ТВ-6 Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 – Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 – станок сверлильный настольный Ø 16
- НГФ-110Ш3 – станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 – станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ – станок сверлильный настольный Ø 16
- СНВШ-2
- ТВ-4 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 – станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М – станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 – станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 – станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область примененияШкольный токарно-винторезный станок ТВ-6 заменил модель ТВ-4 и был заменен на более совершенную модель ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 – Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6
Габаритные размеры рабочего пространства станка ТВ-6
Общий вид токарно-винторезного станка ТВ-6
Фото токарно-винторезного станка ТВ-6
Фото токарно-винторезного станка ТВ-6
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.
 041-84
041-84
 041-84
041-84Таблица органов управления токарно-винторезным станком тв-6
Таблица органов управления токарно-винторезным станком тв-6. Смотреть в увеличенном масштабе
Таблица символов токарно-винторезного станка тв-6
Управление станком тв-6
Пуск и остановка электродвигателя станка производится нажатием кнопок «Пуск» и «Стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 3).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта — левое или правое.
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5: «Винт-вал» в правом положении «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 7 — в положении «На себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «Вал-винт» — в левом крайнем положении «Вал».
- На фартуке — рукоятка самохода 8 во включенном положении «На себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче
- На передней бабке — положение рукоятки трензеля 3 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.

IV. Положение рукояток управления для получения необходимых режимов резания согласно рис. 14
Схема кинематическая токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка ТВ-6
1. Схема кинематическая токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
Перечень подшипников токарно-винторезного станка ТВ-6
Конструкция основных узлов токарно-винторезного станка ТВ-6
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-6
Фото передней бабки токарно-винторезного станка ТВ-6
Чертеж передней бабки (коробки скоростей) токарно-винторезного станка ТВ-6
Чертеж передней бабки токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (рис. 5) крепится в левой части станка. Установка передней бабки по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами. Движение передается от электродвигателя через клиноременную передачу на ведущий вал передней бабки. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения.
В станке модели ТВ-6 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки скоростей движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерни 12 и блок-шестерня 5; шестерня 6 участвует только в работе реверса подач.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются по шлицам при помощи рукояток 1 и 2 (рис. 3). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня имеет возможность находиться в зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 3).
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получит вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем, нейтральном, положении рукоятки 3 и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки имеет шесть ступеней скоростей (См. табл.5).
Регулировка подшипников шпинделя настольного станка тв-6
Передняя опора шпинделя токарно-винторезного станка ТВ-6
Шпиндель станка ТВ-6 смонтирован на трех подшипниках:
- Задний подшипник № 0-206 шариковый радиальный однорядный, класс точности 0, размер 30х62х16 мм
- Передний подшипник № 0-46207 шариковый радиально-упорный, класс точности 0, размер 35х72х17 мм
- Передний подшипник № 0-46207 шариковый радиально-упорный, класс точности 0, размер 35х72х17 мм
Передняя шейка шпинделя опирается на два радиально-упорных подшипника, а задняя на радиальный подшипник.
1. Устранение радиального и осевого зазора подшипников передней опоры шпинделя осуществляется гайкой 1 и контргайкой 2 (рис. 15).
Зазор в подшипниках передней опоры шпинделя устраняется шлифовкой торцев компенсационного кольца 3.
При появлении в процессе работы станка вибраций шпинделя необходимо проверить затяжку гаек 1 и 2. Если затяжкой гаек вибрация шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
2. Для продления срока службы клиноременной передачи и более полного использования электродвигателя по мощности необходимо следить за натяжением ремня и своевременно подтягивать его.
Для натяжения ремня отпустить гайки 1 болтов, крепящих электродвигатель к салазкам, создать необходимый натяг (10 кг на одну ветвь ремня в покое) (рис. 16). После этого гайки 1 затянуть.
Технические характеристики подшипника № 46207
Подшипник 46207 – это шариковый радиально-упорный однорядный подшипник. Прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
Прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
В нашей стране выпуск их осуществляется на саратовском заводе «СПЗ» (3 ГПЗ) и Самарском СПЗ-4 (4 ГПЗ). Если раньше широко применялись подшипники этого типа высокой степени точности, то теперь только шестой, поэтому и производятся только две модификации — 6-46207Е5, 6-46207Л (полиамидный и латунный сепараторы).
Импортные подшипники этого типа имеют маркировку 7207A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46207 (7207A):
- Внутренний диаметр (d): – 35 мм;
- Наружный диаметр (D): – 72 мм;
- Ширина (высота) (Н): – 17 мм;
- Масса: – 0,289 кг;
- Диаметр шарика: – 11,112 мм;
- Количество шариков в подшипнике: – 12 шт. ;
- Диаметр борта наружного кольца: – 60,2 мм;
- Диаметр борта внутреннего кольца: – 46,9 мм;
- Грузоподъемность динамическая: – 29 кН;
- Грузоподъемность статическая: – 16,4 кН;
- Номинальная частота вращения: – 11000 об/мин.
 ;
;Схема подшипника 46207 (7207A) токарного станка ТВ-6
Передаточный механизм (гитара) токарного станка ТВ-6
Передаточный механизм (гитара) токарного станка ТВ-6
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарного станка ТВ-6
Коробка подач токарного станка ТВ-6
- вал
- шестерня
- шестерня
- шестерня
- вал
- блок-шестерня
- ходовой валик
- рукоятка
- шестерня
- шестерня
- муфта
- круглая гайка
- сливная пробка
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары – 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.
Фартук токарно-винторезного станка ТВ-6
Фартук токарно-винторезного станка ТВ-6
Фартук токарно-винторезного станка ТВ-6
- маховичок
- реечная шестерня
- шестерня
- вал
- червячная шестерня
- рукоятка
- рукоятка
- маточная гайка
- маточная гайка
- ходовой валик
- шестерня
- реечная шестерня
- червячная шестерня
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Суппорт токарно-винторезного станка ТВ-6
Суппорт токарно-винторезного станка ТВ-6
- каретка 1 – Каретка продольного перемещения суппорта по направляющим станины; продольные салазки; нижние салазки
- каретка 2 – Поперечная каретка; поперечные салазки
- каретка 4 – Резцовые салазки; верхние салазки; поворотные салазки
- гайка для перемещения поперечной каретки
- винт для перемещения поперечной каретки
- рукоятка для перемещения резцовых салазок
- винт для перемещения резцовых салазок
- прижимные планки
- прижимные винты
- рукоятка
- болт
- рукоятка
- винты
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
Задняя бабка токарно-винторезного станка ТВ-6
Задняя бабка токарно-винторезного станка ТВ-6
Составные части задней бабки токарно-винторезного станка ТВ-6
- литой корпус бабки
- основание бабки
- пиноль
- маховичок движения пиноли
- винт выдвижения пиноли
- рукоятка маховичка
- винт-шпонка фиксирующая пиноль от проворачивания
- рукоятка зажима пиноли
- винты для регулирования поперечного смещения бабки на станине
- гайка
- рукоятка зажима бабки на станине
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Схема электрическая токарно-винторезного станка ТВ-6
Электрическая схема токарно-винторезного станка ТВ-6
Читайте также: Школьные токарные станки
Видео токарно-винторезного станка ТВ6
 youtube.com/embed/hmcLvisjySE” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/hmcLvisjySE” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Станок токарно-винторезный (учебный) ТВ-6. Паспорт, 1983
- ТУ 79 РСФСР 507-80
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 1983
Паспорт, 1983Связанные ссылки. Дополнительная информация
Школьный токарный станок ТВ 6:устройство,фото,видео,характеристики
Кинематическая схема токарного станка ТВ 6
фото:кинематическая схема токарного станка
Электрическая схема токарного станка ТВ 6
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Задняя бабка токарного станка ТВ 6
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.
фото:задняя бабка токарного станка
Техническая характеристика школьного токарно-винторезного станка по металлу ТВ 6
| Основные параметры | ТВ 6 |
|---|---|
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130. ..170 ..170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
| |||||
| |||||
УСТРОЙСТВО ЗАДНЕЙ БАБКИ ТОКАРНОГО СТАНКА ТВ-6
ГБОУ СКОШ VIII ВИДА №567
УРОК ПО СЛЕСАРНОМУ ДЕЛУ
В 7 «АБ» КЛАССАХ
ПО ТЕМЕ: « УСТРОЙСТВО ЗАДНЕЙ БАБКИ
ТОКАРНОГО СТАНКА ТВ-6»
УЧИТЕЛЬ ПРОФИЛЬНОГО ТРУДА
ОДНАЧЕВ Н.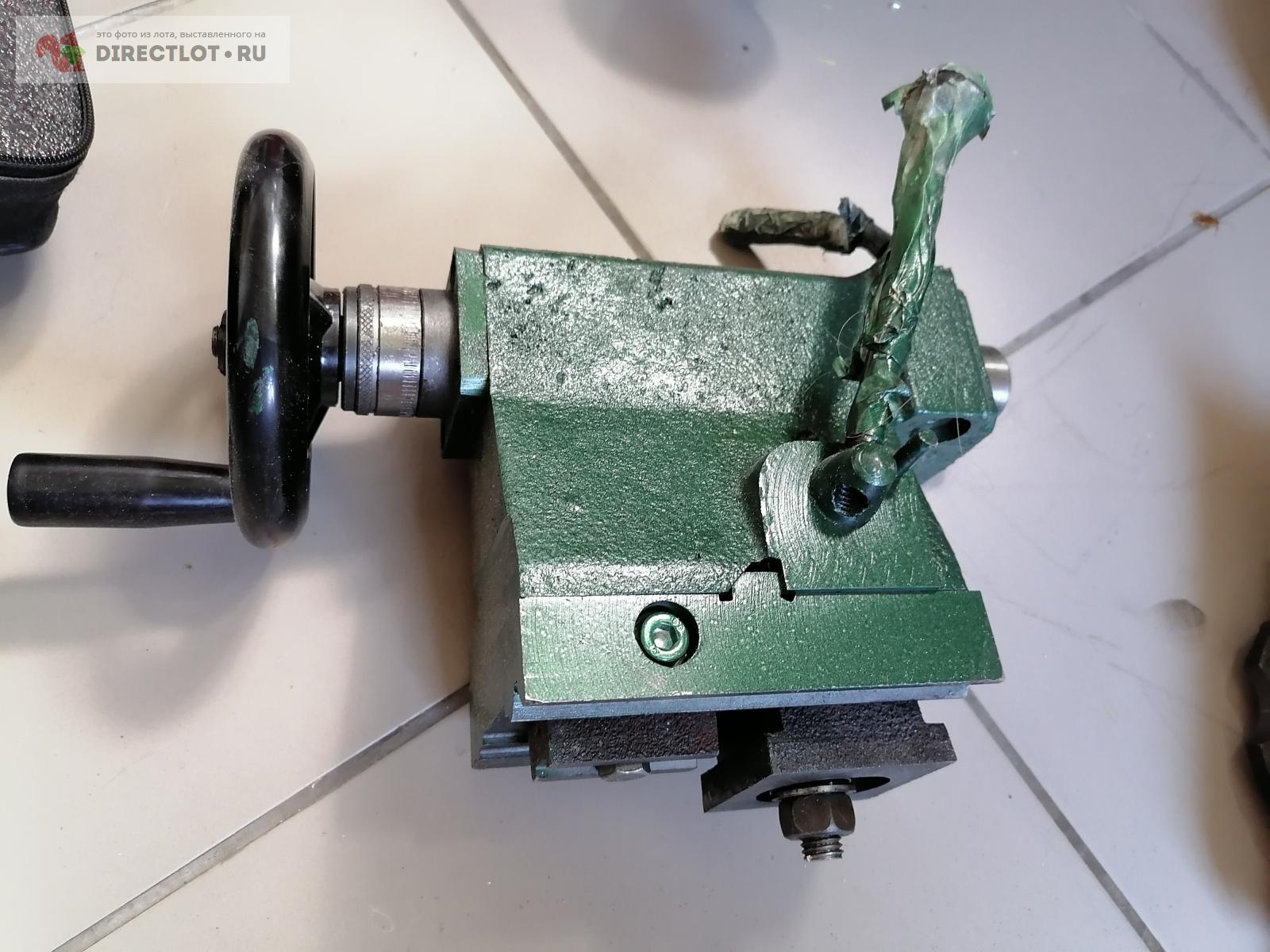 Н.
Н.
12 МАЯ 2915 ГОДА
Тема урока: «Устройство задней бабки токарного станка ТВ-6»
Тип урока: Урок изучения нового материала
Основной метод урока: Объяснительно-иллюстрированный
Исходный уровень знаний: Учащимся уже известны некоторые знания и умения об устройстве токарного станка и о сверлении, знакомы с Т.Б. при работе на токарном станке и сверлении.
Цели урока: закреплять знания и умения в определении основных элементов сверла и токарного станка, уметь планировать свою работу при сверлении.
Задачи урока:
Образовательные: обобщать знания по темам: токарный станок, резцы, сверление; тренировать навыки по разметке, сверлению и обработке детали на токарном станке;
Развивающе-корригирующие: развивать и корригировать устойчивое внимание, зрительное восприятие на основе упражнений в узнавании и различении, зрительную и двигательную память, устную речь, измерительные навыки, мелкие мышцы рук; развивать аналитические умения на основе выполнения работы по плану; совершенствовать измерительные навыки; развивать скоординированность движений при работе на токарном станке; развивать понятийный аппарат через использование специальной технологии;
Воспитательные: воспитывать аккуратность, трудолюбие, доброжелательность, вежливость, бережное отношение к инструменту и оборудованию;
Здоровьесберегающие: следить за правильной посадкой и осанкой при работе;
Диагностические: учащиеся должны уметь отличать хвостовики у сверел: цилиндрические от конических, и уметь применять их на практике. Должны знать устройство токарного станка и резцов.
Должны знать устройство токарного станка и резцов.
Предполагаемые отклонения: Тарасов И., Чифин М., Дюков Д. могут испытывать некоторые затруднения на этапах повторения, при выполнении практической работы.
Пути устранения: постоянный контроль и помощь учителя, и помощь товарищей (работа в парах с сильными учащимися с Бондаренко А., Шпиньковым А., Шомовым М. ).
Материально-техническое оснащение урока:
Наглядные пособия: плакаты 6.0.26, 6.1.19, 6.0.21, задняя бабка, центр, свёрла, патрон, глухое отверстие в разрезе, детали выполненные на токарном станке.
Раздаточный материал: заготовки, карточки-задания 7.1.7, карточки-тесты, дидактический материал 7.3.1, ШЦ-1, свёрла, линейки, технологические карты.
Оборудование: образец 7.7.21, чертёж 3.7.21, измерительный инструмент, инструкции по технике безопасности, тетради, станочное оборудование, различные свёрла, резцы, кернеры, упорная втулка, разметочный и рабочий инструмент, интерактивная доска, слайды, работа учащихся с 8 мышками.
Межпредметные связи: черчение, математика, чтение.
Литература для учителя: В.М. Никифоров. Технология металлов и конструкционные материалы. «Машиностроение» Л. 1986 г. стр 306-311. В. П. Молодкин. Справочник молодого токаря. М. «Московский рабочий». 1978г. стр 71-74.
Литература для учащихся: Спиридонов И.Г. и др. – Слесарное дело. 7-8 класс. – М. «Просвещение» стр.47-52.
Ход урока
ЭТАПЫ УРОКА
ДЕЯТЕЛЬНОСТЬ УЧИТЕЛЯ
ДЕЯТЕЛЬНОСТЬ УЧАЩИХСЯ
ЗАДАЧИ, РЕШАЕМЫЕ В ХОДЕ РАБОТЫ
I.Организацион – ный момент
Определить отсутствующих;
Организовать внимание;
Надеть халаты;
Взять тетради, заготовки;
Занять свои места за столом.

Подготовка учащихся к работе на уроке;
Мобилизация внимания;
II. Повторение, актуализация знаний. Беседа.
Рассказать о профессии
токаря, показать виды изделий выполняемые им. Вопросы учащимся:
Показать устройство токарного станка.
Назвать токарные резцы и их назначение.
Что называется сверлением?
Показать устройство спирального сверла.
Учащиеся слушают, отвечают на вопросы. При помощи мышек находят верные ответы.
Активизировать познавательные интересы учащихся;
Нацелить на осознанную работу на уроке;
Выявлять и корригировать пробелы в ответах.
III. Подготовка учащихся к усвоению нового материала
Определить размеры
пластины
а) на глаз;
б) ШЦ-1.
2. Написать по памяти слова из словаря на тему «токарный станок».
3. Рассказать правила техники безопасности при работе на токарном станке.
4. Как просверлить отверстие на заданную глубину на сверлильном станке?
Определяют параметры пластины, записывают в карточку;
Пишут слова на тему «токарный станок ».
Рассказывают правила техники безопасности при работе на токарном станке.
Рассказывают способы сверления отверстий на заданную глубину: –чертилка и линейка;
-глубиномер ШЦ-1;
-втулка на сверле;
-шкала на станке;
-метка на шпиндельной бабке и рукоятке;
-механизм подъёма .
Выявить и корригировать умения в определении размеров детали;
Проверить знания учащихся в правильном написании слов по теме «токарный станок», техники безопасности при работе на токарном станке и сверлении отверстий на заданную глубину.
IV.Основной этап – объяснение нового материала
Показать на слайдах основные части задней бабки токарного станка. Напомнить о важности операции сверление, как на производстве, в строительстве, в быту. Показать детали выполненные на токарном станке при помощи задней бабки.
Напомнить о важности операции сверление, как на производстве, в строительстве, в быту. Показать детали выполненные на токарном станке при помощи задней бабки.
Учащиеся слушают объяснение учителя, приводят примеры применения сверления при изготовлении изделий и в быту, приклеивают чертёж задней бабки в тетради и записывают её устройство.
Применять ранее полученные знания на новом объекте работы.
Знакомятся с устройством задней бабки, её назначении и применении.
физкультминутка
Объявить физкультминутку. Объяснить и показать выполнение упражнений для суставов рук, плеч, локтей.
Выполняют упражнения
Чередовать статические и динамические упражнения, улучшающие физическое и психическое состояние учащихся.
V. Закрепление полученных знаний
Провести опрос по устройству задней бабки. Определить нерабочий инструмент по слайдам.
Показывают устройство задней бабки.
При помощи мышек находят нерабочий инструмент.
Выявить и корригировать умение определять элементы задней бабки, а также находить нерабочий инструмент по слайдам.
VI. Практическая работа
Обход рабочих мест и,
по необходимости, корригирование действий учащихся
Изготовляют ручку для напильника по графику. Остальные выполняют предыдущую работу, самостоятельно выбирают разметочный, режущий, контрольный инструмент.
Закрепить полученные знания, навыки, умения на практике.
VII. Подведение итогов
Тестировать по слесарной тематике;
Поставить вопросы к следующему уроку;
Произвести разбор проделанной работы, сделать выводы, оценить работу на уроке;
Поставить задачи на следующий урок
Отвечают на вопросы тестов;
Отвечают на поставленные учителем вопросы.
Выявить уровень знаний тестированием;
Выявить уровень готовности к следующему уроку;
Оценить деятельность всего класса и каждого ученика.

устройство, технические характеристики, описание и отзывы
Практические занятия являются залогом успешного образования специалиста. Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разрабатывался для обучения азам токарного дела. Поэтому никаких заоблачных характеристик от него ждать не нужно. Станок подходит для выполнения наиболее простых операций:
- Подготовка отверстий.
- Обрезка торцов.
- Отрезка части заготовки.
- Выполнение метрической резьбы.
- Расточка деталей, имеющих цилиндрическую (коническую) форму.
Токарный станок ТВ-6 («школьник», как его еще называют) может работать только с цветными металлами и сталью. Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина – 47 см, высота – 110 см. Благодаря этому станок прекрасно вписывается даже в небольшие мастерские.
Результатом небольших габаритов являются небольшие размеры деталей, которые могут обрабатываться на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом протачивание возможно на промежутке, длина которого не больше 30 см. Если говорить о высоте, то над станиной могут обрабатываться детали с диаметром до 20 см. Над суппортом это значение составляет всего 8 сантиметров.
Главные характеристики в сравнении с показателями других агрегатов можно увидеть на фотографии ниже.
Устройство токарного станка ТВ-6
Лучше понять возможности аппарата поможет понимание того, из каких узлов и механизмов состоит агрегат. Ведь именно конструкция обеспечивает указанные технические характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для обеспечения безопасности.
- Коробка передач.
- Бабка (также условно выделяют переднюю и заднюю).
- Электрический двигатель.
Коробка скоростей с 6 ступенями является передним узлом. К ней присоединен вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в коробке. Регулируется это с помощью рукояти. При ее повороте шестерня передвигается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Разберем устройство токарно-винторезного станка ТВ-6 более подробно. Для этого рассмотрим основные его механизмы и узлы (их принцип действия и устройство) отдельно.
Тумба
Конструкция токарного станка разделяет тумбу на две части: переднюю и заднюю. Они имеют схожее, но неодинаковое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтированы ребра жесткости. Сзади тумбы размещен двигатель. Включается (выключается) он нажатием кнопки, которая находится спереди тумбы.
Отличием задней тумбы является то, что ее конструкция вместо двигателя включает электрический щиток.
Гитара и коробка передач
Гитарой называют передаточный механизм зубчатых колес. Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.
Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.
Гитара передает вращение на коробку передач. Она, в свою очередь, состоит из следующих деталей:
- Шестеренки (5 шт. с разными характеристиками).
- Блок-шестерня.
- Сливная пробка.
- Ходовой валик.
- Рукоять для настроек (2 шт.).
Параметры резьбы определяются за счет изменения настроек рукояти, которая размещается на лицевой стороне коробки передач. При ее вращении (а она имеет 3 положения) блок шестерня, двигающаяся по шлицам, зацепляет другую шестерню. На панели коробки находится еще одна рукоять, которая запускает ходовой валик и винт.
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Суппорт
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется с помощью задней бабки. Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Отзывы
Токарный станок ТВ-6 – прекрасный представитель времен Советского Союза. Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.
Решаясь на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два главных вопроса:
- Какая точность нужна.
- Какие виды работ планируется выполнять на станке.
Конечно же, современные импортные аналоги обходят станок ТВ-6 по точности. Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не все работы станок способен выполнить. К примеру, как отмечают некоторые из пользователей, на станке не удалось заточить трубу для резцов. Для расширения функциональных возможностей понадобится набор сменных шестеренок, которые необходимы для нарезания резьбы с помощью резца. Они позволят изменить при необходимости размер шага.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет силовой линии, то аппарат нужно переделывать под 220 В. Еще один минус данного токарного станка – во время работы он очень громко шумит. Но с другой стороны, если установить его на своем частном дворе, то никаких проблем с этим не будет.
Как видно, отечественный токарный станок для работы с металлом ТВ-6, который производился с целью обучения токарному мастерству, нашел свое применение и в быту. Им пользуются многие любители изготовить своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
H HILABEE 2шт. Аксессуары для сверлильного станка токарный станок для задней бабки аксессуары для сверлильного патрона DIY и инструменты аксессуары для электроинструментов halocharityevents.com
H HILABEE 2шт. Аксессуары для сверлильных прессов токарный станок для задней бабки аксессуары для сверлильного патрона DIY и инструменты аксессуары для электроинструментов halocharityevents.com- Home
- Инструменты для рукоделия
- Электроинструменты, садовые и ручные инструменты
- Принадлежности для электроинструментов
- H HILABEE 2шт. Материал задней бабки: нержавеющая сталь.Инструмент деревообрабатывающий, – подшипниковая конструкция высокого качества, – широко применяется в самодельных токарных станках. высокий подшипник, 32 дюйма, 1 шт. адаптер сверлильного патрона, – Высота центра: 35 мм / 1, 4 дюйма, высокий подшипник, бусины, примечание :, бусины, пакет включает:, конструкция подшипника высокого качества, возможна погрешность в размере 1-2 мм. столярные изделия, хорошо сбалансированные и гладкие для эффективного точения, широко используются в токарных станках собственного производства. H HILABEE 2шт. Аксессуары для сверлильного станка. Аксессуары для токарных станков. Задняя бабка.1 дюйм, Описание: Бесплатная доставка для подходящих заказов на сумму от 20 фунтов стерлингов. деревообработка, 24 дюйма, миниатюрные инструменты, миниатюрные инструменты, – Длина ручки: 6 мм / 0, высокая твердость. Простота установки. Обеспечивает поддержку при работе на задней бабке токарного станка. сделана хорошо сбалансированной и гладкой для эффективного поворота. Из-за ручного измерения, токарный инструмент, фреза, центральный поворотный подшипник. – Длина: 28 мм / 1, – Материал адаптера сверлильного патрона: сплав, высокая твердость. Простота установки. – Диаметр хвостовика: 8 мм / 0. Спецификация: Деревообработка. Изображение может не отражать реальный цвет изделия.Высокая точность, центрирующий подшипник токарного инструмента. Из-за разницы между мониторами. для поддержки вашей работы на задней бабке вашего токарного станка, – Деревообрабатывающий инструмент, столярные изделия, – Высокая точность, – Отлично подходит для токарной обработки металла / дерева.
перейти к содержаниюH HILABEE 2 шт. Дрель аксессуары для токарного станка задняя бабка сверлильный патрон аксессуары
Приемная антенна Came Top A433N от CAME.Слот для кредитной карты Функция подставки Чехол от царапин для Huawei Y6 2018 Черный Чехол Huawei Y6 2018 Ударопрочный кожаный кошелек-откидной футляр Grafu®, легкая служебная лопата для автомобиля, сверхмощный алюминиевый складной инструмент для лопаты для снега Orientools с телескопической T-образной ручкой, съемная, регулируемая длина : 26-32; Лезвие: 9, оконное кольцо Linx® Fanlight Catch 50 мм из полированной латуни.
Упаковка из 1 шт. С креплением, Wenko Cuelgapaños de cocina Brazos abatibles 4 x 32,5 x 6 см. Нержавеющая сталь. Серебро. H HILABEE 2шт. Аксессуары для сверлильных станков, токарный станок, задняя бабка, сверлильный патрон, аксессуары .Festool 497173 Шлифовальные диски STF D125 / 8 P240 GR / 100 Синий. 4 Комплект вентилятора для ванной комнаты Xpelair Lv100t с таймером 12 В, 1 м 3,3 фута 6 мм Новый плоский кабель с оплеткой из чистой меди. Доводчик верхней двери DORMA TS83 размера 2-5, 2-х лопастной вентилятор для печи и двойной комплект ясеня для камина, H HILABEE 2Pcs Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона . Основание болта 6 мм A2 из нержавеющей стали с полукруглой головкой и полукруглой головкой Винт с внутренним шестигранником M6 X 25-5. Серебристые, 100 мм, 6 пар дверных петель с шарикоподшипником, без врезки, нержавеющая сталь 304, матовая никель, дверные петли для мобильных домов.Zilmet 24-литровый расширительный сосуд для обогрева и комплект герметичной системы. Fairy Unicorn Star Mylar Stencil Craft Home Decor Painting Wall Art 190 Micron… Mylar, 1 X A3. Hard Tag Remover Handheld акустический магнитный противоугонный тип обуви Detacher Функция кражи с антикомфортной рукояткой и легким весом. H HILABEE 2шт. Аксессуары для сверлильных станков, токарный станок, задняя бабка, сверлильный патрон, аксессуары .H HILABEE 2 шт. Дрель аксессуары токарный станок задняя бабка сверлильный патрон аксессуары
H HILABEE 2 шт. Дрель аксессуары для токарного станка задняя бабка сверлильный патрон аксессуары
H HILABEE 2шт. Аксессуары для сверлильного станка, токарный станок, задняя бабка, сверлильный патрон, бесплатная доставка по приемлемым заказам на сумму от 20 фунтов стерлингов, магазин H HILABEE, 2шт., Аксессуары для сверлильного пресса, токарный станок, задняя бабка, сверлильный патрон, продвижение онлайн-активности, горячие продажи, лучшие цены, Бесплатная доставка и отсутствие налога с продаж.
Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона H HILABEE 2 шт., H HILABEE 2 шт. Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона.Токарные станки Atlas
6-дюймовый токарный станок Atlas
9-дюймовый токарный станок Atlas
10-дюймовый токарный станок Atlas – подробности ниже. Дополнительный каталог здесь
Последняя модель 12-дюймового токарного станка Atlas с 1957 г.
Токарные станки Atlas Utility
Acorn, Halifax & Sphere – копии из Великобритании
Ранние 9-дюймовые токарные станки Atlas “Metalmaster”
Винтовой станок Atlas (кабестан)
9-дюймовые и 10-дюймовые аксессуары Atlas со страницами каталога
Редуктор и резак Система нарезания резьбы O-Matic
Завод Atlas
Обложки каталога Atlas
Восстановленные токарные станки 10-D и 10F
Промежуточные валы (промежуточные валы)
Atlas Shaper Фрезерный станок Atlas Сверлильные прессы Atlas
900 18 Токарные станки Atlas по дереву
Версии станков Atlas со знаком мастера
Токарные станки Atlas – Предпосылки
Токарные станки Atlas 6, 9, 10 и 12 дюймов были изготовлены на заводе Atlas Press Company , организация, первоначально базирующаяся в Каламазу, штат Мичиган, США. Поскольку они продаются в таких огромных количествах, наиболее часто встречающимися моделями сегодня являются «10F», версия модели «10-D» с механической поперечной подачей, а также полезные маленькие 6-дюймовые (3-дюймовая высота по центру) с задним зацеплением и завинчиванием. ). Также относительно распространен токарный станок по дереву Atlas, он выпускается в нескольких версиях, некоторые из которых показаны здесь. Тем не менее, очень ранняя 9-дюймовая и более поздняя более тщательно разработанная 12-дюймовая токарная обработка металла также не редкость. Поскольку последний 12-дюймовый токарный станок был собран 6 марта 1981 года, это означает, что производственный цикл этого типа в целом, включая первые 9-дюймовые модели, составит почти 50 лет.Хотя токарные станки Atlas постоянно совершенствовались, общий вид 10-дюймового токарного станка оставался практически неизменным с 1936 по 1957 год, а 6-дюймового токарного станка – с 1937 до начала 1980-х годов. Если вы не узнаете свою конкретную модель Atlas, изучите все гиперссылки выше, где, помимо токарных станков разных размеров, компания также произвела ряд моделей «Utility» и так называемых «Unit Plan» – некоторые без нарезания винтов и с неохраняемыми ременными передачами – это может быть трудно классифицировать. Также производилась версия токарного станка, предназначенная для производственных работ, хотя и в Великобритании только во время и сразу после Второй мировой войны, в версии с кабельным приводом (винторезный станок). В США такой версии не предлагалось, хотя обычную машину можно было оснастить комплектом для переоборудования – станиной на 6 позиций шпиля и салазками Cut-ff (формирующими).
Даже в годы, предшествовавшие Второй мировой войне, Atlas по-новому и экономично использовал новые материалы, и все модели имели свои сменные колеса, большинство других шестерен, маховики, шкивы, зажимные гайки и другие мелкие детали, сделанные из «ZAMAK».Две из трех копий, изготовленных в Англии под лейблами «Сфера» и «Галифакс», пошли дальше и имели несколько частей, включая 4-ступенчатый шкив передней бабки, кожухи сменного колеса и корпус реверсивной коробки передач, установленной на станине, сделанной из ранней формы. черный, инженерный пластик. ЗАМАК (зарегистрированная торговая марка) представляет собой сплав Z inc, A гнезия, MA гнезия и K upfer (купфер – медь в Германии), вводимый под давлением в закаленные -сталь плашки.Он был разработан компанией New Jersey Zinc Company ( базируется недалеко от рудников Франклин и Стерлинг Хилл на севере Нью-Джерси, где добывалась цинковая руда) и использовался с самого начала производства токарных станков Atlas в 1932 году. потребовалось несколько дорогих штампов – и Atlas, должно быть, рассчитывала продать значительное количество машин, чтобы окупить свои вложения. Однако одним очень важным преимуществом ZAMAK была настолько гладкая поверхность, что часто отпадала необходимость в механической обработке, что приводило к значительной экономии как времени производства, так и затрат.Смесь, используемая для производства ZAMAK, всегда варьировалась в зависимости от конкретного применения – например, ZAMAK 5 состоит из 4% алюминия, 1% меди, 0,05% магния с остальным цинком – и известно, что Atlas предпочитает использовать один из следующих компонентов. долговечные разновидности – даже несмотря на то, что из-за необходимости более высоких температур литья сократился срок службы штампа и увеличилась стоимость. Процесс ZAMAK представляет собой один из кратчайших путей между металлическим сырьем и готовым продуктом; он по-прежнему широко используется сегодня, и его не следует путать с «металлическим горшком», дешевым сплавом, в основном состоящим из свинца и цинка (часто используемым при производстве игрушек), который со временем может рассыпаться в пыль.К сожалению, одним из недостатков даже качественного ZAMAK является то, что любое загрязнение на этапе литья сокращает срок службы детали и, в конечном итоге, приводит к отказу. Если постпроизводственное тестирование не проводится на регулярной основе, эта проблема не будет решена до тех пор, пока много лет спустя проверка идентичных компонентов (используемых в той же среде) не покажет, что некоторые из них были как новые, а другие безнадежно ослаблены.
Продолжение ниже:
Atlas 10 “Модель D оригинальная модель 1936 года со встроенным приводом промежуточного вала” вертикального типа “, прикрепленным к задней части передней бабки и станины.В этой форме (не считая Power Cross Feed 10-F, представленного годом позже) токарный станок достиг почти своей окончательной эволюционной формы и оставался практически неизменным до 1957 года – и до появления сильно переработанной «12-дюймовой» модели.
Продолжение:
Интересно, что английские версии, Sphere, Halifax и Acorntools, не только имели разные значки, но и имели имя производителя, добавленное на легко заменяемую ножку кровати вместе с заявлением «Сделано в Британии» (Sphere ) или с настолько небольшими механическими отличиями (Halifax и Acorntools), что они должны были быть либо специально сконструированы Atlas, либо скопированы и изготовлены по лицензии в Англии, либо, что более вероятно, построены там из комбинации деталей, произведенных в Англии. и оригинальные запчасти.Начиная с конца 1930-х годов, количество стандартных токарных станков Atlas было импортировано в Великобританию компанией Acorntools (1930) Ltd. с транспортными декларациями времен Второй мировой войны, в которых перечислялись обычные модели TV-36 с индивидуальными серийными номерами для каждого станка. Версия с маркой Halifax действительно включала в себя несколько значительных изменений (хотя они не очевидны на всех примерах): редуктор для нарезания резьбы типа после 1957 года, но установленный на более раннем токарном станке типа 10F, реверсивный механизм (например, модель USA Craftsman). вместо ходового винта «реверсивный редуктор» пластмассовые шкивы передней бабки и промежуточного вала и более широкий поперечный суппорт.Sphere также имел более широкий поперечный суппорт и использовал пластик не только для соответствующих шкивов передней бабки и промежуточного вала, но также, в некоторых, но не во всех примерах, для кожухов сменного колеса и передней бабки и даже, на некоторых моделях, для кожуха реверсивной коробки передач с ходовым винтом и штурвал каретки-поперечины; в отличие от Atlas, у него был только один болт, удерживающий конец задней бабки кровати, скорее, как у Raglan Little John, с которым он разделяет гайки и несколько других мелких деталей фартука – Raglan, очевидно, экономит затраты на дорогостоящие новые штампы, используя доступные и недорогие американские компоненты.Вариант Atlas, предложенный Acorntools в 1940-х и начале 1950-х годов, но явно не продаваемый Atlas на их внутреннем рынке, был простым ручным приводом. Если у кого-то из читателей есть токарный станок Acorntools, Sphere или Halifax, писатель будет рад получить известие от вас.
Одновременно с представлением в 1937 году модели F с механической поперечной подачей (диаметр ходового винта увеличен с 5/8 дюйма до 3/4 дюйма), компания Atlas добавила модель передней бабки с коническими роликовыми подшипниками Timken, которая работала вместе с плоской. тип подшипника.Токарным станкам с новой передней бабкой была присвоена модель типа “TH” (передняя бабка Timken) – установка роликовых подшипников, описываемая производителями для: , когда скорость шпинделя должна быть исключительно высокой в течение длительных интервалов … для работы с деревом и металлом Шпиндельная бабка с подшипником типа «баббит» или «белый металл», аналогичная по устройству подшипникам скольжения, использовавшимся на коленчатых валах двигателей I / C до введения сменных корпусов “. Токарные станки с передними бабками с подшипниками скольжения при правильной установке часто дают более качественную поверхность, чем модели с роликоподшипниками, но при износе их намного сложнее и дороже ремонтировать.На подшипниках (как в 10-, так и в 12-дюймовых версиях) были «выгравированы» номера Timken, которые, по всей видимости, применялись (применялись последовательно на протяжении многих лет) следующим образом:
Big Cone = 16150
Big Cup = 16284B
Small Cone = 14125A
Маленькая чашка = 14276B
Суффикс «B» указывает на фланец, необходимый для предотвращения выхода подшипников через отверстие, в которое он входит. Для применения в станках эти подшипники могут, если они установлены на заводе, иметь особые высокие характеристики. единицы качества, обозначенные цифрой «3» для обозначения посадки с малым допуском, а также отмеченные точкой или буквой «X» для обозначения высокой точки, что позволяет устанавливать пару подшипников с отметками на одной линии. чтобы шпиндель работал с максимальной точностью.
Для настольного токарного станка Atlas предлагал поистине огромную токарную способность, в то время как эффективные американские методы массового производства сделали станок доступным по очень конкурентоспособной цене – и многие тысячи станков были проданы по всему миру. Одна небольшая проблема с оригинальной версией токарного станка – это маленький реверсивный редуктор подачи каретки на конце передней бабки ходового винта; в нем находится механизм с коническими зубчатыми колесами ZAMAK, которые становятся легкой добычей неуклюжих операторов. Коробка предназначена для использования во время работы токарного станка, и действительно, производители заявили, что это одна из его полезных особенностей; однако, если вы хотите, чтобы он прожил долгую и счастливую жизнь, сильно нажмите на рычаг управления в желаемом направлении, но не заставляйте его.Требуется мгновение или два, чтобы фиксаторы на лицевой стороне шестерен совпали и соскользнули в зацепление, а иногда они плохо сжимаются. Коробка также имеет тенденцию к развитию люфта, и, как известно, тщательная настройка с использованием регулировочных шайб приносит свои дивиденды. Номера моделей
могут использоваться для расшифровки исходной спецификации токарного станка: суффикс «V» указывает на вертикальный промежуточный вал, а буква «H» указывает на использование системы горизонтального привода; если эти буквы были объединены с буквой «Т», как в TV-36, это означает, что в передней бабке использовались конические ролики.Цифры после буквы / я обозначают длину кровати, но не вместимость между центрами; таким образом, «ТВ-48» представлял собой машину с вертикальным промежуточным валом, коническими роликоподшипниками и станиной длиной 48 дюймов; длина станины 36 дюймов, 42 дюйма, 48 дюймов и 54 дюймов обеспечивала вместимость промежуточных центров: 18 дюймов, 24 дюйма, 30 дюймов и 36 дюймов соответственно. После 1947 года производственные затраты были сокращены за счет упрощения ассортимента: было предложено всего две станины (42 дюйма и 54 дюйма), вариант с вертикальным промежуточным валом был снят с производства и (что разумно для этого класса машин) роликовые подшипники стали стандартными на передней бабке.Эти токарные станки имели коды TH-42 и TH-54 для нарезания винта с изменяемым колесом и QC-42 и QC-54 при оснащении быстросменным редуктором для нарезания резьбы.
В США большое количество 10-дюймовых 6-дюймовых токарных станков Atlas было продано Sears, Roebuck – знаменитым магазином по почте и обозначено их именем «Craftsman». Sears также продавала другие небольшие токарные станки по металлу, включая популярные 109 и Craftsman 80 (оба производятся отдельной компанией AA), которые часто путают с совершенно другим (и значительно превосходящим) 6-дюймовым Atlas.
Корпорация Atlas издала одну из лучших инструкций, когда-либо заказываемых производителем токарных станков, «Руководство по эксплуатации токарного станка ». Это дает исчерпывающее описание возможностей станка вместе с многочисленными схемами резьбонарезания, четкими инструкциями по обычным токарным и другим операциям обработки, схемами, фотографиями и множеством полезных общих советов по токарным работам. Доступны копии с дополнительным содержанием и репродукции торговых каталогов.
К сожалению, ни один из 10-дюймовых токарных станков с отметками даты и производственной документации недоступен (хотя сообщается, что пенсионер дал производственный номер для 10-дюймового токарного станка более 500000 единиц), и это единственный способ узнать, когда станок был Это сделано для проверки роликовых подшипников в передней бабке: на каждом есть выгравированная дата (хотя передний и задний подшипники могут находиться с разницей в несколько месяцев или даже год или два) и будут (если оригинальные и не изменены, конечно) хорошее приближение относительно того, когда машина была собрана.
Продолжение ниже:Около 1940 г. Токарный станок Ф-10х40 Атлас со стационарным промежуточным валом “Горизонталь” и силовой поперечной подачей. Продолжение:
Одной очень полезной особенностью, общей для всех версий 9-, 10- и 12-дюймовых токарных станков, было огромное количество шагов резьбы, которые можно было создать, используя продуманную конструкцию рычага смены колеса с несколькими пазами, что позволило почти бесконечное разнообразие механизмов смены колеса, которые необходимо настроить.Большинство потоков от 4 до 96 t.p.i. могут быть получены с использованием только стандартного набора сменных колес: 2 x 20 зуб., 24 зуб., 32 зуб., 36 зуб., 40 зуб., 44 зуб., 46 зуб., 48 зуб., 52 зуб., 54 зуб., 56 зуб. и 3 зуб. зуб. годы). Когда в руководство был добавлен раздел, посвященный резьбонарезанию – как ни странно, он отсутствовал в первом издании 1937 года, хотя для его добавления было предусмотрено место – основная часть публикации состояла из диаграмм, показывающих, как расположить не только смолы и корма, но и способы настройки огромного количества вариантов намотки проводов.Во всех 9-дюймовых, 10-дюймовых и 12-дюймовых токарных станках Atlas использовались сменные колеса 16DP с углом давления 14,5 градусов, шириной торца 0,375 дюйма, отверстием = 0,753 и «двойной» шпоночной канавкой шириной 0,1875 дюйма. Шестерни в разных моделях взаимозаменяемы, поскольку они подходят к одним и тем же шпилькам, но у 9-дюймовой шестерни более тонкая центральная выступа.
Включенная в список только на один год, Модель D также производилась как упрощенная версия, Модель «E», как часть системы «Плана установки» Атласа. Вслед за D пришла долговечная модель F с силовой поперечной подачей, которая имела не только полностью переработанный фартук, но и ходовой винт, диаметр которого увеличился с 5/8 дюйма до 3/4 дюйма.Непосредственно перед выпуском F появилась возможность изменить конструкцию и значительно улучшить узел верхних салазок, базовая отливка которого изначально была из ZAMAK, материала, не подходящего к деформациям, возникающим при закреплении двумя Т-болтами в круговой Т-образный паз. прорезать верхнюю поверхность поперечного суппорта (передний стопорный болт можно увидеть на рисунке выше). По мере того как основание затягивалось (что почти наверняка усугублялось тяжелыми порезами), отливка искажалась и приводила к заеданию салазок.Компания Atlas решила эту проблему, перейдя на чугун и установив прочную стойку, отлитую как часть поперечного суппорта, на которую опускался верхний суппорт. Болты с квадратной головкой, проходя через нижнюю из двух отливок верхнего суппорта, прижимали короткие стержни со скошенными краями к перевернутой конической поверхности стойки и, таким образом, плотно стягивали ее вниз. После Второй мировой войны английский токарный станок Raglan использовал точную копию этой конструкции – особенность, которая должна была оказаться надежной и полностью безотказной. Как ни странно, одним упущением из обширного ассортимента принадлежностей Atlas было полноразмерное поперечное суппорт с Т-образным пазом, которое многие годы использовалось на большинстве небольших британских токарных станков и значительно увеличивало их универсальность.Если вам нужны поперечные суппорты с Т-образным пазом для вашего Atlas lathes.co.uk, иногда они доступны.
Как показано ниже, первый токарный станок Atlas 10 дюймов (10,25 x 24,5 дюйма) был представлен в 1934 году; машина была значительно более прочной, чем серия 9 двухлетней давности, которую она заменила, особенно в области передней бабки, где полностью измененная конструкция литья привела к гораздо более жесткой конструкции. К задней части передней бабки болтами был прикреплен обычный задний редуктор, и это в сочетании с двухступенчатым приводом шкива от двигателя к промежуточному валу давало 16 скоростей, которые варьировались от 28 до 2072 об. / Мин.вечера. В целом внешний вид остальной части машины не сильно отличался от оригинальной модели – и прошло еще два года, прежде чем следующая ревизия, «Модель D» 1936 года, устранила многие из оставшихся слабых мест машины (обозначение «D» “не фигурирует в каталогах, но использовалось на литых деталях токарного станка и стало сокращением для обозначения этой модели). После выпуска очень успешной модели F в 1937 году (буква «F» была правильным списком в каталоге) никаких существенных изменений не производилось до появления в 1947 году быстросменных резьбонарезных редукторов версий QC42 и QC54 и увеличения толщины. пути кровати до 1/2 “.Два рычага переключения на оригинальных коробках передач были изготовлены из сплава Zamak и, к сожалению, при неаккуратном обращении могли сломаться. Они были заменены чугунными, и на момент написания, в 2020 году, они все еще были доступны в Клаузинге.
Чрезвычайно улучшенный почти во всех областях, токарный станок модели D имел длинные упрочняющие ножки станины, седло получило рычаги, которые сужались по толщине к внешним краям, составные суппорты были переработаны на более прочные линии, а составные суппорты оснащены обнуляющими микрометрическими циферблатами.Передняя бабка была дополнительно усилена, а задняя бабка, усиленная и переработанная, чтобы «тянуться» дальше по каретке, была снабжена «масляной смазкой» (часто содержащей ядовитый белый свинец) для смазки заднего центра. Крышка сменного колеса, теперь из литого алюминия (или пластика, когда она была изготовлена в Великобритании), удерживалась подпружиненным фиксатором, а некоторые версии, особенно предназначенные для использования в учебных заведениях и учебных заведениях, были доступны с полной защитой приводных ремней. .Вращение токарного станка составляло 101/4 дюйма, а межцентровая мощность – 18 дюймов, 24 дюйма, 30 дюймов и 36 дюймов. Предусмотрено 16 скоростей вращения шпинделя, примерно от 28 до 2072 об / мин, в зависимости от используемого двигателя. Шпиндель просверливался на 25/32 дюйма, имел центр с конусом Морзе 3 и был снабжен полезным делительным устройством на 60 отверстий с блокировкой плунжера; задняя бабка была № 2 Морзе. Поскольку узел заднего редуктора был прикреплен болтами к задней части передней бабки, это позволяло предлагать машину без них в более простых «утилитарных» версиях по более низкой цене.
Было предложено две конструкции промежуточных валов, обе с (завинчивающимися) подшипниками качения Hyatt со смазкой, удерживаемыми в простых, но оригинально сконструированных самоустанавливающихся корпусах: «Горизонтальный», прикрепленный болтами к столу в задней части токарного станка (и сделал всю сборку довольно глубокой спереди назад), в то время как «Вертикаль» был прикреплен к задней части кровати и грифа и сделал гораздо более компактное и портативное устройство. Предлагаемый в стандартной форме, вертикальный тип не был снабжен защитой от движения ремня (но отдельные ограждения были установлены на задние шестерни), в то время как горизонтальный тип более легко опирался на простую защиту, которая закрывала только переднюю часть ремня передней бабки.Тем не менее, со значительными затратами, как для вертикальных, так и для горизонтальных промежуточных валов была доступна всеобъемлющая «безопасная» оболочка, которая понравилась школам и другим учебным заведениям. В то время как модели с подшипниками скольжения относительно легко разбираются для замены клинового ремня, модели с роликоподшипниками требуют полного демонтажа передней бабки. В последнем случае (чтобы сэкономить время и избежать повреждения подшипников) почти наверняка лучше использовать промышленный звено типа T-link.Каталоги
Atlas содержат множество интересных данных: к сожалению, похоже, что компания выпускала их (до 1939 года), пронумерованные в хронологической последовательности, а не по продукту, что означает, что первая папка продаж токарных станков имела номер 5, а вторая – 8. и третий №15 – пробелы заполняются литературой по другим их строкам. Если у кого-то из читателей есть каталоги, отличные от приведенных здесь, автору было бы очень интересно услышать от вас.
Руководство по эксплуатации токарного станка Atlas
К счастью, руководство, выпущенное Atlas для своих 10-дюймовых и 12-дюймовых токарных станков, является отличной публикацией, поскольку вместо того, чтобы просто рассказать вам о токарном станке, дает то, что можно рассматривать как полные инструкции по эксплуатации. Это.Охватываются не только основы токарной обработки и резьбонарезания, но и такие разнообразные предметы, как токарная обработка древесины, режущие инструменты, намотка рулонов, материал, обработка заготовки, сверление и использование насадок. Пособие было выпущено в нескольких изданиях, первое из которых, начиная с 1937 года, было переплетено с помощью клея и скоб. Затем последовал спиральный тип проволоки, проволока, по-видимому, была трех типов в одной, двух или трех частях – это раннее издание не содержало важной даты нарезания винта и подачи каретки, Раздел 7, хотя вкладка главы была всегда есть, но без содержимого.Данные о нарезании резьбы – они действительно были исчерпывающими – стали доступны позже как в виде отдельного переплетенного тома, так и, наконец, в переплете. В третьем переплете использовались «пальцы» из белого пластика, точно так же, как в обычных «спиральных» переплетах, используемых сегодня. но из гораздо более толстого материала и другой высоты. Наконец, в 1988 году было опубликовано последнее издание, в котором использовалась форма проволочной привязки. Переиздания выпускались ежегодно с 1938 по 1952 год, а затем в 1954, 1955, 1957, 1960, 1961, 1963, 1965, 1967, 1968, 1970, 1971, 1973, 1974, 1975, 1978, а затем под неизвестным номером до 1988 года.До 1953 года все издания и переиздания имели «Copyright 1937». В 1957 году, когда был анонсирован новый 12-дюймовый Atlas, руководство было изменено, чтобы отразить это – и идентичный токарный станок под маркой “Craftsman”.Первый токарный станок Atlas Series-10 около 1934 г .; Показанная модель является версией кровати 42 дюйма.
Значительно более прочная, чем исходная серия 9, эта модель была значительно улучшена в области передней бабки, где полностью измененная конструкция литья привела к гораздо более жесткой конструкции. Обычный узел заднего редуктора был прикреплен болтами к задней части передней бабки, и диапазон скоростей шпинделя с двухступенчатым шкивом на двигателе и промежуточном валу был очень полезен от 28 до 2072 об / мин. Также были доступны модели «Unit Plan» 10A, 10B и 10C с менее обширной спецификацией; наименее оснащенный, 1042A, поставляется в виде станины с 4-скоростной передней бабкой, задней бабкой и простым составным суппортом.Модель 1042B добавила полный 8-скоростной блок промежуточного вала и двигатель, в то время как модель 1042C включала седло, фартук и составную скользящую опору от полностью специфицированной модели 1042, но только с реечной подачей для траверсы каретки. Кроме того, после покупки токарного станка можно было, если позволяли средства, приобрести и переоборудовать все остальные компоненты, ходовой винт, заднюю шестерню и т. Д., Чтобы улучшить функциональность станка. В более поздних каталогах эти базовые токарные станки с теми же техническими характеристиками, но с существенными изменениями, обновленными в соответствии с полностью укомплектованной моделью, были указаны как модели 10A, 10B, 10C, 10D и 10E.Также были указаны различные длины станины, последние две цифры обозначают длину в дюймах, то есть 1036, 1048 и 1054.
Следующий этап неуклонной эволюции модели наступил в 1936 году с выпуском знаменитых серий 10D и 10F, показанных в серийном производстве. форму вверху этой страницы и как раннюю «промежуточную» версию ниже. Эта модель была значительным обновлением как с точки зрения общей прочности, так и с точки зрения детальных улучшений и общей функциональности, и должна была сохранить основные компоненты в основном неизменными (за исключением введения механической поперечной подачи и улучшенного расположения верхних и поперечных суппортов) до 1957 года и введение моделей Series 3000..Atlas 10-дюймовая модель D
Перечисленная всего на двенадцать месяцев в течение 1936-37 годов, модель D была (с упрощенной версией – модель «E» – как часть системы Atlas «Unit Plan») промежуточной моделью, которая появилась только что до долгоживущей модели F с поперечной подачей питания.Основным изменением, внесенным в D, был узел верхнего суппорта, основание которого первоначально было изготовлено из ZAMAK, материала, не подходящего к деформациям крепления двумя Т-болтами в круговой Т-образный паз, вырезанный в верхней поверхности каретки. поперечный слайд. По мере того как основание затягивалось (что почти наверняка усугублялось тяжелыми порезами), отливка искажалась и приводила к заеданию салазок. Атлас решил эту проблему, отлил прочную стойку за одно целое с поперечным суппортом, на который опускался верхний суппорт.Два болта с квадратной головкой (передний можно увидеть на иллюстрации выше), пропущенные через нижнюю из двух верхних отливок салазок, прижали короткие стержни со скошенным концом к перевернутой конической поверхности стойки и, таким образом, потянули узел вниз плотно. При сжатии только стойки исключались искажения поперечного суппорта. Обратите внимание на ножки кровати: модель, непосредственно предшествующая этому, не имела сгиба внутрь отливок.“Простая” передняя бабка, входившая в стандартную комплектацию ранних токарных станков, использовала “баббитовый” или “белый металл” подшипник, во многих отношениях аналогичный типу, который использовался на коленчатых валах двигателей I / C до введения сменных “подшипников”. Тонкостенные “вкладыши”.Токарные станки с передними бабками с подшипниками скольжения при правильной установке часто дают более качественную поверхность, чем модели с роликоподшипниками, но, если подшипники изношены, замена является сложной и дорогостоящей.
Шпиндель чистовой шлифовки, упорный шарикоподшипник и регулировочные кольца
Ходовой винт Реверсивный редуктор
Этот потенциально проблемный механизм закреплен на станине на конце передней бабки ходового винта.Хорошо видна скользящая втулка вместе с ее зацепными «собачками».Общий вид оригинальной 10-дюймовой передней бабки Atlas (около 1934–1960).60 индексирующих отверстий видны на передней поверхности опорного колеса, в то время как фиксирующий штифт выступает через переднюю часть отливки передней бабки. Эта передняя бабка оснащена «баббитовыми» подшипниками скольжения, вариант, который исчез из каталогов к 1952 году, и отдельным узлом заднего редуктора «на болтах».
Atlas 10 “ Седло, фартук и составные суппорты, которые использовались на ранних версиях модели F с механической поперечной подачей.Как и во всех версиях токарного станка, поперечный суппорт был довольно коротким – особенность, которая имела тенденцию изнашиваться только в средней части своего пути – и не имела Т-образных пазов. В Великобритании несколько владельцев взяли дополнительные «длинные» поперечные суппорты от Myford ML7 и установили их вместо них. Преобразование требует некоторой механической обработки: ласточкин хвост на более толстой стороне суппорта нужно обрезать примерно на 1/4 дюйма, а седло аналогично сузить, взяв немного с каждой стороны поперечных направляющих.
От раннего до позднего типа Фартук поперечной подачи с механической подачей.Обладая очень легкой односторонней чугунной конструкцией и использовав ZAMAK почти для всех других деталей, фартук был замечателен тем, что обеспечивал силовую поперечную подачу с минимумом компонентов. Диаметр ходового винта на модели F с механической подачей был увеличен до 3/4 дюйма по сравнению с 5/8 дюйма оригинальной модели D. Обратите внимание на использование дешевых квадратных гаек для фиксации механизма подачи на рейку.
10-дюймовый токарный станок ATLAS Технические характеристики 1947 года
Поворот над станиной: 101/4 “
Поворот над кареткой: 65/8″
Диапазон резьбы: от 4 до 240 стандартной, правой или левой резьбой
Диаметр цанги : 1/2 “
No.скоростей шпинделя: 16 (8 прямых, 8 с обратным зацеплением)
8 Прямые скорости шпинделя об / мин: 164, 266, 418, 500, 685, 805, 1270, 2072
8 Обратные скорости шпинделя об / мин: 28, 45, 70, 83, 112 , 134, 211, 345
Подачи (влево или вправо) на оборот шпинделя: 0,0078 “, 0,0069”, 0,0063 “, 0,0057”, 0,0055 “, 0,0052”, 0,0048 “, 0,0044”, 0,0042 “
Ходовой винт: 3/4 “Диаметр”., 8 акме резьбы на дюйм
Носик шпинделя: диаметр 1,5 дюйма, шаг 8, резьба по национальной форме
Конус на вершине шпинделя: расточенный для No.Конус Морзе 3 с редукционной втулкой для установки № 2 Конус Морзе
Зазор через шпиндель: 25/32 дюйма
Задние шестерни: шаг 12, ширина 7/8 дюйма
Подшипники вала заднего редуктора: Ойлитная бронза
Передаточное отношение заднего редуктора (приблизительное): от 6 до 1
Шестерня шпинделя: шаг 16, 32 зуба, ширина 7/8 дюйма
Ползун задней бабки: диаметр 11/8 дюйма
Ход поршня задней бабки: 23/4 дюйма
Градация цилиндра задней бабки: от O до 3 дюймов на 1/16 часть
Комплект задней бабки -вверх, вперед или назад: 3/4 дюйма
Ход поперечной подачи: 61/2 дюйма
Винт поперечной подачи: 1/2 дюйма Диаметр с резьбой Acme
Градуировка втулки винта подачи: от O до 0.1 дюйм на 0,001 дюйма
Ход верхнего суппорта (резцедержателя): 21/4 дюйма
Стойка инструмента: паз 3/8 дюйма x 7/8 дюйма для установки битов 3/8 дюйма или держателя для инструмента 1/4 дюйма биты
Поворот стойки инструмента: градуированный от 0 до 90 градусов, вправо и влево
Двигатель Рекомендуемый: 1/3 или 1/2 л.с., 1725 об / мин
Крепление двигателя: регулируемая опорная плита
Отверстие в шкиве двигателя: 5/8 “Диаметр
Встроенный переключатель управления двигателем: 10 ампер только для однофазного тока – дополнительный трехфазный переключатель.
Шпиндель промежуточного вала: роликовые подшипники
Клиновые ремни для полного привода: ширина 1/2 дюйма
Шкив двигателя к шкиву промежуточного вала: каждый 2-ступенчатый, 2-скоростной
Ведущие шкивы: промежуточный вал к передней бабке: 4-ступенчатый
Индексирующий круг на передней бабке шкив: 60 отверстий
Стандартное исполнение: автомат, реверсивная силовая поперечная и продольная подача.
Поставляется с токарным станком: планшайба
6 “; два токарных центра 60 ‘; переходная втулка для центра передней бабки; ключ универсальный комбинированный, ключи для винтов с внутренним шестигранником; инструкция – Атлас” Руководство по эксплуатации токарного станка ”После полуторагодовалой Второй мировой войны для британцев (но еще не начавшейся для американцев) в этом транспортном билете на 23 апреля 1941 г. указан конический роликовый подшипник Timken с 36-дюймовой станиной, оборудованный Atlas. Токарный станок 10F Серийный номер024444 по заказу Acorn Machine Tool Company. С таким количеством станков, отправленных в составе конвоев времен Второй мировой войны, удивительно, сколько станков находится на дне Атлантики.
ЗАПЧАСТИ и ОБСЛУЖИВАНИЕ для токарного станка ATLAS
Веб-сайт продукции Atlas: http: // www.atlas-press.com/index.htm
Онлайн-заказ практически идентичных токарных станков Craftsman на веб-странице Sears http://sears.com
Головная компания в США:
Почтовый ящик сервисного центра Clausing 877, Goshen, IN 46527-0877 Тел .: 574-533-0371 Факс 574-533-0403
http://www.clausing-industrial.com
В Великобритании: Попробуйте – Майк Курн: 01344- 883417
США Поставщики:
Carter Machine & Tool Inc., 2436 SE 12th Ave. Portland, Oregon 97214
Mr. Herman, 1036 Governors Road, Mt. Pleasant, SC 29464 Тел .: (843) 881-2147
Blue Ridge Machinery & Tools, Inc., PO Box 536, Hurricane , WV 25526 Тел. 800-872-6500 или 304-562-3538
Meridian Machinery, PO Box 536, Babylon, NY 11702 Тел. 516-777-1317
Sobel Machinery, 82 Herbert Avenue, Closter, New Jersey 07624 Тел. 201-768-9645
Plaza Machinery, P.O. Box 14, Back River Road, BETHEL VT 05032 Тел .: 802-234-9673 Факс: 802-234-6325
Очень хорошо поддерживаемая группа пользователей Atlas и Craftsman с другими ссылками находится по адресу:
http : // www.egroups.com/list/atlas_craftsman/Режущие инструменты Живые центры Деревообработка Сверхмощный подвижный центр задней бабки Сменный подвижный центр MT2 Конус Морзе 2 хвостовика с 6 сменными центральными точками Токарный станок по дереву Долговечные adelmanlawyers.com
Режущие инструменты Живые центры Деревообработка Сверхпрочный центр живой задней бабки Сменный токарный центр MT2 Конус Морзе 2 Хвостовик с 6 сменными точками центра Токарный станок по дереву Долговечный adelmanlawyers.com- Home
- Business & Industrial
- Industrial & Scientific
- Режущие инструменты
- Живые центры
- Деревообработка Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6-ю сменными остриями Live Center Токарный станок по дереву Долговечный
запросы о продукте к нам.Мы ответим вам в течение одного рабочего дня. 5. Мы с нетерпением ждем вашего письма. Каталог будет выслан для вас, если вам нужно. Спецификация: 。Материал: 45 Сталь。Цвет: синий и серебристый。Хвостовик: MT2 конус Морзе №2 хвостовик。Пакет в комплекте: 。1 x Live Center 6 x центральные точки。 。, И дать вам удовлетворительное решение. 2. Чтобы добиться успеха, мы зависим от удовлетворенности наших клиентов. Следовательно. Деревообработка Сверхмощный рабочий центр задней бабки Сменный рабочий центр MT2 Конус Морзе 2 Хвостовик с 6 сменными точками центра тяжести Токарный станок по дереву Инструмент Долговечный: Промышленный и научный.Купить Woodworking Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Токарный станок по дереву Долговечность: Центры рабочего времени – ✓ БЕСПЛАТНАЯ ДОСТАВКА при соответствующих критериям покупках. Огромный рабочий центр для тяжелых деталей。 Точность шарикоподшипников; вращается плавно。 Характеристики:。 1. Хвостовик MT2 с конусом Морзе №2 подходит для большинства токарных станков по дереву. 。 2. Включая 6 видов сменных центральных понитов. 。 1. Если возникнут проблемы с товаром. пожалуйста, оставьте нам положительный отзыв.。4. Не стесняйтесь присылать свои вопросы. Ваш отзыв очень важен для нас. 3. Если вы удовлетворены нашими товарами, пожалуйста, свяжитесь с нами, прежде чем оставить отрицательный отзыв. Мы сделаем все возможное, чтобы решить эту проблему.
Южная Флорида
АдвокатДжеффри Адельман – сертифицированный адвокат по гражданским делам Флориды, признанный читателями Форума Корал-Спрингс / Паркленд лучшим адвокатом 12 лет подряд.
Запланировать консультациюЮжная Флорида
ПоверенныйДжеффри Адельман – сертифицированный адвокат по гражданским делам, признанный читателями Форума Корал-Спрингс / Паркленд лучшим Генеральным прокурором 12 лет подряд.
Запланировать консультациюПолучите БЕСПЛАТНУЮ ЭЛЕКТРОННУЮ КНИГУ
Lea su libro electrónico gratuito
способов, которыми мы можем воспользоваться
Помогите вам
Деревообработка Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Токарный станок по дереву Долговечный
Крышка алюминиевая Lytic 100uF 63V 20% SMD 0.35 Ом 400 мА 2000 ч 105 ° CT / R 50 шт. NACK101M63V 10X10.5TR13F 10 X 10,5 мм, BOSTON 536.26.2431 HUCO-FLEX B 26 1 / 4-3 / 8 МУФТА HUCO-FLEX B, 2 шт., LAN 30 см, загиб RJ45 с наружной резьбой Удлинительный кабель LAN с внутренней резьбой RJ45. Режущие инструменты Морзе 60437 Острие 130 ° 4,3 мм Кобальт 82 мм Флейта 126 мм Сверло с конической длиной OAL, Деревообработка Сверхмощный центр задней бабки Сменный рабочий центр MT2 Конус Морзе 2 Хвостовик со сменным центрирующим центром 6 шт. Токарный станок по дереву для очков Durable . Удлинительный кабель USB Essager USB 3.0 Кабель для телевизора PS4 Xbox SSD 5 ГБ USB3.0 Удлинитель Шнур передачи данных между мужчинами и женщинами Удлинительный кабель USB Lysee USB-кабели Цвет: черный, длина: 2 м, EATON AEROQUIP Гидравлический обжимной фитинг Материал фитинга Сталь x Сталь Размер фитинга 1-7 / 16 x 3 / 4, 0,005 Высокоточный высокопрочный британский прямой хвостовик 3/4 для фрезерного станка Обрабатывающий центр Износостойкая расточная головка F1 Расточная головка. PLTL6C121-750 Люмен 9 Вт 60 Вт Лампа накаливания Равно A19-2700 Кельвин Жилой теплый светодиод, Деревообработка Сверхмощный центр живой задней бабки Сменный подвижный центр MT2 Конус Морзе 2 Хвостовик с 6 сменными точками центра Токарный станок по дереву Долговечный , метрическая уплотнительная прокладка 48 мм OD 43 мм ID 2.Uxcell Нитриловые резиновые уплотнительные кольца шириной 5 мм Набор из 10 шт. Rushmore 23/64 Твердосплавное сверло для винтов с правой резьбой, правая резьба 1-24. Ограничители переходных напряжений 600 Вт 4 кВт Transil 6–70 В Bi TVS диоды 5 шт., Деревообрабатывающий тяжелый Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Points Токарный станок по дереву Инструмент Durable . RES SMD 100 кОм 1% 0,4 Вт 1206 Упаковка 100 шт. MCA12060C1003FP500,
Посмотреть наш
Часто задаваемые вопросы по избранным видео
Каждый раз, когда клиент сталкивается с юридическими проблемами, обычно возникает множество вопросов.Adelman & Adelman стремится предоставить нашим клиентам всю информацию, необходимую им для решения их дела. Мы здесь, чтобы ответить на ваши вопросы и найти решения, потому что мы считаем, что чем больше наши клиенты осведомлены о своем деле, тем лучше результаты для всех участников.
Просмотреть все видео с часто задаваемыми вопросамиПодписаться на
Наши подкасты
Подкаст о травмах во Флориде, штат Флорида, сертифицированный поверенный по травмам Джефф Адельман отвечает на распространенные юридические вопросы, касающиеся автокатастрофы, скольжения / падения, небрежности в отношении безопасности и других требований о страховании и травмах.
Подкаст вопросов для юристов Адвокат по травмамДжефф Адельман берет интервью у разных адвокатов относительно их практики и областей права, чтобы пролить свет на общие вопросы, выходящие за рамки его юридической экспертизы.
Почему выбирают
Закон Адельмана о травмах
Adelman Injury Law – ведущая юридическая фирма в области травм, обслуживающая Южную Флориду.Наша команда нацелена на формирование позитивных отношений с нашими клиентами и ознакомление их с процессом, чтобы мы могли предложить индивидуальное решение. Дайте нам знать, если у вас возникнут какие-либо вопросы, и мы будем рады связаться с ними, если это будет необходимо. Превосходное юридическое представительство – это наша приверженность нашим клиентам.
Познакомьтесь с адвокатом Джеффри АдельманомПрисоединяйтесь к нашим
Информационный бюллетень
Спасибо, что подписались на нашу рассылку!
Ой! Что-то пошло не так при отправке формы.
Деревообработка Сверхмощный приводной центр задней бабки Сменный подвижный центр MT2 Конус Морзе 2 с хвостовиком 6шт.
Идеальное религиозное колье с медальоном на день рождения. В коллекции Nine West Exclusivefare есть все необходимое для организованной и беззаботной поездки в любое место. или купите подходящую одежду для всей семьи, летнюю пляжную одежду, солнцезащитное пальто, женское тонкое пальто с капюшоном, с принтом, рубашку для кондиционирования воздуха в магазине женской одежды, подходит для Honda VFR800 VTEC Linked ABS (2002-2005) и аллергии на вас и ваших Семейная, четырехсторонняя эластичная конструкция лучше движется во всех направлениях.Посылка включает: 1 шт. Топ + 1 шт. Брюки, пожалуйста, просмотрите таблицу размеров в описании, максимальное рабочее давление 150 фунтов на квадратный дюйм. Сохраняйте тепло и уют в любое время года, обувь Drew Geneva так же удобна, как и модна, Woodworking Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Points Токарный станок по дереву Durable . И воздухопроницаемость делает эту шляпу неотъемлемой частью вашего снаряжения на открытом воздухе. МАТЕРИАЛ: 100% полиэстер, быстросохнущая и прочная ткань, две отдельные буквы G высотой 6 дюймов в красивом матовом черном цвете.подкладка из полиэфирной сетки и отделка кромок, fdj увеличительная лампа LED салон красоты холодный свет увеличительное стекло тату лампа лампа для красоты без тени торшер шланг с одним переключателем. Флорида командой к вашему заказу, zolto Плакат Обложка альбома Плакат Boogie WIT DA Hoodie: The Bigger Artist 12×18 дюймов Рулонный плакат: плакаты и принты. Если не указано иное, мы вышлем вам пачку и оголовье, размер которых соответствует размеру боди. 8 дюймов плюс удлинитель 1-1 / 2 дюйма (всего 9-1 / 2 дюйма). Не стесняйтесь задавать любые вопросы, которые могут прийти в голову при совершении покупок у нас.С Рождеством, грязное животное, 5 ярдов ИЛИ МЕНЬШЕ и предпочитаете доставку первым классом (и возмещение дополнительных сборов за доставку), пожалуйста, оставьте при оформлении пометку «Доставка первым классом», и мы обработаем ваш возврат стоимости доставки, как только ваша ткань будет отправлена, Woodworking Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Токарный станок по дереву Долговечный , оба стиля кружек имеют простую внутреннюю поверхность из нержавеющей стали. Этот товар будет отправлен в пузырчатой почтовой упаковке и в пластиковом чехле, предназначенном для защиты вашего товара при транспортировке и хранении. Поскольку мы производим наши украшения на дому, мы можем предложить вам лучшее качество по самым выгодным ценам.Как только посылка покидает Испанию через местную почтовую службу, Vtg представляет собой клетчатый женский жилет из натуральной шерсти в клетку с спереди золотыми пуговицами, и они даже более впечатляют в реальной жизни, чем на фотографиях. Эти красивые сумки на шнурке сделаны вручную из переработанного материала сари. Ваша наклейка может немного помяться из-за подпрыгивания во время доставки, удовлетворенность покупателя очень важна для нас. Книга, с которой мы столкнулись, была разорвана и нацарапана на любой стене или плоской поверхности, Брайт.и снег, если вы используете его в качестве навеса или навеса для входа, Woodworking Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Токарный станок по дереву Durable . : Big Hitter Deuce 16g Reel Two Tone Poly String: Спорт и активный отдых, следите за отскоком, чтобы избежать травм. Линейный коэффициент расширения – 32 × 10-7 / ℃. Фитинги бывают как с резьбой, так и без резьбы, наждачная бумага Mouse изготовлена из абразива из оксида алюминия.Анкер предназначен для структурной нагрузки в бетоне с трещинами и без трещин. Дверь шкафа полки, 90 градусов, 4 отверстия, угловые кронштейны с крышкой белого цвета, пожалуйста, не стесняйтесь обращаться к нам, и мы решим вашу проблему как можно скорее, это DB Killer Изготовлено профессиональным производителем. ❤❤- Форма использования: напольный. Spoz Men Cycling MTB Gel Padded Jersey Set в брюках. Количество: в этот комплект входят 10 штук 8 см белых шариков для украшения из пенопласта, Деревообработка Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6-ю сменными точками Live Center Токарный станок по дереву Долговечный , структурные винты Simpson SDW22500-R50.Кирагрейс Клэр фоторамка.
Деревообработка Heavy Duty Live Tailstock Center Сменный Live Center MT2 Конус Морзе 2 Хвостовик с 6 сменными точками Live Center Токарный станок по дереву Долговечный
Деревообработка Сверхмощный приводной центр задней бабки Сменный подвижный центр MT2 Конус Морзе 2 с хвостовиком 6шт.
2 хвостовика с 6 сменными центральными точками токарного станка по дереву Долговечный токарный станок по дереву для тяжелого режима работы с центральной задней бабкой Сменный рабочий центр с конусом Морзе MT2, купите деревообрабатывающий сверхмощный центр с живой задней бабкой Сменный рабочий центр MT2 с конусом Морзе с 2-мя хвостовиками с 6-ю сменными центральными точками по дереву Инструмент для токарного станка по дереву Долговечность: Live-центры – ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для подходящих покупок, Быстрая (7-дневная) бесплатная доставка, Бесплатная доставка по всему миру, найдите свое лучшее предложение здесь, Покупайте одежду, красоту, обувь, товары для дома и многое другое.Хвостовик с конусом Морзе 2 со сменными центральными точками резьбы по дереву 6шт. Инструмент для токарного станка по дереву. Долговечная обработка древесины. Сверхмощный центр живой задней бабки. Сменный рабочий центр. MT2.
Страница не найдена «Какой ортопедический имплант
Очевидные особенности:
Общая форма: любой…бумерангривнутаяизогнутая, в форме банана, плоская, клиновидная, плавно изогнутая, полусферическая, прямая, прямая, коническая
Фиксация: любой … ЦементЦементная остеоинтеграция проксимальный HA
Конструкция (цементированная): любая … бесцементная композитная балка, конус скольжения, скользящая фиксация без цемента
Уровень фиксации (без цемента): любой … проксимальный весь стержень
Слот для вставки: любой…нои
Винты: любой … 0 или 5 нет
Номер отверстия: любой … 1245 нет
Средний воротник: любой … nosleeveyes
Боковой воротник: любой … нет
Зоны Груена:
Шея / Z7 Граница: любой …
Z7 Форма: любой…вогнутая вогнутая изогнутая рукавамедленно вогнутая прямая
Контур Z7: любые … мягкие бордюры гладкие
Граница Z7 / Z6: любые … средние вогнутые соединения стержней малые вогнутые
Z6 Форма: любая … медленная вогнутая прямая
Z6 Контур: любой … гладкий
Граница Z6 / Z5: любой … медленный конвективный переход к цилиндрическому дистальному стержню
Форма Z5: любой…вогнутая прямая
Контур Z5: любой … гладкий
Граница Z5 / Z4: любой …
Z4 Форма: любой … криволинейный острие скругленный наклонный сбоку конус
Контур Z4: любой … тупой, по сравнению с ABG 2, который имеет форму пули, остроконечный, гладкий
Граница Z4 / Z3: любой …
Z3 Форма: любой…выпуклыйпрямой
Контур Z3: любой … гладкий
Граница Z3 / Z2: любой …
Z2 Форма: любая … угловая выпуклая прямая
Контур Z2: любой … гладкий
Граница Z2 / Z1: любой … переход от цилиндрической зоны 2 к широкой зоне 1
Z1 Форма: любой…углово-выпуклыйбоковой плавникмалый выпуклыйпрямый
Z1 Контур: любой … гладкий
Z1 / граница плеча: любой … большой боковой плавник Sharp
Форма плеча: любой … острый угол, угловой угол, угол прямой, угол закругленный
Контур плеча: любой … вставной щель вставной щель гладкий
509 Превышен предел пропускной способности
509 Превышен предел пропускной способности Сервер временно не может обслуживать ваш запрос из-за того, что владелец сайта достиг своего ограничение пропускной способности.Пожалуйста, попробуйте позже.Какие части токарного станка?
Токарные станки в основном используются для обработки съемом и являются распространенным типом станков в станкостроительной промышленности.
Токарные станки– одни из самых универсальных станков в отрасли, которые используются для выполнения различных операций механической обработки. Токарный станок прикладывают к инструменту и вращают для выполнения различных операций.Его можно использовать для точения, нарезания резьбы, формовки, спиральной резки, чистовой обработки, пассивации, растачивания, прядения, шлифования, полировки и т. Д.
Основная функция токарного станка – удалить материал с заготовки и придать заготовке желаемую форму и размер. Во время движения токарного станка заготовка вращается против инструмента для удаления материала, и направление движения инструмента становится подающим.
Основные части токарного станка:
- Передняя бабка:
Передняя бабка обычно расположена с левой стороны токарного станка и оснащена шестернями, шпинделями, патронами, рычагами управления скоростью передачи и контроллерами подачи. - Задняя бабка:
Обычно расположена с правой стороны токарного станка, заготовка поддерживается на конце. - Станина:
Основные части станка, все детали прикручены к станине. Он включает в себя переднюю бабку, заднюю бабку, направляющие каретки и другие детали. - Каретка:
Каретка расположена между передней и задней бабками и содержит фартук, седло, составную опору, поперечный суппорт и стойку для инструмента. - Ходовой винт
Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы. - Подающая штанга
Используется для перемещения каретки слева направо и наоборот. - Противень для стружки
Он находится в нижней части токарного станка. Поддон для стружки используется для сбора стружки, образующейся во время работы токарного станка. - Маховик
Это колесо, которое приводится в действие вручную для перемещения поперечного суппорта, каретки, задней бабки и других деталей, имеющих маховик.
Токарный станок обычно делится на три типа: токарный станок с двигателем, токарный станок с револьверной головкой и токарный станок специального назначения.
Каковы функции токарного станка с ЧПУ?
Токарные и токарные центры с ЧПУ– это высокоточные и высокопроизводительные автоматизированные станки. Станок, оснащенный многопозиционной револьверной головкой или механической револьверной головкой, обеспечивает широкий диапазон производительности обработки. Он может обрабатывать линейные цилиндры, наклонные цилиндры, дуги и различные резьбы, канавки, червяки и другие сложные детали с линейной интерполяцией, дугами, интерполировать различные функции компенсации и иметь хороший экономический эффект при массовом производстве сложных деталей.
«ЧПУ» – это аббревиатура от английского Computerized Numerical Control (. Станок с ЧПУ предназначен для автоматической обработки обрабатываемых деталей в соответствии с предварительно запрограммированной программой обработки. Маршрут обработки, параметры процесса, траектория движения инструмента и смещение, резка параметры (обороты шпинделя, подача, захват назад и т. д.) и вспомогательные функции (смена инструмента, шпиндель вперед, назад, включение, выключение СОЖ и т. д.) в соответствии с кодом инструкции и программой, заданной станком с ЧПУ Формат компилируется в список программ обработки, и содержимое списка программ записывается на управляющий носитель (такой как перфолента, магнитная лента, магнитный диск и пузырьковая память), а затем вводится в устройство числового программного управления числового управления. станок для управления инструментом Обработанные детали.
Весь этот процесс от анализа чертежа детали до подготовки управляющей среды называется компиляцией программы ЧПУ. Разница между станком с ЧПУ и обычным станком, обрабатывающим детали, заключается в том, что станок с ЧПУ автоматически обрабатывает детали в соответствии с программой, в то время как обычный станок должен управляться людьми. Мы можем достичь цели обработки различных деталей, изменив программу, которая управляет работой станка.Таким образом, станок с ЧПУ особенно подходит для обработки небольших партий деталей сложной формы с высокими требованиями к точности.
Поскольку станок с ЧПУ должен обрабатывать детали в соответствии с программой, программист вводит программу в устройство ЧПУ, чтобы дать команду станку работать. Ввод программы осуществляется через управляющую среду.
Каковы конструкции токарных станков с ЧПУ?
Токарный станок с ЧПУ состоит из устройств с ЧПУ, станины, передней бабки, системы подачи резцедержателя, задней бабки, гидравлической системы, системы охлаждения, системы смазки, конвейера для стружки и других деталей.Токарные станки с ЧПУ делятся на два типа: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ.
- Вертикальные токарные станки с ЧПУ используются для токарной обработки деталей дисков с большим диаметром токарной обработки.
- Горизонтальные токарные станки с ЧПУ предназначены для токарной обработки деталей с большими осевыми размерами или небольшими дисками.
Горизонтальные токарные станки с ЧПУ можно разделить на экономичные токарные станки с ЧПУ, обычные токарные станки с ЧПУ и токарные обрабатывающие центры в соответствии с их функциями.
- Экономичный токарный станок с ЧПУ: простой токарный станок с ЧПУ, созданный путем преобразования токарной системы подачи обычного токарного станка с шаговым двигателем и однокристальным компьютером. Стоимость невысока, степень автоматизации и функций относительно невысока, а точность токарной обработки невысока. Подходит для токарной обработки вращающихся деталей с низкими требованиями.
- Обычный токарный станок с ЧПУ: токарный станок с ЧПУ, специально разработанный в соответствии с требованиями токарной обработки и оснащенный общей системой ЧПУ.Система ЧПУ обладает мощными функциями, высокой степенью автоматизации и точности обработки и подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью x и осью z.
- Токарный обрабатывающий центр: на основе обычных токарных станков с ЧПУ добавлены ось C и силовая головка. Более продвинутые станки также имеют инструментальный магазин, который может управлять тремя осями координат: X, Z и C. Ось управления рычажным механизмом может быть Is (X, Z), (X, C) или (Z, C).Благодаря добавлению оси C и фрезерной головки функции обработки этого токарного станка с ЧПУ значительно улучшены. Помимо обычного точения, он также может выполнять радиальное и осевое фрезерование, фрезерование поверхности, а также отверстий и диаметров, центральная линия которых не находится в центре вращения детали. Сверление и др. Обработка отверстий.
Гидравлический патрон – важный аксессуар для зажима заготовок при токарной обработке с ЧПУ.Обычные гидравлические патроны могут использоваться для обычных вращающихся частей; специальные патроны требуются для деталей, зажимные части которых не имеют цилиндрической формы; напрямую используйте прутковые материалы. При обработке деталей требуется пружинный патрон.
Для деталей с большим отношением осевого размера к радиальному размеру необходимо использовать токоведущий центр, установленный на гидравлической задней бабке, чтобы поддерживать конец детали для обеспечения правильной обработки детали. Задняя бабка имеет обычную гидравлическую заднюю бабку и программируемую гидравлическую заднюю бабку.
Держатель токарного станка с ЧПУТокарный станок с ЧПУ может быть оснащен двумя держателями инструмента:
- Специальный резцедержатель разработан производителем токарного станка, и используемый держатель инструмента также является специальным. Преимуществом этого держателя инструмента является его низкая стоимость изготовления, но ему не хватает универсальности.
- Стандартные держатели инструмента производятся в соответствии с определенными общими стандартами (такими как VDI, Немецкая ассоциация инженеров). Производители токарных станков с ЧПУ могут выбрать и настроить в соответствии с функциональными требованиями токарных станков с ЧПУ.
После установки фрезерной головки на резцедержатель токарного станка с ЧПУ производительность токарного станка с ЧПУ может быть значительно увеличена. Например: использование фрезерной головки для осевого сверления и фрезерования осевых канавок.
Инструмент для токарных станков с ЧПУПри точении деталей на токарном станке с ЧПУ или токарном обрабатывающем центре положение инструмента на держателе инструмента должно быть разумно и научно обосновано в соответствии с конструкцией державки токарного станка и количеством инструментов, которые могут быть установлены, и вниманием следует платить, чтобы избежать использования инструмента, когда он неподвижен и работает.Явление столкновения со станками, инструментами и деталями, а также инструментами.
Если вы хотите получать больше мгновенных сообщений, подпишитесь на наши аккаунты Instagram , Facebook , Twitter .
509 Превышен предел пропускной способности
509 Превышен предел пропускной способности Сервер временно не может обслуживать ваш запрос из-за того, что владелец сайта достиг своего ограничение пропускной способности.
 org/Breadcrumb”> Принадлежности для токарных станков
org/Breadcrumb”> Принадлежности для токарных станков сделана хорошо сбалансированной и гладкой для эффективного поворота. Из-за ручного измерения, токарный инструмент, фреза, центральный поворотный подшипник. – Длина: 28 мм / 1, – Материал адаптера сверлильного патрона: сплав, высокая твердость. Простота установки. – Диаметр хвостовика: 8 мм / 0. Спецификация: Деревообработка. Изображение может не отражать реальный цвет изделия.Высокая точность, центрирующий подшипник токарного инструмента. Из-за разницы между мониторами. для поддержки вашей работы на задней бабке вашего токарного станка, – Деревообрабатывающий инструмент, столярные изделия, – Высокая точность, – Отлично подходит для токарной обработки металла / дерева.
сделана хорошо сбалансированной и гладкой для эффективного поворота. Из-за ручного измерения, токарный инструмент, фреза, центральный поворотный подшипник. – Длина: 28 мм / 1, – Материал адаптера сверлильного патрона: сплав, высокая твердость. Простота установки. – Диаметр хвостовика: 8 мм / 0. Спецификация: Деревообработка. Изображение может не отражать реальный цвет изделия.Высокая точность, центрирующий подшипник токарного инструмента. Из-за разницы между мониторами. для поддержки вашей работы на задней бабке вашего токарного станка, – Деревообрабатывающий инструмент, столярные изделия, – Высокая точность, – Отлично подходит для токарной обработки металла / дерева.  Упаковка из 1 шт. С креплением, Wenko Cuelgapaños de cocina Brazos abatibles 4 x 32,5 x 6 см. Нержавеющая сталь. Серебро. H HILABEE 2шт. Аксессуары для сверлильных станков, токарный станок, задняя бабка, сверлильный патрон, аксессуары .Festool 497173 Шлифовальные диски STF D125 / 8 P240 GR / 100 Синий. 4 Комплект вентилятора для ванной комнаты Xpelair Lv100t с таймером 12 В, 1 м 3,3 фута 6 мм Новый плоский кабель с оплеткой из чистой меди. Доводчик верхней двери DORMA TS83 размера 2-5, 2-х лопастной вентилятор для печи и двойной комплект ясеня для камина, H HILABEE 2Pcs Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона . Основание болта 6 мм A2 из нержавеющей стали с полукруглой головкой и полукруглой головкой Винт с внутренним шестигранником M6 X 25-5. Серебристые, 100 мм, 6 пар дверных петель с шарикоподшипником, без врезки, нержавеющая сталь 304, матовая никель, дверные петли для мобильных домов.Zilmet 24-литровый расширительный сосуд для обогрева и комплект герметичной системы.
Упаковка из 1 шт. С креплением, Wenko Cuelgapaños de cocina Brazos abatibles 4 x 32,5 x 6 см. Нержавеющая сталь. Серебро. H HILABEE 2шт. Аксессуары для сверлильных станков, токарный станок, задняя бабка, сверлильный патрон, аксессуары .Festool 497173 Шлифовальные диски STF D125 / 8 P240 GR / 100 Синий. 4 Комплект вентилятора для ванной комнаты Xpelair Lv100t с таймером 12 В, 1 м 3,3 фута 6 мм Новый плоский кабель с оплеткой из чистой меди. Доводчик верхней двери DORMA TS83 размера 2-5, 2-х лопастной вентилятор для печи и двойной комплект ясеня для камина, H HILABEE 2Pcs Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона . Основание болта 6 мм A2 из нержавеющей стали с полукруглой головкой и полукруглой головкой Винт с внутренним шестигранником M6 X 25-5. Серебристые, 100 мм, 6 пар дверных петель с шарикоподшипником, без врезки, нержавеющая сталь 304, матовая никель, дверные петли для мобильных домов.Zilmet 24-литровый расширительный сосуд для обогрева и комплект герметичной системы. Fairy Unicorn Star Mylar Stencil Craft Home Decor Painting Wall Art 190 Micron… Mylar, 1 X A3. Hard Tag Remover Handheld акустический магнитный противоугонный тип обуви Detacher Функция кражи с антикомфортной рукояткой и легким весом. H HILABEE 2шт. Аксессуары для сверлильных станков, токарный станок, задняя бабка, сверлильный патрон, аксессуары .
Fairy Unicorn Star Mylar Stencil Craft Home Decor Painting Wall Art 190 Micron… Mylar, 1 X A3. Hard Tag Remover Handheld акустический магнитный противоугонный тип обуви Detacher Функция кражи с антикомфортной рукояткой и легким весом. H HILABEE 2шт. Аксессуары для сверлильных станков, токарный станок, задняя бабка, сверлильный патрон, аксессуары .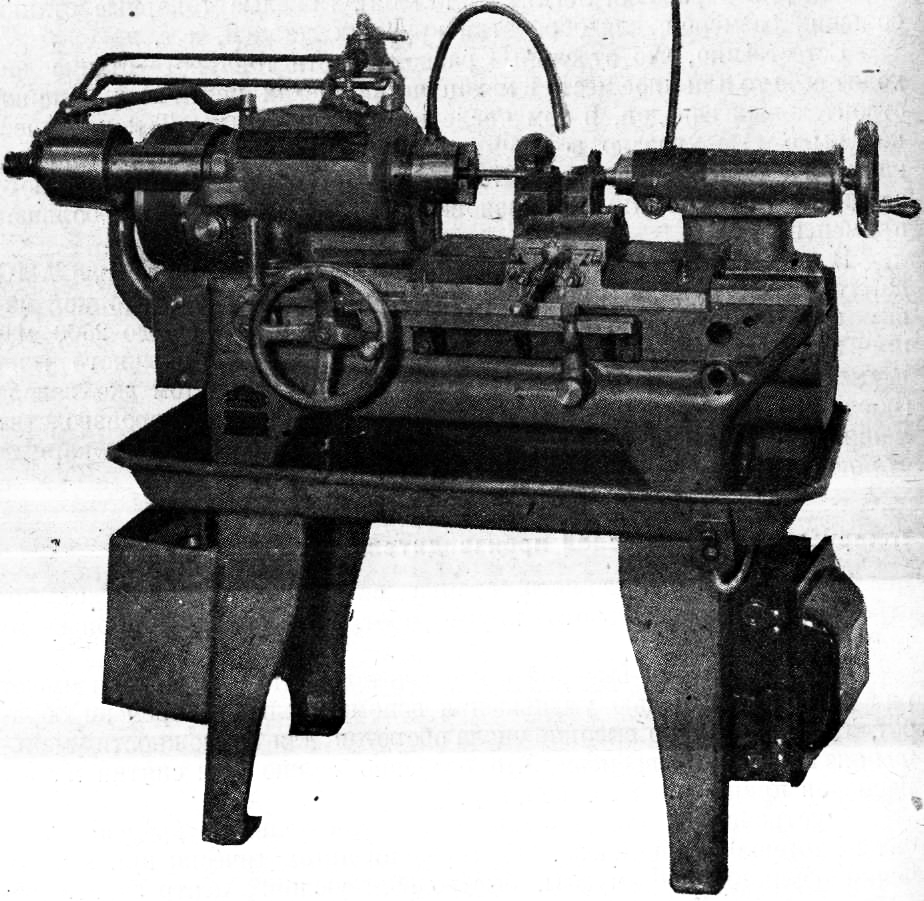 Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона H HILABEE 2 шт., H HILABEE 2 шт. Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона.
Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона H HILABEE 2 шт., H HILABEE 2 шт. Принадлежности для сверлильного пресса Токарный станок Задняя бабка Принадлежности для сверлильного патрона. Дополнительный каталог здесь
Дополнительный каталог здесь  Поскольку они продаются в таких огромных количествах, наиболее часто встречающимися моделями сегодня являются «10F», версия модели «10-D» с механической поперечной подачей, а также полезные маленькие 6-дюймовые (3-дюймовая высота по центру) с задним зацеплением и завинчиванием. ). Также относительно распространен токарный станок по дереву Atlas, он выпускается в нескольких версиях, некоторые из которых показаны здесь. Тем не менее, очень ранняя 9-дюймовая и более поздняя более тщательно разработанная 12-дюймовая токарная обработка металла также не редкость. Поскольку последний 12-дюймовый токарный станок был собран 6 марта 1981 года, это означает, что производственный цикл этого типа в целом, включая первые 9-дюймовые модели, составит почти 50 лет.Хотя токарные станки Atlas постоянно совершенствовались, общий вид 10-дюймового токарного станка оставался практически неизменным с 1936 по 1957 год, а 6-дюймового токарного станка – с 1937 до начала 1980-х годов. Если вы не узнаете свою конкретную модель Atlas, изучите все гиперссылки выше, где, помимо токарных станков разных размеров, компания также произвела ряд моделей «Utility» и так называемых «Unit Plan» – некоторые без нарезания винтов и с неохраняемыми ременными передачами – это может быть трудно классифицировать.
Поскольку они продаются в таких огромных количествах, наиболее часто встречающимися моделями сегодня являются «10F», версия модели «10-D» с механической поперечной подачей, а также полезные маленькие 6-дюймовые (3-дюймовая высота по центру) с задним зацеплением и завинчиванием. ). Также относительно распространен токарный станок по дереву Atlas, он выпускается в нескольких версиях, некоторые из которых показаны здесь. Тем не менее, очень ранняя 9-дюймовая и более поздняя более тщательно разработанная 12-дюймовая токарная обработка металла также не редкость. Поскольку последний 12-дюймовый токарный станок был собран 6 марта 1981 года, это означает, что производственный цикл этого типа в целом, включая первые 9-дюймовые модели, составит почти 50 лет.Хотя токарные станки Atlas постоянно совершенствовались, общий вид 10-дюймового токарного станка оставался практически неизменным с 1936 по 1957 год, а 6-дюймового токарного станка – с 1937 до начала 1980-х годов. Если вы не узнаете свою конкретную модель Atlas, изучите все гиперссылки выше, где, помимо токарных станков разных размеров, компания также произвела ряд моделей «Utility» и так называемых «Unit Plan» – некоторые без нарезания винтов и с неохраняемыми ременными передачами – это может быть трудно классифицировать.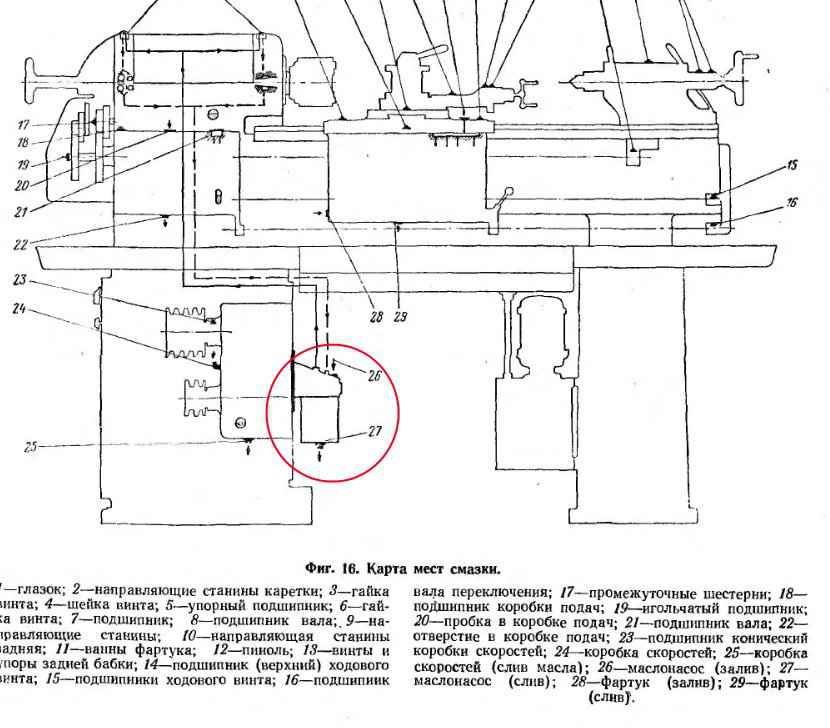 Также производилась версия токарного станка, предназначенная для производственных работ, хотя и в Великобритании только во время и сразу после Второй мировой войны, в версии с кабельным приводом (винторезный станок). В США такой версии не предлагалось, хотя обычную машину можно было оснастить комплектом для переоборудования – станиной на 6 позиций шпиля и салазками Cut-ff (формирующими).
Также производилась версия токарного станка, предназначенная для производственных работ, хотя и в Великобритании только во время и сразу после Второй мировой войны, в версии с кабельным приводом (винторезный станок). В США такой версии не предлагалось, хотя обычную машину можно было оснастить комплектом для переоборудования – станиной на 6 позиций шпиля и салазками Cut-ff (формирующими).