HAAS.
Бывшие в употреблении внутренние шлифовальные машины регулярно можно найти на Surplex.Просто загляните в нашу зону промышленных аукционов или посетите рынок промышленного оборудования.
▷ Подержанные станки для внутреннего шлифования на продажу
На Trademachines.com вы можете найти 64 предложения подержанных станков для внутреннего шлифования на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую! Почему станок для внутреннего шлифования? Внутренний шлифовальный станок с ЧПУ с панелью управления Шлифование – это операция чистовой обработки поверхности, при которой абразивные частицы, содержащиеся в связанной форме шлифовального круга, обрабатывают детали из металла или других материалов.Шлифовальные машины с внутренним диаметром или просто внутренним диаметром обрабатывают внутреннюю часть ранее просверленного, расширенного или просверленного отверстия с помощью небольших шлифовальных кругов на высоких оборотах. На одной детали можно изготавливать несколько различных внутренних контуров с помощью станков для внутреннего шлифования, включая станок для внутреннего шлифования с ЧПУ или станок для внутреннего круглошлифовального станка.
На одной детали можно изготавливать несколько различных внутренних контуров с помощью станков для внутреннего шлифования, включая станок для внутреннего шлифования с ЧПУ или станок для внутреннего круглошлифовального станка.
Внутренние шлифовальные станки можно в целом разделить на три различных типа, а именно:
- Внутренний шлифовальный станок с зажимным патроном – Заготовка обычно устанавливается в патроне.Также можно использовать магнитную лицевую панель. Небольшой шлифовальный круг выполняет необходимую шлифовку своей периферийной поверхностью.
Внешний вид внутреннего шлифовального станка с зажимным патроном - Планетарный внутренний шлифовальный станок – Если обрабатываемая деталь имеет неправильную форму и не может вращаться удобно, выбирается планетарный внутренний шлифовальный станок. В этом станке заготовка не вращается. Вместо этого шлифовальный круг вращается вокруг оси отверстия в заготовке.
- Бесцентровый внутренний шлифовальный станок – Внутренний бесцентровый шлифовальный станок используется для шлифования цилиндрических и конических отверстий в цилиндрических деталях, таких как цилиндрические гильзы, различные втулки и т. Д.Заготовка вращается между опорным валком, прижимным валком и регулирующим кругом и шлифуется шлифовальным кругом.

Основными элементами используемого станка для внутреннего шлифования являются рабочая головка, которая удерживает обрабатываемую деталь с помощью собственного привода; и шлифовальная бабка, которая является внутренним шлифовальным шпинделем. Самая популярная внутренняя шлифовальная машина по своему действию аналогична растачиванию на токарном станке.Заготовка удерживается устройством удержания заготовки, обычно зажимным патроном или цанговым патроном, и вращается с помощью моторизованной передней бабки. Отдельная головка двигателя в том же направлении, что и заготовка, вращает шлифовальный круг. Его можно вводить и выводить из работы, а также регулировать по глубине резания. В дополнение к вращательным движениям заготовки и круга, внутренний шлифовальный станок имеет поперечное движение, чтобы приводить колесо в рабочую зону и из нее, и возвратно-поступательное движение шпинделя как для приближения круга к рабочей поверхности, так и для движения подачи круг во время шлифования.
Отдельная головка двигателя в том же направлении, что и заготовка, вращает шлифовальный круг. Его можно вводить и выводить из работы, а также регулировать по глубине резания. В дополнение к вращательным движениям заготовки и круга, внутренний шлифовальный станок имеет поперечное движение, чтобы приводить колесо в рабочую зону и из нее, и возвратно-поступательное движение шпинделя как для приближения круга к рабочей поверхности, так и для движения подачи круг во время шлифования.
Внутренние шлифовальные машины | Micron USA
Micron имеет полную линейку внутренних шлифовальных станков малого диаметра, также известных как шлифовальные станки внутреннего диаметра. От станков с несколькими рабочими головками и шпинделя до гидростатических направляющих и линейных двигателей Micron может выдерживать сверхжесткие допуски на отверстия, углы и поверхности. Наши шлифовальные машины ID очень популярны для шлифования топливных форсунок в автомобильной промышленности.
Щелкните номер модели ниже, чтобы просмотреть дополнительную информацию.
MIG-101i-A0
компактный станок с одним патроном и системой двух шлифовальных шпинделей, занимающий площадь на 40% меньше, чем у равноценного станка.
Максимальная длина детали:
40 мм (1,57 дюйма)Площадь основания машины:
1300 мм (51,18 дюйма) X 1030 мм (40,55 дюйма) X 1300 мм (51,18 дюйма)MIG-10U
высокоточная шлифовальная машина с одной рабочей головкой / одним шпинделем ID
Максимальная длина детали:
15 мм (0,6 дюйма)Площадь основания станка:
1600 мм (63 дюйма) X 1500 мм (59,05 дюйма) X 1650 мм (65 дюймов) )MIG-10Ui
высокоточный шлифовальный станок с одной рабочей головкой / одним шпинделем для внутреннего диаметра с отдельными суппортами осей X и Z
Максимальная длина детали:
10 мм (.4 дюйма)Площадь основания машины:
940 мм (37 дюймов) X 670 мм (26,4 дюйма) X 1300 мм (51,2 дюйма)MIG-101U
высокоточный шлифовальный станок с одной рабочей головкой / двойным шпинделем для внутреннего диаметра
Максимальная длина детали:
20 мм (0,8 дюйма)Площадь основания станка:
2300 мм (90,55 дюйма) X 1600 мм (63 дюйма) X 1800 мм (70,9 дюйма) )MIG-230P
высокоточный шлифовальный станок с двойной рабочей головкой / двойным шпинделем ID
Максимальная длина детали:
40 мм (1,57 дюйма)Площадь основания станка:
2650 мм (104,3 дюйма) X 1250 мм (49,2 дюйма) X 1700 мм (66. 9 “)
9 “)MIG-R10P
Шлифовальный станок для внутреннего диаметра с башмаком
Максимальная длина детали:
35 мм (1,4 дюйма)Площадь основания машины:
1200 мм (3’11 дюймов) X 1400 мм (4’7 дюймов) X 1750 мм (5’9 дюймов)MIG 10P A1
10P (U) компактный стандартный внутренний шлифовальный станок
Максимальная длина детали:
10 мм (0,4 дюйма)Площадь основания машины:
940 мм (37 дюймов) X 670 мм (26,4 дюйма) X 1300 мм (51,2 дюйма)MIG-130Li-Z2
расширенная рабочая головка обеспечивает максимальный диаметр зажима 100 мм
Максимальная длина детали:
100 мм (4 дюйма)Площадь основания станка:
3400 мм (11 футов 2 дюйма) X 2300 мм (7 футов 5 дюймов) X 2000 мм (6 футов 6 дюймов)Внутренние шлифовальные станки с ЧПУ, бесцентрового типа | Станкостроительный бизнес | Деловая деятельность
Внутренний шлифовальный станок с ЧПУ, патрон типа
Обеспечивает широкий спектр приложений и простоту использования, удовлетворяющую потребности во всех отраслях промышленности
Т-11JBT-11JB
THG-10CTHG-10C
Т-11ЛТ-11Л
Т-125Н, Т-1254НТ-125Н, Т-1254Н
Т-135Н, Т-1354НТ-135Н, Т-1354Н
Внутренний шлифовальный станок с ЧПУ, бесцентровый тип
Шлифовальные станки, поддерживающие заготовки с помощью комбинации из 2 башмаков и магнита или комбинации из 1 башмака и 2 роликов для оптимального шлифования
Т-1МСТ-1МС
THG-15STHG-15S
Т-127Н, Т-167НТ-127Н, Т-167Н
Т-137Н, Т-177НТ-137Н, Т-177Н
Вертикальные шлифовальные станки с ЧПУ, патрон типа
Шлифовальные станки серииTVG, обеспечивающие точное и эффективное шлифование с компактным корпусом и упрощенным процессом смены наладки, и вертикальные шлифовальные станки, поддерживающие очень большие заготовки с обрабатываемым диаметром до 3500 мм
Вертикальный шлифовальный станок с ЧПУ, бесцентровый тип
Вертикальные бесцентрово-шлифовальные станки, позволяющие обрабатывать детали разными способами за один зажим
- Серия
TVG Серия TVG
Т-182С, Т-183С, Т-184СТ-182С, Т-183С, Т-184С
Станок многопрофильный шлифовальный (некруглошлифовальный)
Эта модель представляет собой профильно-шлифовальный станок вертикального типа, предназначенный для точной и эффективной обработки некруглых форм, таких как внутренний и внешний диаметры кулачковых деталей.
- Серия
TVG Серия TVG
Т-182ПГ-2СТ-182ПГ-2С
Зубошлифовальный станок
Стабильное достижение желаемой поверхности зуба с высокой точностью и эффективностью
ТГГ-26-2WTGG-26-2W
Наружно-шлифовальные станки с ЧПУ
Обработка различных внешних поверхностей внутренних колец подшипников и других компонентов
Т-235CNCT-235CNC
Т-236CNCT-236CNC
Т-237CNCT-237CNC
Хонинговальные станки с ЧПУ
Точные и эффективные хонинговальные станки, которые были полностью усовершенствованы на наших линиях по производству автомобильных компонентов
Т-32Н-CT-32N-C
TVH-05TVH-05
Спирально-отрезные станки
Точная и эффективная обработка различных спиралей для кондиционеров
ТВМ-12ТВМ-12
Т-402SCYT-402SCY
Производственное оборудование (многопроволочная пила) для полупроводников, солнечных элементов, светодиодов и силовых полупроводников
Способен обрабатывать все материалы, используемые в ИТ-индустрии, включая полупроводники, солнечные элементы, светодиоды и силовые полупроводники.
TWP-500DLTWP-500DL
TWG-300TWG-300
Станок для чистовой обработки отверстий блока цилиндров / машина специального назначения
Мы предлагаем высокопроизводительные станки, такие как многозадачный станок, способный выполнять как расточку, так и хонингование.
Модернизация
Прежние основные машины и устройства возрождаются в современное оборудование
Дооснащение TOYO Модернизация TOYO
Продление TOYOMATIC-1000 Продление TOYOMATIC-1000
Продление электрического блока поперечной подачи (FU) Продление срока действия электрического блока поперечной подачи (FU)
Компоненты станков
Линейка компонентов станков, таких как шлифовальные головки, идеально подходит для вашей производственной деятельности
TOYOMATIC / Программное обеспечение
Линейка инструментовс использованием превосходных оригинальных станков с ЧПУ TOYO и технологий Интернета вещей для повышения вашей производительности
| Артикул | Блок | СБК | SHK | 2WS | 4WS | |
|---|---|---|---|---|---|---|
| Вместимость | Диапазон шлифовального отверстия | мм (дюймы) | От ø5 до 200 * 1 (ø0. От 2 до 7,87) От 2 до 7,87) ø5 до 300 * 2 (ø0,2 до 11,81) | ø5 до 300 (ø0,2 до 11,81) | ø5 до 200 (ø0,2 до 7,87) | |
| Диапазон шлифования наружным диаметром | мм (дюймы) | ø200 * 1 (ø7,87) ø100 * 2 (ø3,9) | ø200 * 1 (ø7,87) ø100 * 2 (ø3,9) | ø200 (ø7,87) | ||
| Макс.длина шлифования | мм (дюймы) | 200 (7.87) 400 * 3 (15,75) | 200 (7,87) 400 * 3 (15,75) | 130 (5,12) | ||
| Поворот в крышке патрона | мм (дюймы) | ø400 (15,75) | ||||
| Грузоподъемность шпинделя (масса детали × расстояние) | кг × мм (фунт × дюйм) | 150 × 200 (330 × 7,87) | ||||
| Рабочий шпиндель | Диаметр вершины шпинделя | мм (дюймы) | ø100 (ø3. 94) 94) | |||
| Отверстие шпинделя | мм (дюймы) | ø70 (ø2,76) | ||||
| Скорость шпинделя | мин. -1 | от 100 до 750 | ||||
| Настройки скорости шпинделя (ось C) | Бесступенчатая регулировка (программированием ЧПУ) | |||||
| Рабочая головка | Угол поворота | град | 10 | |||
| Поперечный суппорт (ось XA) | Перемещение по оси X | мм (дюймы) | 200 (от –50 до 150 (–1.97 по 5.91)) | |||
| Ход / вращение ручки импульса | мм (дюймы) | ø0,1, ø1,0, ø5,0 (ø0,004, ø0,04, ø0,20) | ||||
| Градация ручки перемещения / импульса | мм (дюймы) | ø0,001, ø0,01, ø0,05 (ø0,00004, ø0,0004, ø0,002) | ||||
| Скорость автоматической подачи | мм / мин (ipm. ) ) | Отø0,0012 до ø6,000 (ø0,00005 до ø236,22) | ||||
| Скорость позиционирования | мм / мин (ipm.) | ø20,000 (787.40) | ||||
| Стол (ось ZA) | Ход по оси Z | мм (дюймы) | 500 (19,69) | |||
| Ход / вращение ручки импульса | мм (дюймы) | 0,1, 1,0, 5,0 (0,004, 0,04, 0,20) | ||||
| Градуировка на рукоятке перемещения / пульсации | мм (дюймы) | 0,001, 0,01, 0,05 (0,00004, 0,0004, 0,002) | ||||
| Скорость автоматической подачи | мм / мин (ipm.) | 0.0006 до 6000 (от 0,00002 до 236,22) | ||||
| Колебательный ход стола | мм (дюймы) | Макс 10 (0,39) (через параметры) | ||||
| Число колебаний стола | ос / мин | 335, 293, 260, 234, 213, 195, 180, 167, 156, 146 (через параметры) | ||||
| Скорость позиционирования | мм / мин (ipm. ) ) | 20 000 (787,40) | ||||
| Колесная головка | Угол поворота | град | 5 | |||
| Ход (влево-вправо) | мм (дюймы) | 350 (13.78) | ||||
| Колесный комод | Поворотный тип | Поворотный тип (для 4WS) | ||||
| Двигатели | Привод шпинделя колеса | кВт (л.с.) | от 5,5 до 7,5 (от 7,3 до 10) | от 3,7 до 7,5 (от 4,9 до 10) | ||
| Привод шпинделя рабочей головки | кВт (л.с.) | 3,5 (4,76) (бесщеточный двигатель) | ||||
| Насос охлаждающей жидкости | кВт-П (л.с.-т) | 0.25 (0,34) -2 | ||||
| Гидравлический масляный / смазочный насос | кВт-П (л.с.-т) | 0,75 (1) -4 | ||||
| Поперечный суппорт (ось XA) | кВт (л. с.) с.) | 2,9 (3,94) (бесщеточный двигатель) | ||||
| Стол (ось ZA) | кВт (л.с.) | 2,8 (3,81) (бесщеточный двигатель) | ||||
| Емкость бака | Бак гидравлического и смазочного масла | л (гал) | 40 (10.6) | |||
| Бак охлаждающей жидкости | л (гал) | 180 (47,6) | ||||
| Высота машины | мм (дюймы) | 2,010 (79,13) | 2110 (83,07) | |||
| Жилая площадь | мм × мм (дюйм) | 2,500 × 2,955 (от 98,43 до 116,34) | 2,491 × 2,955 (от 98,07 до 116,34) | 2980 × 3300 (117.32 по 129,92) | ||
| Масса нетто | кг (фунт) | 4500 (9900) 4800 * 3 (10,560) | 4800 (10,560) 5,100 * 3 (11,220) | 5 000 (11 000) | ||
СТАНКИ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ, внешнее цилиндрическое и некруглое шлифование от OVERBECK
Станки серии IRD идеально подходят для высокоточного внутреннего, внешнего, торцевого, некруглого и радиального шлифования широкого спектра материалов (f. е. карбид или керамика).
е. карбид или керамика). Станки серии IRD идеально подходят для высокоточного внутреннего, внешнего, торцевого, некруглого и радиального шлифования широкого спектра материалов (например, карбида или керамики).
Интеграция поворотной оси B и осей X и Z (3-осевая интерполяция) позволяет шлифовать различные радиусы и контуры с превосходным качеством поверхности.
Гибкая концепция этого шлифовального станка позволяет не только шлифовать формовочные инструменты и штампы, но и обрабатывать детали из различных отраслей, таких как подшипники, шаровые краны, имплантаты и многое другое.
В зависимости от требований станки IRD могут быть оснащены до четырех шлифовальных шпинделей и измерительным щупом. Отдельные детали или крупносерийное производство можно обрабатывать с высокой эффективностью без ущерба для универсальности.
Линейные двигатели обеспечивают высокодинамичную передачу мощности. Благодаря этому, например, при шлифовании радиуса достигаются точные результаты.
Удобное программное обеспечение для шлифования с высокопроизводительными шаблонами программ обеспечивает быструю и легкую замену деталей.Тщательно продуманный эргономичный дизайн машины дополняет ее.
Новая модель станка IRD-400 S с короткими сроками поставки.
Предварительно заданная конфигурация машины для коротких сроков поставки. Доступны индивидуальные конфигурации шлифовального шпинделя, а также различные решения для шлифования с маслом или эмульсией.
Технические характеристики
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Шт. | ID-200 | ID-400 |
| Внутренний диаметр шлифования | мм | 100 | 200 |
| Диапазон поворота оси B | ° | + 95 / -15 | + 95 / -15 |
| Длина заготовки, вкл.зажимная система | мм | 200 | 400 |
| Качели рабочие | мм | 200 | 360 |
Вес заготовки, вкл. зажимная система зажимная система | кг | 30 | 70/170 |
| Ход по осям X и Z | мм | 400/200 | 425/475 |
Модель MD2120A Станок для внутреннего шлифования торцевых поверхностей и внутренних / конических отверстий / Внутренний шлифовальный станок с профессиональным долгим сроком службы и пригодными для носки производителей и поставщиков – заводская цена
MD2120A Торцевой и внутренний шлифовальный станок
Область шлифования
Диаметр от 10-200 мм
Макс.глубина: 300 мм
Точность:
Круглость: 2 мкм
Цилиндричность: 3 мкм
Шероховатость: Ra0,4 мкм
Таблица расстояний для удовлетворения потребностей процесса перемотки заготовки различной длины и площади измерения в определенном диапазоне можно отрегулировать, чтобы сократить время простоя и повысить эффективность работы.
Электрическое оборудование управления установлено централизованно в электрическом шкафу с правой стороны кровати, что удобно для манипуляций и обслуживания. В электрической системе используются защитные меры для автоматического отключения питания для предотвращения риска смертельного контакта.
В электрической системе используются защитные меры для автоматического отключения питания для предотвращения риска смертельного контакта.
Шпиндель шлифовального круга Рисунок
Основные характеристики
1. Этот станок представляет собой полуавтоматический шлифовальный станок с ЧПУ, приводимый в действие одноосным серводвигателем. Подходит для шлифования сквозных отверстий малого диаметра.
2. Эта машина имеет полуавтоматический цикл, скорость подачи, скорость шлифования, скорость режущей кромки могут быть автоматически преобразованы.
3. Станок оснащен гидравлическим зажимом и гидравлической системой для подачи питания на крепление заготовки. Кроме того, на выбор есть пневматический зажим и магнитное приспособление.
FAQ
1.Q: Вы производитель или торговая компания?
A: Мы являемся производителем, специализирующимся на разработке и производстве внутренних и внешних шлифовальных машин более 10 лет. В настоящее время представленные станки, производимые нашей компанией, могут шлифовать цилиндрическое отверстие, коническое отверстие, зенковку, внутреннюю и поверхность, внешнюю торцевую поверхность, внешний круг и другие различные запасные части со сложными требованиями к шлифованию.
В настоящее время представленные станки, производимые нашей компанией, могут шлифовать цилиндрическое отверстие, коническое отверстие, зенковку, внутреннюю и поверхность, внешнюю торцевую поверхность, внешний круг и другие различные запасные части со сложными требованиями к шлифованию.
2.Q: Как я могу получить предложение?
A: Отправьте нам информацию для предложения: чертеж и размеры заготовки, количество и точность запроса.
3. Q: Если у нас нет чертежа, вы можете нарисовать его для меня?
A: К сожалению, мы не можем сделать для вас чертеж, но вы можете сообщить нам подробные требования к деталям.
4. Q: Когда я могу получить образец?
A: Вы можете принести свою заготовку и шлифовать ее в производство, которое вам нужно перед отгрузкой.Точное время зависит от вашего производства.
5.Q: Каково ваше основное время заказа?
A: Срок заказа: 30-60 дней после оплаты. Точное время зависит от вашего продукта.
6.Q: Каково ваше MOQ этого элемента?
A: 1 компл.