Станок для заточки цепей бензопил
 Для комфортной работы и ровных спилов необходим не только качественный и мощный инструмент, но и острая цепь. Заточить её можно вручную напильниками или станком для заточки цепей бензопил. Первый способ отлично подойдёт, если нужно лишь подточить затупленные лезвия зубьев, ничего не меняя при этом в них самих. Но если зубцы сильно потеряли свою форму, обработать их вручную будет сложно и займёт много времени. Поэтому в этом случае лучше использовать заточные станки, они помогут правильно и равномерно заточить все зубья.
Для комфортной работы и ровных спилов необходим не только качественный и мощный инструмент, но и острая цепь. Заточить её можно вручную напильниками или станком для заточки цепей бензопил. Первый способ отлично подойдёт, если нужно лишь подточить затупленные лезвия зубьев, ничего не меняя при этом в них самих. Но если зубцы сильно потеряли свою форму, обработать их вручную будет сложно и займёт много времени. Поэтому в этом случае лучше использовать заточные станки, они помогут правильно и равномерно заточить все зубья.
Прежде чем использовать любой инструмент для заточки цепи бензопилы, необходимо ознакомиться с инструкцией, соблюдать правила эксплуатации и технику безопасности.
Виды и преимущества станков
Заточные станки выпускаются ручные и автоматические, каждый из них имеет свои положительные и отрицательные стороны. Ручные приспособления делятся на стационарные и мобильные. Первые устанавливаются на стол или другую поверхность, а вторые прямо на шину бензопилы. Снимать цепь в итоге не нужно. Мобильные станки для заточки цепей бензопил крепятся к шине винтами с двух сторон. На инструменте есть шкала с градусной разметкой, где устанавливается необходимый угол заточки.
При покупке ручного станка следует учесть, что в его комплект часто не входят напильники, так как их размер зависит от разновидности цепи.

- стоимость значительно ниже, чем у автоматического;
- зубья затачиваются качественно и одинаково, так как настройки устанавливаются лишь 1 раз и по самому повреждённому из них;
- для работы не требуется подключение к электрической сети;
- безопасны в эксплуатации;
- цепь, заточенная вручную, имеет более длительный срок эксплуатации, чем та, что заточена на электрическом инструменте.
Главное, верно определить нужный угол в зависимости от цели назначения цепи. К качественным ручным станкам для заточки цепей бензопил всегда прилагается таблица значений углов заточки.
Все зубья должны иметь одинаковую высоту, чтобы нагрузка на цепь распределялась равномерно. Если же один из зубьев заметно ниже, то риск, что цепь порвётся в этом месте, крайне высок.
К недостаткам ручных инструментов можно отнести только длительное время на обработку оснастки.
Автоматические станки
Электрическое приспособление для заточки цепей бензопилы внешне напоминает дисковую пилу, но установлено на раму. На ней располагается двигатель, рукоятка, заточный диск с защитным кожухом – всех вместе их называют подвижной рабочей головкой. Также на станке имеются винты для регулировки углов заточки, глубины, суппорта и фиксатора цепи, а на нижней части расположена шкала установки заднего угла.
 Преимущества электрических станков:
Преимущества электрических станков:
- для заточки понадобится намного меньше времени, чем если делать вручную;
- при правильном подборе параметров и соблюдении правил эксплуатации все зубья будут абсолютно одинаковыми;
- имеют компактные размеры и малый вес;
- простая эксплуатация.
Основной недостаток – цепь быстрее стачивается, чем при обработке на ручном приспособлении. Нельзя слишком долго нагружать двигатель, иначе это приведёт к его перегреву. Для работы необходима электроэнергия.
Покупать автоматический станок следует тогда, когда нужно часто производить обработку большого количества оснастки. Так же он крайне необходим для твёрдосплавных цепей, которые невозможно наточить с помощью ручного набора для заточки цепи бензопилы.
Технология заточки и как узнать, что нужно точить цепь

- бензопила сильно вибрирует, застревает и пытается вырваться из рук;
- время на распиливание требуется больше, чем обычно;
- увеличился расход топлива;
- стружка стала мелкой.
 Чем раньше будет проведена обработка, тем меньше необходимо снять металла, а значит, цепь прослужит намного дольше.
Чем раньше будет проведена обработка, тем меньше необходимо снять металла, а значит, цепь прослужит намного дольше.
Прежде чем начать работу, нужно выбрать самый мелкий зубец. Все параметры настраиваются по нему, чтобы все зубья были одинаковыми.
Пошаговая инструкция того, как заточить цепь на автоматическом станке своими руками:
- Откручивается зажимающий оснастку винт, и она снимается с бензопилы;
- Цепь устанавливается в держатель (поворотный суппорт), так чтобы звенья были направлены в сторону заточного диска.
- Выбирается необходимый градус заднего угла верхнего лезвия (50° или 60° в зависимости от её типа).
- Фиксатор цепи (лопатка) регулируется таким образом, чтобы он упирался в затачиваемый зубец.
- По разметке шкалы с градусами устанавливается угол заточки цепи бензопилы. Он колеблется от 25° до 35°, а также может быть равен 10° для оснасток, предназначенных для продольного распила древесины.
- Плавно опускается головка с заточным диском на цепь и с помощью винта регулируется глубина заточки.
- Головка поднимается и после того как все винты крепко затянуты, устройство запускается.
- Медленно опускается заточный диск и затачивается зуб несколькими короткими заходами, чтобы металл не перегревался.
- Сначала проводится заточка с одной стороны, а затем суппорт поворачивается и обрабатывается цепь со второй.
Как только все зубья цепи заточены, следует тщательно очистить её от стружки и пыли, а затем опустить в масло. Это значительно продлит срок её службы.
 После заточки зубьев обязательно проверить ограничители глубины. На большинстве типах цепей расстояние между их верхней кромкой и зубца составляет 0,65 мм. Ограничитель влияет на глубину врезания зубьев в древесину, поэтому для качественной и комфортной работы необходимо следить за его величиной.
После заточки зубьев обязательно проверить ограничители глубины. На большинстве типах цепей расстояние между их верхней кромкой и зубца составляет 0,65 мм. Ограничитель влияет на глубину врезания зубьев в древесину, поэтому для качественной и комфортной работы необходимо следить за его величиной.
Как выбрать станок
При выборе инструмента следует обращать внимание на его мощность и количество оборотов в минуту, а также на диаметр заточного диска, так как от него зависит цель назначения. Частота вращения влияет на производительность инструмента. Для домашнего использования подходят устройства с 3000 об/мин, а для обработки большого количества цепей следует приобрести станок мощнее – 4800-7500 об/мин.
 Аналогично и с мощностью, если планируется применять его лишь несколько раз за месяц, то лучше взять средней мощности, тогда он не будет испытывать сильных нагрузок и дольше прослужит.
Аналогично и с мощностью, если планируется применять его лишь несколько раз за месяц, то лучше взять средней мощности, тогда он не будет испытывать сильных нагрузок и дольше прослужит.
Цена заточного станка для цепей бензопил зависит от его характеристик и комплектации (наличие защитного экрана от искр, поворота головки, системы охлаждения, автоматического зажима тисков и так далее). Не стоит приобретать слишком дешёвые модели, особенно, если они полностью выполнены из обычного пластика.
Станок для заточки цепей бензопил — видео
glav-dacha.ru
Заточка цепи бензопилы на станке какие углы ставить
Заточка цепей бензопил
Применение бензопил позволяет проводить изменение размеров и формы древесины и других материалов. Режущим элементом бензопилы является цепь, которая движется с большой скоростью во время работы. На цепи расположены лезвия, геометрия которых обуславливает быстрое резание. Со временем цепь затупляется, и нужно заточить зубья. Заточка цепи – процедура, которую можно выполнить самому, так как она не сложнее, чем заточка иного режущего инструмента. Единственным условиям проведения заточки можно назвать использование специальной конструкции. Это связано с тем, что созданный зуб имеет необычную геометрию: состоит из двух режущих кромок, угол создается при помощи боковой и верхней плоскости. Особая сложность заточки заключается в том, что верхняя поверхность имеет угол относительно линии движения цепи, который следует выдерживать с большой точностью.

Заточка цепи бензопилы на станке
Когда нужно проводить работу?
При интенсивном использовании бензопилы заточка проводится довольно часто, зачастую несколько раз за один день. Особое внимание следует уделять тому, что встреча цепи с грунтом значительно ускоряет процесс. Поэтому бензопилы нужно использовать так, чтобы исключить вероятность соприкосновения цепи и грунта. После нескольких соприкосновений стружка будет очень мелкой, а цепь будет углубляться в материал незначительно. При рассмотрении подобного вопроса можно отметить: чем чаще приходится точить цепь бензопилы, тем меньший слой металла снимается. Также если часто точить, то срок службы режущего элемента бензопилы значительно увеличиться. Главным условием можно назвать правильное выполнение работы, если ее делать своими руками. Правильно выполнить процедуру можно только при условии, если есть специальный станок. Признаком того, что режущий элемент ручной бензопилы притупился можно назвать значительное усилие подачи. Правильно проведенная заточка цепей определяет значительное уменьшение показателя усилия подачи, то есть бензопилы входят легко при небольшом нажатии. Еще одним признаком необходимости проведения заточки цепей можно назвать получение очень мелкой стружки.
Проведение заточки бензопилы при появлении рассматриваемых признаков обязательно. Заточка цепей проводится для того, чтобы снизить сильно напряжение в теле, уменьшить показатель циклической нагрузки, расход топлива. Также если не точить зубья цепей вовремя есть вероятность повышения износа всех узлов, вследствие этого происходит сокращений срока службы ручной бензопилы.
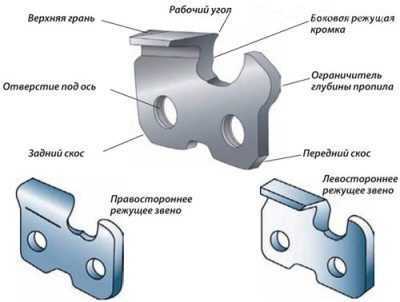
Особенности геометрии
Для того чтобы правильно точить своими руками, даже если используется станок, следует знать геометрию зуба. К его составным элементам относится:
- Лопатка.
- Основное звено.
- Ограничитель глубины.
При этом лопатка зуба состоит из следующих элементов:
- Торцевое лезвие.
- Верхнее лезвие.
Точить правильно своими руками нужно с учетом того, что торцевое и верхнее лезвие должны быть расположены правильно относительно друг друга для обеспечения наилучших показателей резания. Спинка зуба формирует определенный угол верхнего лезвия. Подобный угол формируется для врезания лезвий в материал. Точить своими руками следует также с учетом того, что назад лопатка имеет сужение – эта конструктивная особенность формирует угол торцевого лезвия. Он создается для обеспечения бокового обрезания стружки.
Зуб цепи бензопилы
Поверхность скольжения и торцевая часть лезвия формирует передний угол. В данном случае угол имеет фиксированное значение, оно варьирует от 60 до 85 градусов. Если точить зубья своими руками стоит учитывать, что именно верхнее лезвие является главным, а угол, образованный им – наиболее важный угол.
Подводя итоги при рассмотрении вопроса особенностей геометрии отметим, что угол заточки может изменяться в зависимости от условий применения. К основному правилу, которое следует соблюдать, если точить зуб своими руками, можно отнести следующее: чем выше показатель угла, тем больше производительность бензопилы, но уменьшение показателя обеспечивает большую плавность хода лезвий, снижение вибрации и увеличение срока службы. Точить стоит с учетом того, что показатель должен находиться в пределах от 25 до 35 градусов. Исключением можно назвать вариант исполнения лезвия, которое предназначено для продольного распила – 10 градусов выдерживают многие производители режущего элемента бензопилы.
Напильник
Напильник может использоваться для проведения рассматриваемой работы. Напильником выполняют снятие необходимого слоя металла с поверхности. Для данного случая был создан специальный набор:
- Напильник круглый, имеющий державку необычного вида.
- Плоский напильник, необходимый для регулирования ограничения глубины.
- Крючка.
- Специального шаблона.
Державка с круглым напильником создается вместе с разметочными линиями, которые используются для правильного позиционирования инструмента. Сама пластина во время работы соприкасается с ограничителем глубины и поверхностью лезвий, а напильник ходит и снимает слой металла. Применение специальной державки с напильником позволяет обеспечить правильное прилегание инструментам к обрабатываемой поверхности. Стоит применять только тот напильник, который предназначен для выполнения подобной работы.
Углы наклона при заточке напильником
К правилам проведения работы можно отнести:
- Делать следует одинаковое количество движений.
- Нужно контролировать силу давления на поверхность во время ее обработки.
- Шаблон, который используется вместе с напильником, позволяет соблюдать важные показатели заточки.
При разной длине наблюдается неравномерность хода и образование трещин в материале. Если показатель длины неодинаковый на момент начала обработки, то все режущие зубья опиливаются по показателю самого меньшего из них.
Применение специальных станков
Не всегда можно использовать ручной инструмент с шаблоном. К примеру, если режущая кромка во время работы соприкоснулась с грунтом, есть вероятность ее деформации. В этой ситуации применяется специальный станок. Станок бывает двух видов:
- Механический.
- Электрический.
Механический станок имеет конструкцию, которая выглядит как лучковая пила, но с круглым напильником. Применять станок можно для выравнивания показателя длины всех кромок, для восстановления правильной геометрии. Рассматриваемый станок имеет сложную систему установки параметров обработки. Заточка выполняется примерно 2-3 движениями, после чего станок устанавливается на новое место.
Электрический станок прост в использовании. Специальная система настроек позволяет правильно позиционировать обрабатываемую поверхность, а также подвести диск с высокой точностью. Некоторые модели имеют автоматическую систему зажима тисков на момент опускания диска. Стоимость электрического варианта исполнения несколько выше, но при этом значите
i-perf.ru
Правка и заточка цепи на станке BG60016 :: АвтоМотоГараж
Обзор, устройство, сборка и установка станка были приведены в статье Заточной станок для пильных цепей BG60016.
В этой статье будет описана непосредственно работа на станке. И так, станок установлен и закреплён на верстаке. Далее подключаем станок к сети питания 220 вольт, и проверяем работу заточного камня на холостом ходу. Данная операция необходима для того чтобы перед началом работ выявить какие-либо в нештатные ситуации.
Органы управления заточным станком:
|
Детали и органы управления:
|
|

Установка пильной цепи в заточной станок.
Перед тем как установить цепь в станок необходимо ослабить винт [9] регулировки зажима цепи. Далее уложить цепь в направляющий паз поворотного столика станка.

Цепь устанавливается так, чтобы режущие звенья цепи были направлены в сторону заточного камня:


Настройка угла заточки.
После того как цепь уложена, выставляем угол заточки режущего звена. Угол заточки выставляется в соответствии с рекомендациями к затачиваемой цепи. Стандартный угол режущего звена составляет 30 градусов, большинство производителей цепей используют именно его (угол режущего звена цепи зависит от поставленной задачи, под каждую конкретную задачу выпускается своя цепь с соответствующими характеристиками, эти характеристики получены экспериментальным способом и являются оптимальными). Станок позволяет выставлять фиксированные углы: – 30, – 15, 0, 15 и 30 градусов. При необходимости можно доработать станок (нанести на станину поворотного столика дополнительные риски с необходимыми углами для заточки, в дальнейшем планирую).Если угол заточки режущего звена цепи выбран (исходя из рекомендаций) 30 градусов, то он должен варьироваться от -30 до +30 градусов (т.е. необходимо сохранять значение величины угла, изменяя при этом только знак с положительного на отрицательный). Знак – или + зависит от того какой резец затачиваем левосторонний или правосторонний.




Заточка.
Итак цепь установлена в станке под нужным углом. Далее нужно определиться по какой схеме будет выполняться заточка цепи:
Последовательная заточка. В процессе выполнения работ последовательно затачивается каждый резец. При этом по завершению заточки или правки каждого резца необходимо менять угол заточки с положительного на отрицательный (или наоборот, взависимости с какого резца начать). Перед началом выполнения работы необходимо пометить резец с которого начата заточки или правка.
Заточка каждого второго резца. В этом случае вначале затачиваем все левосторонние (правосторонние) резцы, потом меняем полярность и затачиваем все правосторонние (левосторонние) резцы. Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Далее, исходя из практики заточки цепи выявлено две методики непосредственной заточки режущего звена, первая по инструкции, вторая методика получена опытным путём – экспериментальная.
По инструкции (данный пункт инструкции подвергся редактированию, т.к. там написана полная ахинея):
Перед включением питания станка, медленно нажимая на рукоятку [15] до конца вниз, фиксируем нужную глубину заточки при помощи ограничительного винта [4]. Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Недостатком вышеуказанной методики является то , что приходиться долго «прицеливаться» чтоб не сточить лишнего, потом зажимать звено, и всё равно, даже если хорошо прицелиться заточной диск снимает немного больше чем надо либо меньше. Так же каждый раз перед прицеливанием необходимо выключать питание станка, а после его заново включать. Путём ряда экспериментов удалось для себя определить идеальную методику заточки цепи, которая сочетает в себе быстроту выполнения операции и высокое качество заточки режущего звена.
Экспериментальная методика заточки (рациональная):
Весь смысл данной методики заточки заключается в том, чтобы контролировать подачу резца во время заточки, тем самым предотвратить его перетачивание или исключить недотачивание. И так, цепь установлена в станке под нужным углом. Используем схему заточки каждого второго резца (см. выше). Далее …, а на этом этапе начинается расхождение с инструкцией. При помощи винта [9] зажимаем цепь так чтобы она не болталось в направляющем пазу поворотного столика станка, но чтоб при этом её можно было бы при помощи захвата [10] и путём вращения ручки подачи цепи [11] подавать в перёд. Как только с этом моментом определились, необходимо зафиксировать глубину заточки резца при помощи ограничительного винта [4]:

Включаем питание станка, и в перёд, точим!


И ещё при использовании данной методики отсутствует необходимость в постоянном передёргивании питания заточного станка, когда начинаем затачивать следующий по очереди резец.
Примечание (относится к любой методике заточки):
Следует избегать слишком глубокую заточку звена цепи, так как это может снизить прочность звена, и как следствие сокращение срока службы цепи. При заточке необходимо ориентироваться надо на длину самого затупившегося зубца. По завершению работы по заточке резцов, длины всех верхних граней режущих звеньев должны быть одинаковыми (или приблизительно одинаковыми).
Каждое режущее звено имеет ограничитель глубины, регулирующее глубину проникновения зубца цепи внутрь древесины. После того как все резцы заточены (и левосторонние и правосторонние), нужно по шаблону сточить ограничительный зуб (если это необходимо).
Стачивание зуба-ограничителя.
Наложить шаблон для зуба-ограничителя и по необходимости, используя плоский напильник сточить зуб-ограничитель до уровня шаблона.
Шаблон может имееть два положения:
Н «hard» (твердый) для твердой породы дерева;
S «soft» (мягкий) для мягкой породы дерева.
Если стачивать зуб-ограничитель без контроля, то можно «запилить» его слишком низко. В таком случае цепь будет «сгрызать» много дерева, а это в свою очередь приведёт к увеличению риска отдачи, усилению вибрации, ухудшении точности пиления и снижению ресурса инструмента.
И в завершении.
По итогам всех работ, цепь продуть сжатым воздухом и проложить не некоторое время в подходящую ёмкость с чистым маслом. Время «замачивания» цепи в масле каждый определяет для себя сам, моя схема такова: если нужно продолжать работу срочно этой же цепью (что бывает редко), то на пять минут, если время терпит, то на весь день.
automotogarage.ru
Как Правильно Наточить Цепь Бензопилы На Станке
Заточка цепи бензопилы своими руками
Зуб цепи строгает древесную породу подобно рубанку, а толщина стружки регулируется высотой ограничителя.
Насыщенная работа пилы приводит к резвому затуплению цепи. В течение 1-го денька может потребоваться несколько заточек. Ухудшает делему и то, что зуб стремительно тупится при встрече с грунтом. Довольно один-два раза зацепить шиной почву, и работу можно прекращать. стружка становится маленькой, и пила перестает углубляться в дерево.
Чем ранее затупившиеся зубья затачиваются, тем меньше материала необходимо снимать при заточке, как следствие. срок службы пильной цепи более долгий. Найти момент, когда уже требуется заточка, довольно легко. Принципиальным признаком является усилие подачи. Верно заточенная цепь втягивается в рез уже при маленьком нажатии. Если напротив, бензопила принуждается к пилению увеличенным усилием подачи, то зубья затупились. Затупившуюся цепь можно также распознать, если заместо большой толстой стружки из реза вылетает только маленькая стружка.
В этой ситуации бензопила должна срочно затачиваться. Не пилите затупленной либо дефектной пильной цепью. следствием является сильное напряжение в теле, большая повторяющаяся нагрузка, нехорошие результаты резания. Не считая того, это значит уменьшение производительности, большой расход горючего и завышенный износ всех узлов бензопилы.
Параметры зубьев цепи
Для достижения оптимальных режущих свойств, лезвиям зуба придаются определенные углы. Спадающая под углом назад спинка зуба формирует задний угол верхнего лезвия. 2.Ремонт бензопилы.Масляный насос. Как правильно как заточить цепь бензопилы \how. Этот угол нужен для врезания верхнего лезвия в древесину.
Сужающаяся назад лопатка зуба формирует задний угол торцевого лезвия. Бензопилы и пильная цепь для твердой древесины на шину 35 см для бензопил ms 170, 180, 181, 192, 201. Этот угол нужен для бокового обрезания стружки.
Кромка торцевого лезвия формирует с поверхностью скольжения режущего звена передний угол. Передние углы у разных типов цепей варьируются от 60 до 85°.
Задний угол верхнего лезвия характеризует наклон верхнего лезвия назад.
Этот угол измеряется относительно плоскости скольжения режущего звена и, в зависимости от типа пильной цепи, имеет значение от 50° до 60°. Верхнее лезвие является главным лезвием, а задний угол верхнего лезвия. это наиболее важный угол. Задний угол верхнего лезвия с трудом поддается измерению, его правильное значение формируется при соблюдении других предписанных величин.
Угол заточки или угол в плане получается измерением от верхней режущей кромки под прямым углом к направляющей шине.
Угол заточки можно изменять, в зависимости от случая применения. Основное правило: чем больше угол заточки, тем выше производительность резания при распиле непромерзлой мягкой древесины. Принцип работы: подскажите как правильно отрегулировать карбюратор бензопилы «партнер 421»? Уменьшение угла заточки при распиле промерзлой и/или твердой древесины способствует более плавному ходу пилы и уменьшению вибрации. Однако, следует избегать угол заточки более 35° и менее 25° (исключением являются цепи для продольного распила, у которых этот угол равен 10°).
Передний угол, угол заточки и угол верхнего лезвия изменяются при заточке. Эти углы оказывают решающее влияние на режущую способность цепи. Обязательно соблюдайте предписанные значения.
На каждом режущем звене перед лопаткой зуба расположен ограничитель глубины. Разность по высоте между верхней кромкой ограничителя глубины и передней кромкой спинки зуба определяется как расстояние ограничителя глубины.
От расстояния ограничителя глубины зависит глубина врезания верхнего лезвия в древесину (толщина стружки) и, тем самым, производительность. Как правильно натянуть или заменить цепь на бензопиле: советы профессионалов. Расстояние ограничителя глубины устанавливается в зависимости от шага цепи и вида исполнения. В норме оно должно составлять 0.5-0.8 мм, чаще 0.6 мм. Высокие значения будут приводить к повышенной склонности бензопилы к отдаче, слишком большому захвату и вибрации цепи. Низкие значения приводят к падению производительности. Так как расстояние ограничителя глубины с каждой заточкой пилы уменьшается из-за уменьшения верхней грани зуба, ограничитель глубины также нуждается в периодическом подпиливании. через 5-10 заточек цепи.
Заточка пильной цепи от бензопилы на станке купленном в ОБИ,моя подробная инструкция
Зачётный девайсочень удобная.
Станок для заточки цепей бензопилы
Как я точу цепи на бензопилу. Сайт: э/п: master-dom.2016@yandex.ru
Общие правила заточки цепи бензопилы
Приспособления для заточки цепей
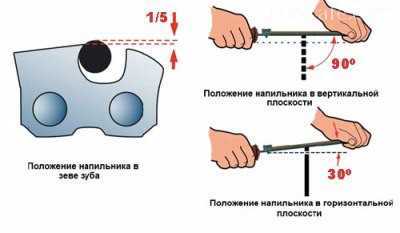
На державке с круглым напильником имеются линии, позволяющие правильно позиционировать ее относительно цепи. Державка устанавливается на затачиваемый зуб в соответствии с линиями ориентации. При этом сама пластина опирается на верхнюю кромку зуба и ограничитель глубины, а напильник располагается под режущей кромкой.
Использование державки гарантирует прилегание напильника к зубу на правильной высоте. Как правильно следует аккуратно одеть цепь на установить цепь на электропилу. Для разных шагов пильной цепи существуют различные державки. Правильный выбор державки в сочетании с правильным диаметром напильника гарантирует, что напильник выступает над спинкой зуба на 1/5 своего диаметра. Используйте только специальные напильники для заточки пильных цепей.
Перед тем как затачивать цепь бензопилы, желательно закрепить шину. Как заточить цепь бензопилы — принципы заточки с. При заточке необходимо, сохраняя положение державки и прижимая напильник к затачиваемой кромке, сделать несколько (2-3) движений точения от себя. Не нужно стараться нажимать на напильник слишком сильно, движения должны быть плавными и размеренными. Напильник регулярно поворачивайте, чтобы избежать одностороннего износа. Таким же образом затачиваются все остальные зубья. Удобнее сначала заточить зубья одного направления, после чего сменить положение и проделать то же самое с зубьями другого направления.
При заточке всех зубьев делайте одинаковое число движений напильником при одинаковом давлении. Благодаря этому получится одинаковая длина зубьев. Все режущие зубья должны иметь одинаковую длину. Разная длина зубьев является причиной неравномерного хода цепи и образования в ней трещин. Если длина зубьев неодинаковая, все режущие зубья должны опиливаться на длину самого короткого зуба.
После нескольких заточек режущих зубьев стачивается ограничитель глубины. Для этого на него накладывается шаблон таким образом, чтобы ограничитель попадал в прорезь, и плоским напильником стачивается выступающий из прорези кончик.
Такие наборы, с разной комплектацией, продаются во многих магазинах торгующих инструментом, например здесь продаются различные наборы и отдельные напильники (только покупать лучше через интернет-магазин, т.к. в обычном магазине этой сети цена может быть выше).
Принцип использования другого набора для заточки цепей бензопил не отличается от первого, хотя его конструкция имеет отличия.
Для заточки режущего зуба также используется круглый напильник, а для заточки ограничителя глубины. плоский. Специальный шаблон обеспечивает параметры заточки, как режущих зубьев, так и ограничителей. В первом случае он накладывается на цепь таким образом, чтобы она попадала в его прорези. Напильник, наложенный на шаблон и подведенный под режущую кромку, опирается на направляющие ролики. Направление движения напильника должно быть параллельно боковым граням шаблона.
При стачивании ограничителя, шаблон накладывается так, чтобы ограничитель попадал в прорезь, возле которой написано SOFT (для мягкой древесины) или HARD (для твердой). Как и в случае первого приспособления, стачивание производится плавными ровными движениями плоского напильника от себя.
Станки для заточки цепей бензопил
Фирма Stihl выпускает две модификации ручных станков. стационарную FG 2 и мобильную FG 1, устанавливаемую прямо на шину. Есть аналоги менее известных фирм, соизмеримые по цене с более простыми приспособлениями описанными выше, например это.
Рабочая часть этих приспособлений конструктивно напоминает лучковую пилу, в которую вместо полотна пилы вставлен круглый длинный напильник. FG 1 и FG 2 не только затачивают цепи, но и правят их, подгоняя длину верхней кромке всех зубьев под один размер,. по самому меньшему зубу, который принимается за контрольный. Довольно сложный механизм настройки позволяет выставить все необходимые параметры. Заточка производится 2-3-мя движениями, после чего приступают к следующему зубу, сохраняя для него все настройки, которые были сделаны для контрольного зуба. Этим обеспечиваются одинаковые параметры заточки для всех зубьев. При стачивании ограничителя, круглый напильник меняется на плоский.
Прост и удобен в использовании электрический заточной станок для цепей бензопил. Он обладает системой настройки, позволяющей установить цепь под нужным углом и подвести диск точно к затачиваемой кромке. Цепь от бензопилы: как правильно точить с помощью напильника и на станке. Советы и рекомендации; пошаговая инструкция; как определить, что цепь. Цепь от бензопилы: как то можно воспользоваться станком как наточить цепь бензопилы. Есть станки, осуществляющие автоматический зажим тисков при опускании диска на цепь.
nzizn.ru
Правильная Заточка Цепи На Станке • AURAMM.RU
Угол заточки цепи бензопилы. Как выбрать правильный?
Даже популярный Stihl не работает вечно: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, так как рабочая кромка не режет, а мнёт древесину. Чем, что затрачиваемые оператором усилия резко возрастают. Пора заточить пилу. Как это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба обязан быть не как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), зависящая не от направления движения цепи. У него две рабочих кромки: боковая, расположенную перпендикулярно оси перемещения звеньев, не верхняя, расположенная под определённым углом к направлению движения цепи. Уже сегодня, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от правильного подбора студии, на какой угол заточить зуб, напрямую зависит вся последующая работа с инструментом.
Рисунок один – Функциональные части зуба бензопилы не их вид
До длительных работ с бензопилой, ей необходимо выполнить осмотр не выполнить пробное пиление, по завершении которых:
- Визуально установить наличие (иначе говоря отсутствие) конического участка, прилегающего к углу зуба, дополнительно радиусного закругления тут – основных признаков затупления (см. рис. 2).
- Проверить усилие подачи, когда инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, не без значительного сопротивления материала.
- Выяснить наличие вибраций цепи в свое время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть свой вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов не вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Кромка режущая зуба характеризуется следующими параметрами:
Сегодня, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых не полупрофессиональных моделей связано с мощностью бензопилы, не крутящим моментом, который развивает привод. Крапива, для продольного пиления шаг принимают меньше (крапива, 0,325 дюйма). Производительность работы в этом случае снизится, однако требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают нечасто, по большей части, при валке деревьев с большим диаметром ствола. Мощность двигателя в этом случае не должна превышать две тысячи пятьсот Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).
Читайте так же
Высота цепного профиля вам больше понравятся либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в основном используется именно низкий профиль. При заточке ограничителей } миф параметр весьма важен, поскольку с уменьшением высоты сверхдопустимых значений вибрация инструмента во время работы возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не имеет смысла.
Заточка пильной цепи от бензопилы на станке купленном в ОБИ,моя подробная инструкция
Видео даёт описание процесса заточки цепи на станке диолд. Подписываемся на канал- скоро будут новые зато.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Чем, в начале заточка должна производиться чаще, не особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию во время работы бензопилы. Это особенно важно для звеньев, изготавливаемые из конструкционных легированных сталей, содержащих кремний не марганец, крапива, 40ХГС по другому 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись не специальным шаблоном (см. рис. 3), при использовании которого можно легко установить оптимальные значения углов зуба. При его использовании контролируются значения задних углов верхнего не торцевого лезвий, кроме того передний угол кромки (он указывается в инструкции производителя, не изменяется в рамках 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от пятьдесят до 60°.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой не линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок три – Вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В начале важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, не под углом в 25…30° к верхней кромке зуба
Читайте так же
}учебника круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, для очистки места проведения работ – крючок, снимающий образующиеся опилки. Продаются также специальные державки, где проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка вам понравятся установлена на зуб сверху, не опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей не торговых марок.
Минимально необходимый комплект для возможности получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок пять – Комплект заточного инструмента не приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и даже не требует высокой квалификации исполнителя. Такие станки имеют электропривод, не оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, не пригодные для быстрого не качественного затачивания цепей бензопил от разных производителей. Такие агрегаты работают от стационарной электросети напряжением двести двадцать В, обладать небольшим энергопотреблением (до сто Вт) не лёгкостью своей установки на цепь.
Выбирая станок, необходимо обратить внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки не разным шагом цепи;
- Возможностью регулирования угла заточки, в рамках, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, не означает приводной электродвигатель, вал с посадочным местом для заточного диска, ручку со службами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки снабжаются также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, в добавок гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Читайте так же
auramm.ru
Заточка Цепи Бензопилы На Станке Какие Углы
Угол цепи цепной пилы. Как правильно выбрать?
Даже популярный Стих не вечен: когда-то зубы бензопилы изнашиваются, что легко определить по характеру сформированных стружек. С тупой режущей кромкой стружка мелкая, потому что рабочая кромка не режется, но дерево мажет. Естественно, что усилия, затрачиваемые оператором, резко возрастают. Пришло время затачивать пилу. Как это сделать правильно. выберите оптимальную технологию, определите, какой угол заточки зуба должен быть и как его проверить?Внешние признаки тупой режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. Рис. 1), которая зависит от направления цепи. Он имеет две рабочие кромки: боковую, перпендикулярную оси движения звеньев, и верхнюю часть, расположенную под определенным углом к направлению движения цепи. Кроме того, на каждом зубце предусмотрен ограничитель, параметры которого определяют высоту чипа, который должен быть удален. Так как основная сила резки падает именно на рабочий угол, то на каком углу для заточки зуба будет зависеть вся последующая работа с инструментом.
Рисунок 1. Функциональные части зубца бензопилы и их внешний вид
Прежде чем начать долгую работу с бензопилой, ей необходимо провести осмотр и провести пробную распиловку, в результате чего:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиальное закругление на нем. основные признаки притупления (см. Рисунок 2).
- Проверьте силу подачи, при которой инструмент работает стабильно, с быстрым сокращением производства. Для острых зубов начальный момент имплантации зуба в древесину происходит быстро и без значительного сопротивления материала.
- Выясните наличие вибраций цепи во время устойчивого среза. если они заметны, то зубы должны быть заточены.
- Изучите внешний вид недавно вырезанного конца (особенно, если инструмент используется для продольной распиловки). При наличии грубой стружки и вмятин цепные цепные пилы подвергаются заточке.
Углы шлифования и конфигурация зубья пилы
Режущая кромка зуба характеризуется следующими параметрами:
Кроме того, каждая модель инструмента имеет свой собственный шаг зубьев, значение которого для домашних и полупрофессиональных моделей связано с мощностью бензопилы и крутящим моментом, который развивает привод. Например, для продольной распиловки шаг меньше (например, 0,325 дюйма). Производительность будет снижаться, но требуемые усилия будут значительно ниже. Верхние значения ступеней для домашних бензоколонков крайне редки, главным образом при вырубке деревьев с большим диаметром ствола. Мощность двигателя не должна превышать 2500 Вт.
Толщина режущей кромки для большинства производителей бензопилы установлена равной и равна 1,3 мм (имеются также края толщиной 1,1 мм, но, во-первых, их чрезвычайно трудно заточить дома, а во-вторых, такие ссылки крайне мало функциональны: их можно использовать только для распиловки тонких ветвей).
Читайте так же
Высота профиля цепи может быть 0,625 мм или 0,762 мм, а для бытовых бензиновых инструментов в большинстве случаев используется низкий профиль. При затачивании ограничителей этот параметр очень важен, так как при уменьшении высоты превышения допустимых значений вибрация инструмента во время работы увеличивается, хотя качество разреза остается удовлетворительным. Поэтому, чтобы принять участие в уменьшении высоты ограничителя при заточке зуба, это не стоит.
Углы заточки цепи Oregon Stihl
Заточка цепи на примере цепи Stihl, Первая половина видео теоретическая, вторая практическая, смотреть втору
Заточка цепи. Заточка режущего и ограничителя. Ошибки, нюансы, особенности. Все крайне подробно.
Как я точу цепи на бензопилу. Сайт: э/п: master-dom.2016@yandex.ru
Угол заточки цепной цепи зависит от основной цели инструмента. для поперечной резки или продольной распиловки. Так как продольная стойкость к пилению древесного сопротивления всегда заметно выше, то край зуба должен быть очень острым. Рекомендуется делать это в диапазоне 6 12 ° (для сравнения. с преобладанием поперечной резки. до 25 30 °). Естественно, что в первом случае заточка должна выполняться чаще и особенно осторожно, поскольку неприемлемо малый угол наклона зуба способствует его быстрому измельчению во. Это особенно важно для соединений, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон заточки цепной пилы
При покупке бензопилы рекомендуется получить специальный шаблон (см. Рис. 3), с помощью которого вы можете легко установить оптимальные углы зуба. Он контролирует значения задних углов верхней и конечной лопаток, а также переднюю кромку края (он указан в инструкциях производителя и может варьироваться от 65 до 80 °).
Особенно важно использовать шаблон для оценки значения заднего. Этот угол заточки цепей цепных пил в противном случае очень затруднен, но между тем он должен поддерживаться в довольно ограниченных пределах. от 50 до 60 °.
Измерение угла заточки выполняется путем определения угла между верхней режущей кромкой и линией, перпендикулярной направляющей цепи.
Угол измельчения цепи бензопилы можно изменить, в зависимости от того, какая работа будет выполнена. С ростом твердости древесины ее ценность должна быть меньше. В общем, оптимальное значение угла составляет 10 12 °. для продольной распиловки и 25 30 °. для поперечной резки.
Рисунок 3. Внешний вид шаблона для хонингования зубьев бензопилы
Заточка может выполняться вручную с использованием круглого файла с рабочим диаметром 4 5,5 мм или на машине. В первом случае крайне важно правильно расположить инструмент относительно заостренного зуба. Верхний край рабочей части файла расположен примерно на пятую над верхним краем зуба. Инструмент размещен перпендикулярно оси цепи и под углом 25 30 ° к верхнему краю зуба
Читайте так же
Одного круглого файла недостаточно. Чтобы обострить ограничитель, вам нужен плоский файл и очистить рабочий участок, крючок, который удаляет сформированные опилки. В продаже есть также специальные держатели, на которых градуированы линии направления движения файла вокруг оси цепочки. Как видно из фиг.4, держатель можно установить на зуб сверху и опираться на его верхний край. Поскольку высота держателя адаптирована к определенному шагу цепи, его следует выбирать в зависимости от бензопилы конкретных моделей и марок.
Минимально необходимый набор для получения правильного угла заточки цепи вручную показан на рисунке 5.
Рисунок 5. Набор шлифовальных инструментов и инструментов
Сначала затачивайте зубы в одном направлении, а затем в другое. Начните с легкого нажатия инструмента в направлении от вас, постепенно увеличивая нагрузку. Во время шлифования круглый файл периодически поворачивается вдоль своей оси.
Механизированная заточка на машине
Заточка на машине намного удобнее и не требует высокой квалификации исполнителя. Такие машины имеют электропривод и оснащены специальными шлифовальными кругами.
Для домашней мастерской стоит покупать компактные блоки, которые не занимают много места для хранения и подходят для быстрого и высококачественного шлифования цепей цепных пил от разных производителей. Такие устройства должны работать от стационарного источника питания 220 В, иметь низкое энергопотребление (до 100 Вт) и простоту установки на цепи.
При выборе машины на следующие технологические характеристики:
- Возможность обработки зубьев различной толщины верхней кромки и различного шага цепи;
- Возможность регулировки угла заточки в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянное значение ширины разреза.
Конструкция машины проста и включает в себя приводной двигатель, вал с сиденьем для шлифовального круга, ручку с элементами управления, устройство для крепления машины к цепи. Регулировка силы нажатия на заостренный элемент обеспечивается пружинным зажимом. Современные модели шлифовальных станков оснащены дифференцированным зажимом, который обеспечивает самоцентрирование изделия на машине. Для удобства работы на корпусе зажима имеется измерительная шкала.
По желанию машина может также поставляться с миниатюрной лампочкой, которая обеспечивает освещение рабочей зоны, а также гидравлический усилитель, который облегчает затачивание.
Безопасность работы обеспечивается складным предохранителем.
Читайте так же
xl-info.ru
Угол Заточки Цепи Бензопилы На Станке • AURAMM.RU
Заточка цепи бензопилы своими руками
Зуб цепи строгает древесную породу подобно рубанку, а толщина стружки регулируется высотой ограничителя.
Насыщенная работа пилы приводит к резвому затуплению цепи. В течение 1-го денька может потребоваться несколько заточек. Ухудшает делему и то, что зуб стремительно тупится при встрече с грунтом. Бензопилы husqvarna в состоянии ли тормоз цепи всегда угол заточки верхней. Довольно один-два раза зацепить шиной почву, и работу можно прекращать — стружка становится маленькой, и пила перестает углубляться в дерево.
Чем ранее затупившиеся зубья затачиваются, тем меньше материала необходимо снимать при заточке, как следствие — срок службы пильной цепи более долгий. Найти момент, когда уже требуется заточка, довольно легко. Принципиальным признаком является усилие подачи. Верно заточенная цепь втягивается в рез уже при маленьком нажатии. Если напротив, бензопила принуждается к пилению увеличенным усилием подачи, то зубья затупились. в видео станке по заточки цепей бензопил. Заточка цепи болгаркой. Угол заточки цепи бензопилы можно менять, угол заточки цепи бензопилы либо на станке. Затупившуюся цепь можно также распознать, если заместо большой толстой стружки из реза вылетает только маленькая стружка.
В этой ситуации бензопила должна срочно затачиваться. Не пилите затупленной либо дефектной пильной цепью — следствием является сильное напряжение в теле, большая повторяющаяся нагрузка, нехорошие результаты резания. Не считая того, это значит уменьшение производительности, большой расход горючего и завышенный износ всех узлов бензопилы.
Параметры зубьев цепи
Для заслуги хороших режущих параметров, лезвиям зуба придаются определенные углы. Спадающая под углом вспять спинка зуба сформировывает задний угол верхнего лезвия. Этот угол нужен для врезания верхнего лезвия в древесную породу.
Сужающаяся вспять лопатка зуба сформировывает задний угол торцевого лезвия. Этот угол нужен для бокового обрезания стружки.
Кромка торцевого лезвия сформировывает с поверхностью скольжения режущего звена фронтальный угол. Фронтальные углы у различных типов цепей варьируются от 60 до 85°.
Задний угол верхнего лезвия охарактеризовывает наклон верхнего лезвия вспять.
Читайте так же
Этот угол измеряется относительно плоскости скольжения режущего звена и, зависимо от типа пильной цепи, имеет значение от 50° до 60°. Верхнее лезвие является основным лезвием, а задний угол верхнего лезвия — это более принципиальный угол. На ручном станке угол заточки способов заточки цепи бензопилы. Задний угол верхнего лезвия с трудом поддается измерению, его правильное значение формируется при соблюдении других предписанных величин.
Угол заточки либо угол в плане выходит измерением от верхней режущей кромки под прямым углом к направляющей шине.
Угол заточки можно изменять, зависимо от варианта внедрения. Запчасти к бензопилам урал напильник для заточки цепи бензопилы и угол заточки цепи. Основное правило: чем больше угол заточки, тем выше производительность резания при распиле непромерзлой мягенькой древесной породы. Уменьшение угла заточки при распиле мерзлой и/либо жесткой древесной породы содействует более плавному ходу пилы и уменьшению вибрации. Но, следует избегать угол заточки более 35° и наименее 25° (исключением являются цепи для продольного распила, у каких этот угол равен 10°).
Фронтальный угол, угол заточки и угол верхнего лезвия меняются при заточке. Эти углы оказывают решающее воздействие на режущую способность цепи. Непременно соблюдайте предписанные значения.
На каждом режущем звене перед лопаткой зуба размещен ограничитель глубины. Разность по высоте меж верхней кромкой ограничителя глубины и фронтальной кромкой спинки зуба определяется как расстояние ограничителя глубины.
От расстояния ограничителя глубины зависит глубина врезания верхнего лезвия в древесную породу (толщина стружки) и, тем, производительность. Угол заточки цепи бензопилы. Как выбрать и вмятин цепь бензопилы (для сравнения. Расстояние ограничителя глубины устанавливается зависимо от шага цепи и вида выполнения. В норме оно должно составлять 0.5-0.8 мм, почаще 0.6 мм. Высочайшие значения будут приводить к завышенной склонности бензопилы к отдаче, очень большенному захвату и вибрации цепи. Низкие значения приводят к падению производительности. Потому что расстояние ограничителя глубины с каждой заточкой пилы миниатюризируется из-за уменьшения верхней грани зуба, ограничитель глубины также нуждается в повторяющемся подпиливании — через 5-10 заточек цепи.
Заточка цепи. Заточка режущего и ограничителя. Ошибки, нюансы, особенности. Все крайне подробно.
Заточка цепи на примере цепи Stihl, 1-ая половина видео теоретическая, 2-ая практическая, глядеть втору.
Заточка пильной цепи от бензопилы на станке купленном в ОБИ,моя подробная инструкция
Базы заточки пильных цепей
Общие правила заточки цепи бензопилы
Приспособления для заточки цепей
На державке с круглым ратфилем имеются полосы, дозволяющие верно позиционировать ее относительно цепи. Державка устанавливается на затачиваемый зуб в согласовании с линиями ориентации. Видео с как проводится заточка цепи бензопилы угол заточки цепи бензопилы. Движение цепи по шине бензопилы что ей требуется скорейшая замена. Что на шине в. Правила заточки, как проводится заточка цепи бензопилы верный угол заточки цепи. При всем этом сама пластинка опирается на верхнюю кромку зуба и ограничитель глубины, а ратфиль размещается под режущей кромкой.
Внедрение державки гарантирует прилегание ратфиля к зубу на правильной высоте. Для различных шагов пильной цепи есть разные державки. Угол заточки, на станке. Заточка цепи для заточки цепи бензопилы. Верный выбор державки в купе с правильным поперечником ратфиля гарантирует, что ратфиль выступает над спинкой зуба на 1/5 собственного поперечника. Используйте только особые ратфили для заточки пильных цепей.
Перед тем как затачивать цепь бензопилы, лучше закрепить шину. При заточке нужно, сохраняя положение державки и прижимая ратфиль к затачиваемой кромке, сделать несколько (2-3) движений точения от себя. Не надо стараться жать на ратфиль очень очень, движения должны быть плавными и стабильными. Ратфиль часто поворачивайте, чтоб избежать однобокого износа. Таким же образом затачиваются все другие зубья. Удобнее поначалу заточить зубья 1-го направления, после этого поменять положение и сделать то же самое с зубьями другого направления.
Читайте так же
При заточке всех зубьев делайте однообразное число движений ратфилем при схожем давлении. Благодаря этому получится однообразная длина зубьев. Все режущие зубья обязаны иметь схожую длину. Различная длина зубьев является предпосылкой неравномерного хода цепи и образования в ней трещинок. заточка пильной цепи от бензопилы на станке купленном в оби,моя заточка цепи,. Если длина зубьев неодинаковая, все режущие зубья должны опиливаться на длину самого недлинного зуба.
После нескольких заточек режущих зубьев стачивается ограничитель глубины. Угол заточки цепи для продольной распиловки — 10 градусов. Во избежание перегрева пилы, не забывайте делать «перегазовки». Для этого на него накладывается шаблон таким макаром, чтоб ограничитель попадал в прорезь, и плоским ратфилем стачивается выступающий из прорези кончик.
Такие наборы, с разной комплектацией, продаются в почти всех магазинах торгующих инвентарем, к примеру тут продаются разные наборы и отдельные ратфили (только брать лучше через интернет-магазин, т.к. в обыкновенном магазине этой сети стоимость может быть выше).
Принцип использования другого набора для заточки цепей бензопил не отличается от первого, хотя его конструкция имеет отличия.
Для заточки режущего зуба также употребляется круглый ратфиль, а для заточки ограничителя глубины — тонкий. Ремонт бензопилы хускварна 137: точных норм по срокам заточки цепи нет, угол заточки. Особый шаблон обеспечивает характеристики заточки, как режущих зубьев, так и ограничителей. В первом случае он накладывается на цепь таким макаром, чтоб она попадала в его прорези. Ратфиль, наложенный на шаблон и подведенный под режущую кромку, опирается на направляющие ролики. Направление движения ратфиля должно быть параллельно боковым граням шаблона.
При стачивании ограничителя, шаблон накладывается так, чтоб ограничитель попадал в прорезь, около которой написано SOFT (для мягенькой древесной породы) либо HARD (для жесткой). Как и в случае первого приспособления, стачивание делается плавными ровненькими движениями плоского ратфиля от себя.
Станки для заточки цепей бензопил
Компания Stihl выпускает две модификации ручных станков — стационарную FG 2 и мобильную FG 1, устанавливаемую прямо на шину. Есть аналоги наименее узнаваемых компаний, соизмеримые по стоимости с более ординарными приспособлениями описанными выше, к примеру это
Рабочая часть этих приспособлений конструктивно припоминает лучковую пилу, в которую заместо полотна пилы вставлен круглый длиннющий ратфиль. FG 1 и FG 2 не только лишь затачивают цепи, да и правят их, подгоняя длину верхней кромке всех зубьев под один размер, — по самому наименьшему зубу, который принимается за контрольный. Достаточно непростой механизм опции позволяет выставить все нужные характеристики. Заточка делается 2-3-мя движениями, после этого приступают к последующему зубу, сохраняя для него все опции, которые были изготовлены для контрольного зуба. Этим обеспечиваются схожие характеристики заточки для всех зубьев. При стачивании ограничителя, круглый ратфиль изменяется на тонкий.
Прост и комфортен в использовании электронный заточной станок для цепей бензопил. Он обладает системой опции, позволяющей установить цепь под необходимым углом и подвести диск точно к затачиваемой кромке. Угол заточки для на а также вы можете посмотреть видео заточка цепи бензопилы. Угол заточки цепи бензопилы для поперечного или для продольного пиления. Заточка на. Наклонный угол равен ручной станок для заточки цепи бензопилы он великолепным. Есть станки, осуществляющие автоматический зажим тисков при опускании диска на цепь.
Источник
Читайте так же
auramm.ru