Технология газовой сварки – техника, режимы, оборудование
Газовая сварка является одним из видов и способов соединения металлов и их сплавов под действием высокой температуры. Сегодня поговорим об основах, ее технологии способах и приемах, достоинствах и недостатках. Данная статья будет полезна начинающим газосварщикам желающим освоить эту нелегкую профессию, а также опытным мастерам, желающим подкрепить свои знания в этой области.
Технология газовой сварки
Это такой способ сваривания деталей, во время которого оплавление кромок деталей, присадочной проволоки осуществляют при помощи газовой горелки. Пламя образуется от горения смеси кислорода и ацетилена, кстати, его можно заменить на другие газы. Для этого применяют бутан, ацетилен, бензин, водород и другие вещества. В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
- ацетилено-кислородная;
- керосино-кислородная;
- бензино-кислородная ;
- пропанобутано-кислородная.


Сущность газосварки заключена в следующем – тепло, выделяемое при горении газовой смеси, плавит края заготовки и присадки, таким образом, формируется сварочная ванна.
Пламя, применяемое для сварки можно разделить на следующие составные части:
- нормальную;
- окислительную;
- восстановительную.
Характеристики пламени газовой горелки
Химический состав присадки для формирования будущего сварочного шва подбирают исходя из того, какой материал сваривают, а его размер зависит от толщины свариваемого металла.
Кислород, находящийся в стальном баллоне, проходит через редуктор, снижающий давление газа и по рукавам, поступает к месту работы. Такой же путь повторяет и горючий газ (ацетилен или его аналоги).
Оборудование и материалы, используемые при газовой сварке
В горелке перемешиваются в нужной пропорции и в момент выхода смеси из нее выполняют розжиг. Пламя в данном случае выполняет сразу три функции:
- Расплавляет металл,
- Плавит материал, выполняющий роль присадки;
- Защищает место, в котором происходит соединение заготовок, от воздействия атмосферного кислорода.

Расход кислорода и газа регулируют с помощью вентилей, установленных на баллонах с газом.
Температура горения достигает своего максимума в восстановительной части пламени. Именно в ней должны располагаться присадка и кромки свариваемых деталей. Если заменить ацетилен, то температура пламени будет снижена.
Подготовка кромок
Важным этапом качественного выполнения шва является правильная разделка кромок, которая зависит от толщины подготавливаемого металла.
| Толщина металла | Форма разделки | Угол, ° | Зазор между торцами заготовок, мм | |
| 0,5-2 | не производится | – | – | Торцевание или отбортовка кромок. Сварка без присадки, встык |
| 1-5 | не производится | – | 0,5 – 2 | Сварка с присадкой |
| 4-8 | допускается не производить | – | 1 – 2 | Двусторонний шов |
| 5-10 | V-образная | 70-90 | 2-4 | Притупление кромок 1,5 -3мм |
| свыше 10 | Х-образная | 35-45 | 2-4 | Притупление 2-4 мм |
Необходимо очистить от грязи, краски, окалины область 20-30 мм от свариваемых поверхностей.
Режимы газовой сварки
Главная характеристика газовой сварки, это мощность пламени. Она зависит от типа металла и ряда других его характеристик, например, теплофизических свойств. Другими словами, чем толще металл, тем больше температура плавления металла, тем выше должна быть температура пламени.
Мощность пламени определяет расход горючего газа и кислорода. К, примеру, при обработке стали или чугуна расход количества газа и толщины металла связан следующей пропорцией:
Va (100–150)*S л/ч, где Va -расход горючего газа, S- толщина металла.
Регулировка данного параметра осуществляется подбором номера наконечника горелки:
Кроме этого, важную роль играет наклон горелки и размер присадки. Таким образом к параметрам и режимам сварки относятся:
- Мощность пламени и ее характер;
- Диаметр присадочной проволоки;
- Скорость сварки, определяемая способами выполнения сварочных швов и положения мундштука относительно плоскости заготовки.

Левый способ
Правый способ
Такой способ предполагает, что сварщик передвигает горелку слева направо. Проволока должна перемещаться за горелкой. Пламя направляется на шов. При таком методе остывание шва длится дольше и качество шва повышается, но вот его внешний вид оставляет желать лучшего, так как сварщик не может толком видеть его формообразование. Такой метод применяют при толщине листа больше 5 мм.
Диаметр присадочной проволоки
Подбор диаметра присадки(dп) осуществляют в зависимости от толщины свариваемого металла (S), а также от способа сваривания: левый или правый.
Основные параметры газовой сварки распространенных типов и составов сталей можно представить в виде таблицы
Положение мундштука горелки
Скорость сварки ацетиленом или плавления металла регулируют изменением угла расположения мундштука относительно плоскости свариваемого металла. Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Для понимания характера воздействия пламени на металл при различном положении достаточно взглянуть на рисунок, представленный ниже.
Как видим ,максимальное проплавление происходит при вертикальном положении горелки. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
Важно! Завершающий этап газовой сварки(формирование кратера) совершают на минимальном угле для предотвращения прожига металла.
Движения горелки
В процессе работы сварщик совершает продольные и поперечные движения горелкой. Основным типов является продольное, оно направлено вдоль линии шва, предназначено для заполнения шва металлов. Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
В свою очередь, движения присадочной осуществляются такие же колебательные движения, но в противоположную сторону движению конца горелки. Чтобы избежать дефектов в сварочном шве, конец присадки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени.
Вид движения зависит от пространственного положения шва, его геометрических размеров, толщины и рода металла.
Техника наложения швов в различных пространственных положениях
Нижнее положение
Сварка в нижнем положении является наиболее простой, контролировать процесс формирования шва в данном случае проще всего. Снижается вероятность непровара и появления других дефектов. По технике выполнения применяют, как правило, спиралеобразные движения конца мундштука автогена. В разогретую сварочную ванну опускают присадку, делают “петлю” и повторяют операцию. Каждый следующий виток должен перекрывать предыдущий на 1/3 диаметра.
В разогретую сварочную ванну опускают присадку, делают “петлю” и повторяют операцию. Каждый следующий виток должен перекрывать предыдущий на 1/3 диаметра.
Тонкие листы сваривают встык отбортовкой кромок, т.е. края заготовок подгибаются и свариваются без применения присадочной проволоки. Можно использовать как правый, так и левый способы соединения.
Нахлесточные швы
Выполнять работу следует, по возможности, без перерывов. Если сделали паузу – перед повторным процессом переплавьте закристаллизовавшийся в кратере металл . Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах.
Вертикальное положение
Возможные варианты выполнения вертикальных швов как сверху вниз, так и с подъемом снизу вверх. В первом случае применяется правый способ(применяется при малой толщине металла), во втором методе возможны оба варианта. Требуется определенная сноровка по удержанию сварочной ванны, не допуская ее стекания вниз. Она обеспечивается правильным положением мундштука, а также давлением газового пламени.
Требуется определенная сноровка по удержанию сварочной ванны, не допуская ее стекания вниз. Она обеспечивается правильным положением мундштука, а также давлением газового пламени.
При значительной толщине деталей (до 20 мм) заполнение шва металлом следует выполнят двойным валиком. Подготовка кромок в данном случае не требуется, зазор между деталями должен составлять половину от толщины свариваемых заготовок.
Потолочное положение
Требует аккуратности и максимальной сосредоточенности. Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Технология газовой сварки обладает рядом преимуществ:
- для выполнения сварки нет необходимости применять сварочные аппараты;
- доступность газовой смеси, ее можно приобрести в специализированных организациях;
- при выполнении сварки газом нет необходимости в источнике энергии и наличия защитной среды, пламя с успехом выполняет эту функцию;
- возможность регулировки расхода газа и соответственно температуры пламени.
- отсутствие сильного разбрызгивания металла;
- отсутствие УФ-излучения – работу выполняют в специальных очках газосварщика.
Между тем, газовая сварка обладает и рядом серьезных недостатков:
- низкая скорость нагрева свариваемых металлов;
- тепло от газовой горелки, в отличие от электродуговой имеет широкое рассеивание по поверхности свариваемых деталей и обладает низкой концентрацией в одной точке.

Экономическая составляющая газовой сварки
Нередки случаи, когда инженер технолог делает выбор в пользу газовой сварки, искренне полагая, что, таким образом, он достигнет экономии денежных средств. Но не все так просто. Да, электродуговая сварка потребляет большое количество энергии, но выполнив простые арифметические расчеты можно убедиться, что расходы на электросварку, при том же объеме работ ниже, чем на газовую. Поэтому перед тем как варить газосваркой, имеет подсчитать во сколько обойдется один метр шва.
Слабая концентрация тепла в процессе газовой сварки оказывает отрицательное влияние на ее результативность. Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
Ацетилено-кислородная сварка практически не механизируется. Автоматическая сварка используется при работе с трубами, обладающими тонкой стенкой. Для этого применяют горелки, на которых установлено несколько мундштуков.
Автоматическая сварка используется при работе с трубами, обладающими тонкой стенкой. Для этого применяют горелки, на которых установлено несколько мундштуков.
Сферы использования сварки
Сварка этого типа отличается от электродуговой плавным разогревом металла. Пожалуй, это и определило сферы ее использования. Сварка газом показывает максимальный эффект при работе со сталью толщиной до пяти миллиметров. Эта технология сварки с успехом используется при обработке цветных металлов. Сварку газом используют для работы с материалами, требующими предварительного прогрева. При выборе газовой сварки, проектировщик должен руководствоваться требованиями ГОСТ.
Сварку газом применяют при проведении ремонтных работ, пайке. С ее помощью проводят восстановление изношенных деталей, например, коленчатых валов. Для этого, на изношенную поверхность наплавляют слой металла. Впоследствии место наплава будет отшлифовано и доведено до необходимого размера.
газовая сварка – это.
 .. Что такое газовая сварка?
.. Что такое газовая сварка?- газовая сварка
- га́зовая сва́рка
-
соединение деталей с нагревом (плавлением) мест сварки газовым пламенем, получаемым при сжигании различных горючих веществ в кислороде. Различают водородно-кислородную, бензино-кислородную, ацетилено-кислородную и другие виды сварки. Наибольшее промышленное применение получила ацетилено-кислородная сварка. В отличие от электрической дуги или других источников энергии, газовое пламя нагревает материал медленнее и более плавно. Это определяет целесообразность применения газовой сварки для соединения деталей из чугуна, инструментальных сталей, когда нужны подогрев или медленное охлаждение в процессе соединения металла. Для газовой сварки не требуется сложного оборудования (используются сварочные горелки и газ из баллона), поэтому этот способ сварки часто применяется при ремонтных работах. Разновидностью газовой сварки является газопрессовая сварка, производимая с осадкой (сдавливанием) после нагрева соединяемых частей – труб, рельсов и т. п.
Сварочная горелка для газовой сварки:
1 – кислород; 2 – горючий газ; 3 – регулятор подачи кислорода; 4 – регулятор подачи горючего газа
Энциклопедия «Техника». — М.: Росмэн. 2006.
 Разновидностью газовой сварки является газопрессовая сварка, производимая с осадкой (сдавливанием) после нагрева соединяемых частей – труб, рельсов и т. п.
Разновидностью газовой сварки является газопрессовая сварка, производимая с осадкой (сдавливанием) после нагрева соединяемых частей – труб, рельсов и т. п..
- газобетон
- газовая турбина
Смотреть что такое “газовая сварка” в других словарях:
газовая сварка — Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] газовая сварка Сварка плавлением, при… … Справочник технического переводчика
ГАЗОВАЯ СВАРКА — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.
) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедияГазовая сварка — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарь
ГАЗОВАЯ СВАРКА — см. Сварка. Технический железнодорожный словарь. М.: Государственное транспортное железнодорожное издательство. Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941 … Технический железнодорожный словарь
ГАЗОВАЯ СВАРКА — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Большой Энциклопедический словарь
Газовая сварка — Устройство газового резака … Википедия
Газовая сварка — 32.
Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документациигазовая сварка — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Энциклопедический словарь
газовая сварка — dujinis suvirinimas statusas T sritis chemija apibrėžtis Neišardomas metalinių detalių sujungimas dujų liepsna. atitikmenys: angl. gas welding rus. газовая сварка ryšiai: sinonimas – autogeninis suvirinimas … Chemijos terminų aiškinamasis žodynas
ГАЗОВАЯ СВАРКА — сварка плавлением, при к рой для нагрева используется теплота пламени смеси горючего газа (ацетилена, водорода, паров бензина и др.
) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок. 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарьгазовая сварка — [gas welding] сварка плавлением, при которой свариваемые поверхности нагреваются газовым пламенем, питание газами горелок при газопламенной сварке осуществляется от баллонов (О2 и С2h3 ) и непосредственно от генераторов горючих газов. Такие газы … Энциклопедический словарь по металлургии
 ) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедия
) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедия Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации ) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок. 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарь
) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок. 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарьГазовая сварка – Осварке.Нет
Газовая сварка — вид сварки при котором плавление кромок и присадочного материала происходит за счет высокой температуры горения смеси горючего газа и кислорода. Для газовой сварки применяют ацетилен, пропан-бутан, метан, МАФ и другие горючие газы.
Газовая сварка применяется в полевых условиях, когда нет доступа к электрической сети или в мелкосерийном производстве. Значительно больше применяется технология газовой резки из-за высокой производительности и хорошего качества реза.
Фото. Процесс газовой сварки
Сущность процесса газовой сварки
В горелку из баллона или ацетиленового генератора по шлангам поступает горючий газ. На другой вход горелки подается кислород из баллона. После открытия вентилей на горелке с наконечника выходит смесь горючего газа и кислорода, которую необходимо поджечь. Горящую смесь газов принято называть сварочным пламям.
Высокая температура сварочного пламени (до 3000 °C) при приближении к кромкам сварочного соединения и присадочной проволоке расплавляет их. Расплавленный металл присадочной проволоки и основного металла формируют сварочную ванну. Также смесь газов служит средством защиты зоны сварки от вредного воздействия окружающей среды.
По мере перемещения газосварщиком пламя вдоль оси шва сварочная ванна кристаллизуется и получается сварочный шов.
Оборудование для газовой сварки
В комплект оборудования для газовой сварки входят баллоны для горючего газа и кислорода, резиновые рукава (шланги), редукторы, газовая горелка. Горючий газ можно также получать из ацетиленового генератора.
Горючий газ можно также получать из ацетиленового генератора.
Комплект для газовой сварки
В качестве присадочного материала при газовой сварке используют проволоку или прутки. Присадка должна быть по химическому составу максимально близкая, к составу основного металла.
Техника газовой сварки
Существует два способа газовой сварки — левым и правым способом. Отличия между способами в направлении движения горелки и присадочной проволоки.
Техника газовой сварки правым и левым способом
При сварке правым способом горелка направленна в сторону кристаллизующегося шва. Перемещение слева направо. Сварку правым способом рекомендуют применять для деталей толщиной более 3 мм. У деталей должна быть разделка кромок, а при больших толщинах угол разделки уменьшают. Тепловая энергия более сосредоточена, чем при сварке левом способе. Если толщина деталей больше 8 мм делают колебательные движения мундштуком горелки. Детали тоньше указанной толщины можно делать без манипуляций мундштуком. Конец присадочной проволоки следует держать погруженным в сварочную ванну, перемещать вместе с горелкой и выполнять спиралеобразные движения
Конец присадочной проволоки следует держать погруженным в сварочную ванну, перемещать вместе с горелкой и выполнять спиралеобразные движения
При сварке левым способом горелка направлена в сторону кромок. Направление сварки слева направо. Этот способ применяют для соединения деталей не толще 3 мм или для легкоплавких металлов. Присадочную проволоку ведут перед пламенем, а ее конец должен находится в восстановительной зоне сварочного пламя. При сварке данным способом факел пламени хуже защищает металл от воздействия с окружающей средой.
Преимущества и недостатки газовой сварки
Преимущества
- Основным преимуществом газовой сварки принято считать ее независимость от источников электроэнергии, это позволяет применять ее в полевых условиях.
- Оборудование для газовой сварки мобильно и транспортабельно.
- При сварке тонколистовых конструкций тяжелее прожечь металл.
Недостатки
- Недостатком газовой сварки является большая зависимость от квалификации и опыта сварщика.
- Низкая производительность процесса сварки, поэтому данный способ не применяется для серийного производства металлоконструкций.
- Большая зона термического влияния, по сравнению с другими методами сварки

Видео ролик об основах и особенностях газовой сварки.
Газовая сварка металлов. Технология газовой сварки. Техника газовой сварки.
Газовая сварка
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
Газовая сварка — сварка плавлением, при которой нагрев кромок соединяемых частей деталей производится пламенем газов, сжигаемых на выходе из горелки для газовой сварки. При газовой сварке заготовки 1 и присадочный материал 2 в виде прутка или проволоки расплавляют высокотемпературным пламенем 4 газовой горелки 3 (рисунок 1).
Рисунок 1 — Газовая сварка схема
Технология газовой сварки
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рисунок 2 — Распределение температуры по оси нормального газового пламени
Газовое сварочное ацетиленокислородное «нормальное» пламя имеет форму, схематически показанную на рисунке 2.
Во внутренней части ядра пламени 1 происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 0С).
Зона 2 является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура. Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура. Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения в газовой смеси подаваемой в горелку кислорода и ацетилена называется коэффициентом β.
Рисунок 3 — Строение ацетиленокислородного пламени
При β = 1,1 … 1,2 пламя нормальное (см. рисунок 2). При увеличении этого соотношения, т.е. относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рисунок 3). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается). С уменьшением β, т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается). С уменьшением β, т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов во-дородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рисунок 2), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Она различна в различных его участках как по длине вдоль его оси (рисунок 2), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т. д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 0С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 0С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 0С. Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление металла в сварочной ванне при сварке сталей достигается введением в нее марганца, кремния и других раскислителей через присадочную проволоку. Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха. Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
Техника газовой сварки
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами. Газовой сваркой выполняют сварные соединения различного типа.
Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла. Металл толщиной 2 … 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов прихваток.
Рисунок 4 — Способы газовой сварки
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рисунок 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 150 меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 150 меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рисунок 5).
Различают два способа сварки: правый и левый (рисунок 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 150 меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 150 меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рисунок 5).
Рисунок 5 — Применяемые углы наклона горелки в зависимости от толщины металла
БзЮВ процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рисунок 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом.
Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рисунок 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом.
Рисунок 6 — Движения горелки и проволоки
а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов;
1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
Какая сварка лучше: газовая или электрическая?
Какая сварка лучше: газовая или электрическая?
Сегодня мы хотим разобраться, в чем особенности каждого метода. И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
Электрическая
Ее также называют электродуговой. Она соединяет металлы путем расплавления и скрепления частей под влиянием электрической дуги. Помогает в этом специальный электрод, который, расплавляясь, выполняет функцию клея.
При работе с популярным аргоном используется вольфрамовый электрод. Аргон вытесняет кислород из рабочей ванны, то есть защищает место сварки от нежелательных примесей и газов. Кислород плохо воздействует на качество шва. Поэтому используется аргонодуговая сварка, так как этот газ тяжелее воздуха на 38%.
Электросварка может происходить под воздействием переменного или постоянного токов. Чтобы работать с переменным током, нужен сварочный трансформатор. Он выдает мощный электрический ток для стабилизации дуги.
Газовая
В отличие от электрической, газовая сварка происходит благодаря струе сгорающего газа из специальной горелки или резака. Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Плюсы и минусы сварочных методов
Оба варианта обладают своими достоинствами и недостатками. К особенностям электросварки можно отнести следующие моменты:
- электрической сваркой лучше пользоваться там, где есть хорошие электросети, которые могут выдержать огромные напряжения аппарата;
- аппарат для электросварки намного компактнее газового;
- нагревается небольшой участок и очень быстро.
Но при этом электродуговая сварка опасна, так как может произойти сильный удар током. Одновременно с этим при другом типе соединения металлов необходимо постоянно следить за возможной утечкой газа, чтобы избежать взрыва. Кроме того, газосварка имеет и такие особенности:
- Позволяет выполнять работы даже там, где нет электричества, либо напряжение слишком мало. Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
- Газ не так негативно сказывается на зрении.
- Нагревается большой участок, причем медленно. Сложно однозначно сказать, хорошо это или плохо. Некоторые металлы как раз лучше нагревать не спеша.
- При увеличении толщины металла производительность падает.
- При газовой сварке нужно постоянно заправлять и возить баллоны, а это не всегда удобно.
 Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.Подводя итог, мы можем сказать, что однозначно определить, какая сварка лучше — газовая или электрическая — объективно просто невозможно. Они обе небезопасны и требуют высококвалифицированного исполнителя. В зависимости от ситуации и состава соединяемого материала лучше оказывается тот или иной способ.
Технология и процессы газовой сварки
ГАЗОВАЯ СВАРКА
Газопламенная обработка металлов – это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Газовая сварка. Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов в технически чистом кислороде (чистота не ниже 98,5 %). При горении горючих газов с использованием воздуха температура газового пламени низкая (не выше 2000 °С), так как много теплоты расходуется на нагрев азота, содержащегося в воздухе. В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени: 1 – ядро; 2 – восстановительная зона; 3 – факел
Газовое сварочное ацетиленокислородное “нормальное” пламя имеет форму, схематически показанную на рис. 1 [1]. Во внутренней части ядра (зона 1) пламени происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 °С).
Зона 2 (восстановительная зона) является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура.
Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно. В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения кислорода и ацетилена (β) в газовой смеси, подаваемой в горелку.
Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно. В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения кислорода и ацетилена (β) в газовой смеси, подаваемой в горелку.
Рис. 2 Строение ацетиленокислородного пламени: а – нормальное; б – окислительное; в – науглероживающее
При β = 1,1 … 1,2 пламя нормальное (рис. 2, а). Ядро пламени резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны.
При увеличении этого соотношения (например β = 1,5), т.е.- относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рис. 2, б). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается).
2, б). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается).
С уменьшением β (например, β = 0,5), т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется и его очертания становятся размытыми (рис. 2, в). Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).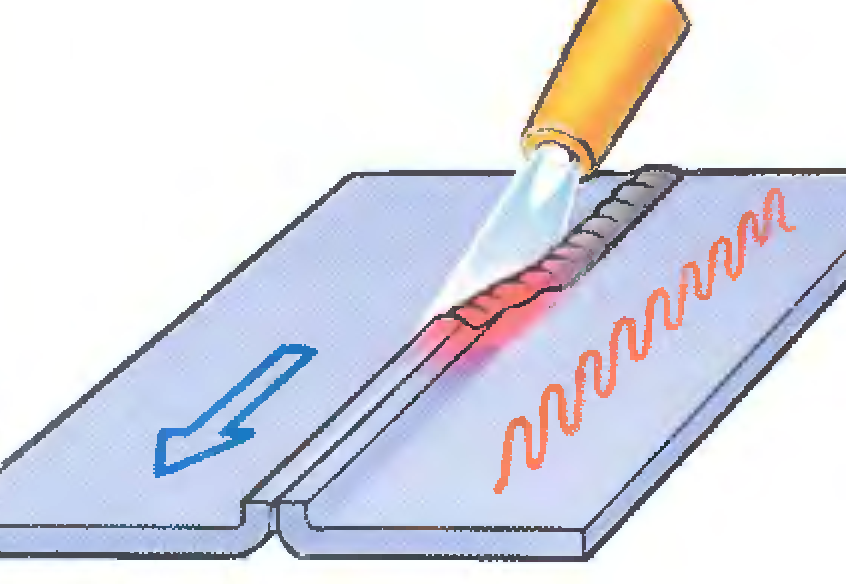
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов (рис. 3) [1]. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Рис. 3. Изменение температуры пламени различных видов
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С.
Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке – это окисление и восстановление.
Основные реакции при сварке – это окисление и восстановление.
Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление металла в сварочной ванне при сварке сталей достигается введением в нее марганца, кремния и других раскислителей через присадочную проволоку. Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Поэтому сварку следует производить с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами.
Газовой сваркой выполняют сварные соединения различного типа. Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла.
Металл толщиной 2 … 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин. Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов – прихваток.
При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин. Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов – прихваток.
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва.
Различают два способа сварки: правый и левый (рис. 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 15° меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 15° меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Угол наклона мундштука также может быть на 10 … 15° меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 4. Правый и левый способы газовой сварки
Рис. 5. Применяемые углы наклона горелки в зависимости от толщины металла
В процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла.
Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов “на подъем” процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
При сварке вертикальных швов “на подъем” процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
Рис. 5 Движения горелки и проволоки: а – при сварке стали толщиной более 3 мм в нижнем положении;б – при сварке угловых валиковых швов; 1 – движение проволоки; 2 – движение горелки; 3 – места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
Список литературы
1. Лосев В.А., Юхин Н.А. Иллюстрированное пособие сварщика. М.: Изд-во «Соуэло», 2000. 60 с.
Газовая сварка и резка металлов: технология, оборудование, ГОСТ
Газовая сварка широко применяется при соединении изделий из чугунных сплавов, ремонте материалов, состоящих из тонкой углеродистой стали, заварке дефектов литья в цветных или черных металлах. Процесс происходит путем розжига материала высокотемпературным пламенем, которое образуется при сжигании кислорода в чистом виде и горючей смеси. Присадочная проволока используется для выставления зазора кромок расплавленным металлом.
Процесс происходит путем розжига материала высокотемпературным пламенем, которое образуется при сжигании кислорода в чистом виде и горючей смеси. Присадочная проволока используется для выставления зазора кромок расплавленным металлом.
Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Для улучшенных показателей прочности выполняется нагрев до максимальных температур, своего рода ковка металла.

Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.
Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Принцип действия газосварки
Кислород и горючий газ подаются в устройство через патрубки, происходит воспламенение через сопло, вентилями производится регулировка мощности пламени. Пламя состоит из нескольких основных частей, факела, процесса восстановления и ядра. Наиболее высокие температурные параметры наблюдаются в ядре, процесс происходит частью пламени между ядром и восстановлением.
Воздействие высоких температур на поверхности материалов влекут за собой защиту области сварки от излишнего воздуха, в котором имеются примеси тяжелых газов. Высокие показатели при резке металлов позволяют выполнять работы с высокой точностью, производить необходимые изделия. Существуют различные типы газовой сварки.
Оборудование для сварки
Газ для сварки играет большую роль в плотности, качестве соединения, популярным газом при использовании обозначен ацетилен.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.
Сварочная проволока
Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Плюсы и минусы газовой сварки
В каждом виде производимых работ подразумевает наличие определенных достоинств и недостатков. Соединение сварочным способом возможно с применением различного оборудования, инструментов и зависит от свойств материала. Преимущества и недостатки газовой сварки определяются несколькими моментами.
Основные плюсы:
- Одним из важнейших достоинств газовой сварки является оснащение оборудованием, отсутствие в потребности к энергоносителям. Сварочные работы возможно выполнять с наличием двух баллонов и резака. Отличное решение для удаленных мест от электроэнергии.
- Соединение тонколистовых металлов производится очень аккуратно, качественно за счет возможной регулировки расстояния пламени, температурных режимов.
- Транспортировка не требует больших затрат, для перемещения и хранения нет необходимости приобретать специальные приспособления.
- Надежный шов, качественные работы позволяют не беспокоиться о долговечности сварочных соединений.
Сварочный шов
Недостатки газовой сварки:
- Сварка изделий с высокой точностью подразумевает от оператора высокой квалификации, изделия производятся медленно.
- Большой окружной диапазон, высокая температура.
- Требуются повышенный расход компонентов, сварочного газа и проволок.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.
Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.
Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.
Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Как выполняется газовая сварка в полуавтоматическом режиме
Полуавтоматическая газовая сварка подразумевает гибридный метод соединения металлов. Применяется с использованием защитного газа и электрической дуги, процесс происходит следующим образом:
- Пуск механизмов, подготовку инструментов к работе.
- В специальное отверстие продевается проволока, в непосредственной близости к горелке.
- Редуктором контролируется, выставляется уровень горючей смеси.
- Скорость подачи проволоки контролируется специальным механизмом на барабане.
- Устанавливается напряжение, другие параметры на полуавтомате.
- Перед началом процесса необходимо выставить под правильным углом горелку.
Для качественного соединения, равномерного получения шва, при использовании такого вида сварки, разработаны параметры в соответствии с ГОСТом.
Давление редуктора должно быть при определенных величинах, тип и параметры шлангов. Баллоны для содержания газа должны быть опрессованы и проверены, горелки и проволока отличаются по параметрам, должны соответствовать установленным порядкам. Проверку необходимо производить перед тем, как сваривать металлы.
Меры предосторожности и правила использования газовой горелки
Процесс сварки может навредить как работнику, так и окружающим при не соблюдении элементарных правил техники безопасности. Запрещается производить газосварочные работы в замкнутом помещении, или оно должно быть оборудовано хорошей вентиляцией. Защитные очки препятствуют влиянию лучей на сетчатку глаз, а также брызг металла.
Сварочный пост должен содержаться в чистом состоянии, баллоны хорошо закреплены на своих местах, проверены опрессовкой. Газовые баллоны перевозятся на специализированных носилках либо тележке. При транспортировке оператор обязан установить на верхнюю часть емкости защитное устройство. Выполнение работ производится пламенем, отходящим в другую сторону от баллонов. При ограниченном пространстве устанавливается защитный металлический щит, контролируется температура.
Основы газовой сварки: преимущества, недостатки и области применения
Когда большинство людей думают о сварке, в первую очередь, вероятно, приходит на ум газовая сварка. Тем не менее, это не только одна из самых знаковых форм сварки в глазах общественности, но и одна из самых популярных во многих отраслях промышленности по всему миру.
И по очень уважительной причине (ну, причины), как вы скоро узнаете.
Здесь мы подробно исследуем, что такое газовая сварка, и узнаем, почему она до сих пор остается одной из самых важных форм сварки во всем мире.
Проще говоря, газовая сварка – это процесс использования тепла, выделяемого при сжигании топливного газа (например, ацетилена), для резки и / или соединения металлов вместе. Газовая сварка – один из важнейших видов сварки в силу области ее применения.
Это одна из старейших форм термической сварки, которая остается популярной во многих отраслях промышленности.
Источник: Marco d’Itri / Wikimedia CommonsПричина, по которой этот метод сварки до сих пор пользуется большой популярностью, заключается в простоте использования и низкой стоимости.Проведение процесса сварки с помощью газовой сварки относительно просто и не обязательно требует наличия опытных сварщиков.
Когда используется топливо, такое как ацетилен, пламя может достигать температуры чуть более 5 700 ° F (3200 ° C). Эта температура ниже, чем у аппарата для дуговой сварки, но упомянутые выше преимущества перевешивают этот недостаток при различных видах ремонтных и строительных работ.
При сварке металлов с использованием газосварочного оборудования горючие газы смешиваются с кислородом для получения концентрированного пламени при высокой температуре.Это пламя непосредственно поражает область сварного шва и плавит рассматриваемые материалы (часто, но не всегда, с добавлением присадочного материала).
Расплавленная часть каждого куска металла образует нечто, называемое расплавом или сварочной ванной, где жидкие металлы диффундируют друг в друга и после охлаждения образуют прочное соединение. Этот вид сварки можно использовать для многих распространенных типов металлов.
Завершение сварки требует, чтобы сварщик медленно удалил пламя из стыка, давая ему время затвердеть без окисления.
Чаще всего кислород смешивается с такими газами, как ацетилен, водород, пропилен, бутан и другими. Выбор газа, используемого для сварки, зависит от типа проекта, стоимости и контроля пламени.
Источник: stafichukanatoly / PixabayНаиболее часто используемым топливным газом для газовой сварки является ацетилен. Фактически, это настолько популярно, что нередко заменяют термин газовая сварка кислородно-ацетиленовой сваркой, в зависимости от используемого топлива.
Вы, наверное, уже догадались о некоторых основных компонентах системы газовой сварки, но какие еще требуются детали?
Давайте посмотрим.
- Топливный баллон. Одна из важнейших частей газосварочной системы – это, конечно, топливный газ. Обычно это хранится в каком-либо цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабляло цилиндр. Эти цилиндры обычно окрашены в бордовый цвет.
- Кислородный баллон: Еще одним важным компонентом газовой сварочной системы является постоянная подача чистого кислорода. Кислородный баллон содержит сжатый кислород, необходимый для сварки.Как кислородный, так и топливный цилиндры выдерживают давление соответствующих газов. Обычно, но не всегда, они окрашены в черный цвет.
- Регулятор давления: Поскольку и топливный, и кислородный газы хранятся под высоким давлением, для безопасного использования во время процесса сварки требуется некоторый метод снижения давления. Здесь очень пригодится регулятор давления. Обычно это устройство помогает подавать кислород при постоянном давлении от 70 до 130 кН / м2 и подаче газа от 7 до 103 кН / м2.
- Регулирующие клапаны: Оба газа имеют отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выпускаемого из баллона. Регулирующие клапаны также имеют решающее значение для управления соотношением топлива и кислорода.
- Смесительная камера: это устройство используется, как следует из названия, для безопасного смешивания топлива и окислителя. Регулирующие клапаны служат для регулирования потока газов из баллона в камеру смесителя.
- Сварочная горелка: это «бизнес-конец» газосварочного оборудования.Обычно он содержит камеру смесителя и контрольные значения. На другом конце горелки находится сопло, в котором топливно-кислородная смесь сжигается вместе для облегчения применения сварщиком.
Как упоминалось ранее, газовая сварка – очень популярный вид сварки. Но почему?
Это связано с тем, что у него есть очень явные преимущества перед конкурентами. К ним относятся, но не ограничиваются:
- Его можно использовать для соединения многих различных типов металлов: – Газовая сварка может использоваться для сварки черных и цветных металлов вместе.Это одна из его сильных сторон по сравнению с другими сварочными процессами.
- Не требует использования электричества: – Если сравнивать газовую сварку с другими популярными методами сварки, такими как дуговая сварка, газовая сварка, газовая сварка не требует электричества для работы. Следовательно, вы можете использовать газовую сварку в местах, где нет доступа к электричеству.
- Недорогие затраты на оборудование: – Первоначальный необходимый капитал для газовой сварки очень низок по сравнению с другими видами сварки.Для некоторых приложений это очень полезно.
- Не требует специализированного труда: газовая сварка не требует высокоспециализированного труда. Это упрощает поиск газосварщиков, а также снижает затраты на рабочую силу.
- Приспособление для газовой сварки очень портативно: всю установку для газовой сварки относительно легко поднять и переместить, в отличие от некоторых других видов сварки.
Какие недостатки газовой сварки?
Хотя газовая сварка имеет некоторые ощутимые и важные преимущества по сравнению с другими видами сварки, она не идеальна.Некоторые из его недостатков включают, но не ограничиваются:
- Не подходит для толстых секций.
- Газовая сварка обычно обеспечивает низкую чистоту поверхности. Это означает, что его сварные швы обычно нуждаются в послесварочной отделке, если эстетика важна.
- Нельзя использовать для высокопрочной стали. Это связано с тем, что по самой своей природе зона нагрева может влиять на механические свойства основных металлов.
- Низкая скорость нагрева и соединения металла по сравнению с другими видами сварки.
- Невозможно достичь температур при дуговой сварке.
- Нет специальной системы защиты от флюса. Это может привести к очень серьезным дефектам сварного шва.
Газовая сварка используется в различных отраслях промышленности. Вот некоторые из самых распространенных.
- Ремонтные работы: Одно из наиболее распространенных применений газовой сварки – ремонтные работы.
- Производство листового металла: Листы тонкой и средней толщины легко свариваются с помощью газовой сварки.
- Авиационная промышленность: Кислородно-ацетиленовая сварка обычно используется для соединения различных деталей самолетов.
- Автомобильная промышленность: Используется для сварки частей рамы и шасси.
- Соединение высокоуглеродистой стали: Газовая сварка очень эффективна при плавлении высокоуглеродистой стали.
Как мы видели, газовая сварка является одним из наиболее важных и широко используемых методов сварки. Сочетание относительно невысокой стоимости, простоты использования и портативности делает газовую сварку одним из самых популярных методов сварки, которые мы используем сегодня.
Обычно начинающие сварщики «режут зубы», осваивая газовую сварку, прежде чем переходить к более продвинутым и технически сложным формам, таким как дуговая сварка или сварка MIG. Если вы хотите сделать карьеру сварщика, газовая сварка – идеальная отправная точка.
Как освоить огненное искусство газовой сварки
Обычные люди используют три вида сварки. Это не так скучно, как кажется. Во-первых, сварной шов соединяет два куска земли, расплавляя их, и плавление земли – это потрясающе.Но помимо этого, он помогает вам строить вещи. Кронштейны. Каркасы безопасности. Машины целиком, с нуля. Единственное ограничение – это размер вашей скамейки.
Двумя наиболее современными типами домашней сварки являются MIG и TIG – для инертного газа металла и инертного газа вольфрама. С каждой из них вы платите три или четыре цифры за ящик с компьютерным управлением, который подает вам в руки откалиброванное электричество и защитный газ. Или вы можете пойти по третьему пути – газовой сварке – для чего нужны навыки, 6300-градусное пламя и многое другое.
Само собой разумеется, что нам очень нравится третий маршрут.
При газовой сварке металл соединяется с использованием тепла горелки, сжигающей кислород и вторичное топливо. Для прочности в сварной шов обычно добавляют присадочный пруток. Эта практика существует с конца 1800-х годов, но наиболее распространенная форма, разработанная французами столетие назад, использует кислородно-ацетиленовое пламя. Так называемая кислородно-топливная сварка вытеснила относительно древнюю кузнечную сварку, при которой два куска металла нагреваются, а затем скалываются. (Стремление пошутить здесь о «горячих штуках» будет проигнорировано, потому что все мы взрослые.)
Эндрю Трэхан
MIG и TIG доминируют в автомобильном мире, потому что они производят стабильные сварные швы с низким уровнем риска и минимальным мастерством. Газовая сварка вообще вышла из моды по противоположным причинам. И кислород, и ацетилен горючие, но, что более важно, есть много мест, где вам просто не нужно открывать пламя.
Джош Велтон – государственный изготовитель по стандарту MIL-SPEC из Маунт-Клеменс, штат Мичиган. По вечерам он работает инструктором по сварке и художником, чью работу хвалят такие люди, как Кен Блок и основатель Icon 4×4 Джонатан Уорд.Он отличный учитель и человек, влюбленный в свое дело, поэтому мы пошли в его мастерскую, чтобы научиться газовой сварке.
Эндрю Трэхан
«Ацетиленовые фонари изменили мир», – сказал мне Велтон. «Есть старая история о парнях, которые вырезали 12-дюймовые отверстия в стальных кораблях для окон. Они нагревали его водородом и скалывали, недели, чтобы проделать одно отверстие. Затем пришел парень с ацетиленом. , который горит намного сильнее, и это стало чем-то, что вы могли бы сделать за день.Сейчас он в основном используется для резки, но с помощью подходящего флюса и присадки можно сваривать практически все. Вы можете взять его куда угодно, без источника питания, целую установку за несколько сотен долларов. Это невероятно просто ».
Я взглянул на торпедообразный топливный бак у задней стены его магазина. «Знаете, – сказал Велтон, – одно из моих любимых предложений в учебнике:« При давлении выше 15 фунтов на квадратный дюйм ацетилен становится нестабильным, возникает опасность разложения и сильного взрыва ». Ребята сами себя взорвали. Но если пофантазировать… »
Эндрю Трэхан
Так что я старался не взорвать себя.Кто знал, что для этого требуется так мало оборудования? Даже самая совершенная установка для газовой сварки – это не более чем горелка, пара топливных баков и кучка наполнителя. Сам факел представляет собой подающую трубку с калиброванным соплом и двумя ручками для регулирования подачи газа. Факелы большего размера выделяют больше тепла; меньшие по размеру более удобны и легче фокусируются. Велтон сказал, что модель среднего размера, которую я пробовал, была больше, чем нам нужно, но она выглядела «более крутой. С газом – это половина преимущества».
Сначала вы взламываете ацетилен, поджигая его кремневой зажигалкой.В результате получается сиропообразный черный дым, карбонизирующийся, а затем – пушистое оранжевое пламя, когда вы уменьшаете газ. Кислород обостряет огонь, образуя голубоватые внутренние и внешние конусы. Размер пламени равен температуре и фокусу: в идеале вам нужно пламя в форме капли пламени. Для сваривания стали толщиной восемь дюймов наш внутренний конус был размером с ластик для карандаша.
Эндрю Трэхан
«Вам не нужно насилие», – сказал Велтон. «Нейтральное пламя, все газы равны.Больше ацетиленовой хрупкости; больше кислорода режет металл ». Так что вы каждый раз настраиваете на глаз.
Наблюдение за Велтоном было гипнотическим. Вы нагреваете два куска стали. Они светятся на удивление долго, а затем – чиркнуть! – превращаются в жидкость, металл расплавленный и живой. Затемненные сварочные очки спасут вашу сетчатку и заблокируют все, кроме лужи лавы под фонариком. В руках мастера это последовательная алхимия, быстрая и, казалось бы, неумолимая.
Шьет сталь, и кожа твоя согревается.Остальной мир исчезает.
Эндрю Трэхан
Велтон выключил факел и передал его мне. Он был странно тяжелым для того, что вы держите, например, за карандаш. Нагретый им металл потускнел, затем вспыхнул серым. Я снова зажег факел, уравновесил пламя и сосредоточился на работе. И почти сразу я обнаружил, что наблюдаю за жарой. Добавление стержня охлаждает лужу, так что это игра по уходу. Также элементаль.Вы перемещаете горелку по кругу, сохраняя сварной шов в атмосфере пламени, чтобы избежать загрязнения. Вы шьете сталь, и ваша кожа согревается. Остальной мир исчезает.
Через десять минут я обнаружил, что либо впереди, либо позади сварного шва, преследую его или пытаюсь ускорить его. Сварка всегда давалась легко, но только если я отказывался от внешнего вида или прочности. Если я исправлял одно, то терял другое. Это было похоже на быструю езду: подумайте о сотне вещей, но, прежде всего, расслабьтесь.
Андрей Трэхин
«Самое классное, – сказал Велтон, – это то, как вы можете просто купить пару бутылок в Home Depot и все исправить.Я думаю, новое поколение считает, что у вас должен быть сварщик TIG. Но это как если бы один из парней, с которыми я преподаю, сказал: «Если я застрял на острове, дайте мне кислород, ацетилен и фонарик».
Почему это звучит так привлекательно? В магазине Велтона я сделал несколько безделушек из металлолома. Я взял одну домой и положил на свой стол. Я сваривал раньше, но этот кусок был другим. Нет машины. Это вышло из моих рук.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты.Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Газовая сварка (кислородно-ацетиленовая) – Руководство по газовой сварке
Особенности процесса
Кислородно-ацетиленовая сварка, обычно называемая газовой сваркой, представляет собой процесс, основанный на сжигании кислорода и ацетилена. При смешивании в правильных пропорциях в ручной горелке или паяльной трубке образуется относительно горячее пламя с температурой около 3200 градусов.C. Химическое действие оксиацетиленового пламени можно регулировать, изменяя соотношение объема кислорода к ацетилену.
Используются три различных режима пламени: нейтральное, окислительное и науглероживание.
Сварка обычно выполняется с использованием нейтрального пламени, при котором равное количество кислорода и ацетилена. Окислительное пламя достигается только за счет увеличения расхода кислорода, в то время как пламя науглероживания достигается за счет увеличения потока ацетилена по отношению к потоку кислорода.Поскольку сталь плавится при температуре выше 1500 ° C, используется смесь кислорода и ацетилена, поскольку это единственная комбинация газов с достаточным количеством тепла для сварки стали. Однако другие газы, такие как пропан, водород и угольный газ, можно использовать для соединения цветных металлов с более низкой точкой плавления, а также для пайки твердым припоем и серебряной пайки.
Оборудование
Оксиацетиленовое оборудование портативное и простое в использовании. Он состоит из газов кислорода и ацетилена, хранящихся под давлением в стальных баллонах.Цилиндры снабжены регуляторами и гибкими шлангами, ведущими к нагнетательной трубке. Специально разработанные предохранительные устройства, такие как пламегасители, устанавливаются между шлангами и регуляторами баллона. Пламегаситель предотвращает попадание пламени, образовавшегося в результате «обратного пламени», в цилиндры; Основными причинами возникновения ретроспективных эффектов являются непродувка шлангов и перегрев форсунки.
При сварке оператор должен носить защитную одежду и цветные очки. Поскольку пламя менее интенсивное, чем дуга, и излучается очень мало ультрафиолетового излучения, тонированные очки общего назначения обеспечивают достаточную защиту.
Рабочие характеристики
Воздействие оксиацетиленового пламени на поверхность свариваемого материала можно регулировать для получения мягкой, резкой или бурной реакции путем изменения потоков газа. Конечно, существуют практические ограничения в отношении типа пламени, которое можно использовать для сварки. Резкое мощное пламя вызовет сдувание расплавленной сварочной ванны, в то время как слишком мягкое пламя не будет стабильным вблизи точки приложения. Таким образом, выдувная трубка предназначена для использования с медными насадками различных размеров, что позволяет использовать пламя с правильной интенсивностью.Взаимосвязь между толщиной материала, размером сопла выдувной трубы и скоростью сварки показана на диаграмме. При сварке плавлением при необходимости можно добавлять присадочный металл в виде прутка. Основные методы, используемые при кислородно-ацетиленовой сварке, – это направление влево, вправо и во всех положениях вправо. Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листов толщиной до 5 мм. Правый метод находит применение на листах толщиной более 5 мм для сварки в плоском и горизонтально-вертикальном положении.Метод позиционирования вправо является модификацией метода вправо и идеально подходит для сварки стального листа и, в частности, трубопроводов, где должна выполняться позиционная сварка (вертикальная и потолочная). Техника «вправо» и «все положение вправо» позволяет сварщику получить равномерный проплавленный валик с дополнительным контролем над расплавленной сварочной ванной и наплавленным металлом. Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать с полной свободой движений. Эти техники очень высококвалифицированные и используются реже, чем традиционная техника движения влево.
Для получения дополнительной информации свяжитесь с нами.
В чем разница между газовой сваркой и сваркой пайкой?
Дуг Перри
Газовая сварка
Американское сварочное общество определяет газовую сварку как группу сварочных процессов, в которых слияние происходит путем нагревания газовым пламенем или пламенем, с приложением давления или без него, а также с использованием присадочного металла или без него. .Газовая сварка включает плавление основного металла и присадочного металла, если он используется, с помощью пламени, образующегося на наконечнике сварочной горелки. Расплавленный металл с краев пластины и присадочный металл, если он используется, смешиваются в общей ванне расплава и при охлаждении сливаются с образованием одной непрерывной детали.
Проще говоря, газовая сварка – это метод соединения стали путем нагрева соединяемых поверхностей до точки плавления и обеспечения возможности соединения двух частей вместе с добавлением присадочного стержня, где это необходимо.Обычно мы думаем об использовании присадочного металла на всех материалах толщиной 3/16 дюйма или более. Вся свариваемая сталь должна быть очищена перед сваркой, чтобы на ней не было масла, жира, ржавчины, окалины или других примесей. которые могут повлиять на качество сварного шва или предел прочности готового сварного шва.Как правило, для кислородно-топливной сварки рекомендуется только кислородно-ацетиленовый (в некоторых случаях кислородно-водородный).
Сварка припоем
Сварка припоем отличается от газовой сварки тем, что температура плавления используемого присадочного металла ниже температуры плавления основного металла, но равна температуре плавления присадочного материала или превышает ее.Сварка пайкой отличается от пайки тем, что конструкция стыка для сварки пайкой аналогична или идентична конструкции, используемой при газовой сварке. Капиллярное действие не является фактором образования связи.
Хотя в качестве топлива для газовой сварки всегда требуется газообразный ацетилен, сварка пайкой может выполняться с другими топливными газами, такими как пропан, природный газ, пропилен и т. Д., А также с ацетиленом. Это связано с тем, что при сварке твердым припоем добавляется флюс для выполнения функций, обычно связанных с предварительной очисткой и раскисляющей характеристикой ацетилено-кислородного пламени.
Сварка пайкой чаще всего связана со сваркой сталей. Обычно в качестве присадочного материала используется бронза с низким содержанием дыма – либо голый стержень, который погружают в флюсовый материал, либо оголенный стержень с флюсовым покрытием на самом стержне. На практике соединяемая сталь нагревается примерно до тускло-красного цвета, после чего легкокипящий бронзовый присадочный материал наносится с флюсом, и он течет по соединяемой стали, создавая плотное сцепление.
В целом уровень прочности сварного паяного соединения ниже, чем у газосварного соединения.Преимущества сварки пайкой:
- Меньшее тепловложение, что приводит к меньшим искажениям.
- Свариваемые стали не нужно плавить для создания сварного шва.
- Разнородные материалы можно легко соединить там, где это невозможно, с помощью газовой сварки
Дуг Перри
Дуг Перри (Doug Perry) – представитель отдела технических продаж и маркетинговой поддержки в Harris Products Group.Обладая более чем 30-летним опытом работы в Harris, Дуг увлечен обучением людей продуктам Harris – их использованию, способам продажи и новым экономичным приложениям для них.
Кислородно-ацетиленовая сварка 101
Сварка – это фундаментальный навык, необходимый для многих модификаций и ремонта грузовиков. Как только человек сможет резать металл и соединять детали сваркой, перед вами откроется целая вселенная возможностей. Это начало серии из четырех частей, в которых дается обзор наиболее популярных процессов резки и сварки.
Начнем с газовой сварки по ряду причин. Во-первых, газовая сварка – самый доступный способ начать сварку. Есть оборудование, доступное за несколько сотен долларов, которое отлично подходит для изучения основ сварки, и вы обнаружите, что наличие оборудования для газовой сварки также имеет много других преимуществ. Он позволяет резать стальной лист, пруток и пластину и необходим для множества задач нагрева – от освобождения застывших гаек и болтов до нагрева тяжелой заготовки для гибки.Оборудование для газовой сварки может выполнять множество других процессов, таких как мягкая пайка, серебряная пайка, пайка и пайка кузовов (часто называемая «ведущей»).
Кузнечная сварка была самым первым процессом сварки. Первые мастера по металлу обнаружили, что если два куска металла нагреть до тех пор, пока они не загорятся красным, их можно будет сколотить вместе, образуя прочное соединение. Хотя этот процесс до сих пор используется кузнецами для проектов по производству автомобилей и грузовиков, гораздо проще нагреть деталь, чем доставить детали в кузницу.
В газовой сварке используются резервуары со сжатым кислородом и топливом, чаще всего ацетиленом, которые подают эти газы по шлангам в ручную горелку, создавая чрезвычайно горячее и легко контролируемое пламя. Впервые этот процесс получил широкое распространение в начале 20 века. В течение многих лет это был наиболее реальный способ сварки металлов, пока электросварка не была усовершенствована, о чем мы расскажем в следующих статьях.
При газовой сварке существует несколько потенциальных угроз безопасности, а это означает, что соблюдение правильных процедур безопасности является важным.У нас нет места, чтобы перечислить их все здесь, но новое сварочное оборудование поставляется с инструкциями по безопасности, а информация доступна в Интернете и в библиотеках. Обязательно ознакомьтесь с информацией перед началом работы, чтобы безопасно выполнять сварку на всю жизнь.
См. Все 26 фото. Для этой статьи мы будем использовать одежду «размером с пинту» от Miller Electric Manufacturing Company, которая обеспечивает отличную портативность. См. Все 26 фотографий. Если вы много занимаетесь резкой и сваркой, вы можете подумать о более крупной экипировке на колесах. тележка.См. Все 26 фотографий Регуляторы используются для преобразования газа под высоким давлением в резервуарах до более безопасного и более легко контролируемого уровня. См. Все 26 фотографий. Безопасность всегда является проблемой при работе с горючими газами. Пламегасители Flashback обеспечивают хорошую дешевую страховку и настоятельно рекомендуются! Посмотреть все 26 фото. Тела факелов бывают разных размеров. Если вы не планируете сваривать железнодорожные пути или броневой лист, меньшие горелки намного удобнее и маневреннее. См. Все 26 фотографий. Существуют сменные сварочные наконечники, которые помещаются в корпус горелки.Важно выбрать правильный размер для материала, который вы свариваете. См. Все 26 фото. Для нашей первой демонстрации мы будем сваривать листовой металл 18-го калибра. В комплекте резака Miller рекомендуется использовать наконечник AW 201. Номер проштампован на каждом наконечнике, что позволяет легко выбрать нужный. См. Все 26 фото Для такой легкой сварки давление 5 фунтов на кв. Дюйм является хорошей отправной точкой и для кислорода, и для ацетилена. См. Все 26 фото Чтобы зажечь пламя, откройте ацетилен. клапан на корпусе резака примерно на 1/4 оборота и воспользуйтесь ударником, чтобы зажечь пламя.Посмотреть все 26 фото Если вы используете недостаточное количество ацетилена, вы получите очень дымное, копотное пламя, которое создаст большой беспорядок в зоне сварки. Увеличивайте газ до тех пор, пока не получите пламя без сажи. См. Все 26 фото. Если между пламенем и наконечником образуется зазор, значит, вы пропускаете больше ацетилена, чем рассчитано на наконечник. Уменьшайте поток до тех пор, пока пламя не обратится к кончику. См. Все 26 фотографий. Как только у вас появится необходимое количество ацетилена, начните добавлять немного кислорода. Это изменит цвет пламени с желтого на синий.Просмотреть все 26 фотографий По мере того, как вы продолжаете добавлять кислород, вы увидите три отчетливых конуса пламени: широкий перистый внешний конус; средний синий средний конус; и короткий яркий внутренний конус. См. все 26 фото. Добавляйте кислород до тех пор, пока средний конус не исчезнет во внутреннем конусе. Это нейтральное пламя, единственный тип, который рекомендуется для сварки. См. Все 26 фото. Если добавить слишком много кислорода, шипение пламени станет громче, а внутренний конус станет короче, ярче и острее. Это окислительное пламя – очень плохо для сварки.Посмотреть все 26 фото Чтобы погасить пламя, сначала выключите ацетилен, а затем кислород. При этом горелка может “лопнуть”, но это не опасно. Посмотрите все 26 фотографий Как только вы научитесь правильно настраивать пламя горелки, вы можете начать практиковаться в сварке. Отличный способ развить свои навыки – просто подержать фонарик рядом с куском металла и удерживать его до тех пор, пока не начнет формироваться лужа. Смотрите все 26 фото. Как только лужа достигнет оптимального размера, вы можете начать перемещать фонарик и лужа тоже двинется.Попробуйте лужи разного размера и разную скорость движения, пока не найдете комбинацию, которая работает лучше всего. Смотрите все 26 фото Угол, под которым вы держите фонарь, – еще одна важная переменная. Начните с удерживания резака под углом 45 градусов к металлу и поэкспериментируйте, чтобы увидеть, как изменение этого угла влияет на лужу. См. Все 26 фотографий Как только вы достаточно попрактикуетесь, чтобы перемещать лужу по панели; сохраняя одинаковую ширину и обеспечивая полное проплавление, вы можете начать добавлять сварочный стержень. См. все 26 фото. При подаче сварочного стержня кончик стержня едва касается передней кромки лужи, что приведет к затягиванию небольшого количества сварочного стержня. стержень, а затем стержень втягивается.С практикой вы разовьете ритм своих движений. Смотрите все 26 фото. Освоив перемещение лужи и добавление стержня, вы можете попробовать сварить стык. Приваривайте соединение прихваточным швом через каждый дюйм или около того, и зажимы помогут выровнять детали для прихваток. См. Все 26 фото Ожидайте много практики, прежде чем овладеть этим процессом, но чем больше вы практикуетесь, тем быстрее развиваются ваши навыки. Опытный газосварщик может сделать очень красивый, прочный и однородный сварной шов. См. Все 26 фото. Тяжелые металлы тоже можно сваривать газом.Здесь я использовал наконечник AW 206 для сварки стального листа толщиной 1/8 дюйма. См. Все 26 фотографий. Алюминий тоже можно сваривать газом, но это сложный процесс, требующий специального флюса и специальной сварочной линзы. Ожидайте много практики, прежде чем вы освоите газовую сварку алюминия! См. Все 26 фотоКак выполнять кислородно-ацетиленовую сварку – подробное руководство
Вы, должно быть, заметили, как нормальная работа сегодня зависит от твердых металлических конструкций, от стали, используемой в автомобилях и самолеты к балкам в мостах и зданиях.Эти могучие металлические конструкции тяжелые и прочные. Однако приходило ли вам когда-нибудь в голову, как металлы соединяются вместе, образуя такие чудесные структуры?
Хотя винты могут удерживать металлические части вместе, этого недостаточно для таких больших конструкций. Чтобы выдержать весь свой вес и оставаться прочными и прочными, необходимо сплавить разные металлы, чтобы объединить сильные стороны обоих материалов. Здесь в игру вступает сварка. Сварка соединяет разные металлы вместе, нагревая их в месте соединения до точки, когда они плавятся и соединяются вместе.Существует множество видов сварки, из которых кислородно-ацетиленовая сварка является одним из самых известных сварочных процессов.
Что такое кислородно-ацетилен?
Кислородно-ацетилен – это летучая смесь чистого газообразного кислорода и газообразного ацетилена. Эти два газа химически не объединены, а представляют собой смесь, которую готовят только для определенной цели – перегрева.
Смесь может быть взрывоопасной в зависимости от того, какой процент кислорода задействован. Однако, если пропорции соблюдаются и регулируются должным образом, сгорание этих двух газов может производить тепло и свет.
Что такое кислородно-ацетиленовая сварка?
Кислородно-ацетиленовая или кислородно-ацетиленовая сварка – это тип сварки, основанный на сжигании газов кислорода и ацетилена, поэтому его часто называют газовой сваркой. Это один из самых универсальных видов сварки. Кислородно-ацетиленовая сварка требует определенного набора навыков и тщательной практики, в сочетании с которыми ее можно использовать для сварки практически любого металла!
Когда кислород и ацетилен смешиваются в правильных пропорциях в паяльной трубке или ручной горелке, они могут образовывать очень горячее пламя с температурой до 3200 градусов.Эта температура достаточно высока, чтобы плавить все типы коммерческих металлов. Когда вы меняете соотношение двух используемых газов, действие пламени регулируется.
Кислородно-ацетиленовая сварка основана на простой концепции, то есть соединении двух металлических частей так, чтобы их края соприкасались. Затем нагрейте эти соприкасающиеся края пламенем, пока они не расплавятся.
Оборудование для кислородно-ацетиленовой сварки
Оборудование для кислородно-ацетиленовой сварки состоит из баллонов с кислородом и ацетиленом, регуляторов давления, шлангов, пламегасителей, сварочных горелок и экономайзеров.Как только вы получите четкое представление об оборудовании, вы точно поймете, как работает кислородно-ацетиленовая сварка.
Баллоны газовые
Основными компонентами оборудования для кислородно-ацетиленовой сварки являются отдельные газовые баллоны для кислорода и ацетилена. Газовые баллоны должны быть полностью герметичны, чтобы не было утечек. В случае утечки вокруг шпинделя, она будет обнаружена по шипящему звуку или запаху. Гайку сальника вокруг клапана баллона следует затягивать по часовой стрелке с помощью гаечного ключа, чтобы исключить утечку газа и снизить риск несчастных случаев.
Баллон с кислородом – черный с правой резьбой, а баллон с ацетиленовым газом – темно-бордовый с левой резьбой.
Регуляторы давления
Регуляторы давления могут считаться прецизионными приборами. Регулятор давления контролирует давление и расход газов. Запрещается подвергать его ударам или резким скачкам давления в результате быстрого открытия клапана газового баллона. Именно по этой причине вы всегда должны открывать вентиль газового баллона плавно и медленно с помощью ключа шпинделя.Параллельно вам следует проверить наличие выпуклой головки на регуляторе давления. Если есть какие-либо повреждения, газ начнет течь. В случае повреждения регуляторы давления необходимо немедленно заменить. Более того, регулятор давления следует использовать только с газом, для которого он предназначен.
Шланги
Шланги должны быть хорошо подогнаны и прикреплены к баллону постоянными зажимами. Они не должны подвергаться воздействию тепла, масла, смазки, искр, шлака, дорожного движения или острых кромок металла.В шлангах не должно быть утечек, так как это трубы, по которым газ подается к горелке. Каждый шланг имеет обратный клапан, который обеспечивает автоматическую защиту за счет включения обратного клапана.
Пламегасители
Существуют специально разработанные устройства, называемые ограничителями обратного выброса, которые устанавливаются между регуляторами и шлангами в качестве меры безопасности. Эти разрядники воспламенения предотвращают попадание пламени, возникшего в результате обратного воспламенения, в газовые баллоны.
Горелки для сварки
После того, как давление газов будет отрегулировано и отрегулировано, они подаются на сварочную горелку через соответствующие шланги. Каждый газ регулируется клапаном на горелке. Это сварочная или режущая горелка, в которой два газа, кислород и ацетилен, наконец смешиваются. Они воспламеняются и горят на сопле горелки.
Экономайзер
Это устройство, которое предотвращает потерю ацетилена и кислорода, когда сварочная горелка или резак не используется.Когда сварочная горелка находится в покое, пламя гаснет автоматически. Чтобы снова зажечь горелку, все, что вам нужно сделать, это снять сварочную горелку со стержня рычага и провести ее над контрольной лампой. Факел будет немедленно повторно зажжен.
Процедура включения
Газовая сварка сопряжена со значительным риском несчастных случаев. Поэтому, начиная процесс сварки, нужно быть предельно осторожным.
Начните с постепенного открытия клапанов баллонов с кислородом и ацетиленом с помощью ключей для баллонов.Внезапное открытие клапанов может не только повредить регуляторы, но и привести к аварии. Шпиндели клапана цилиндра должны открываться только на один оборот. Затем откройте регулирующий клапан топливного газа, присутствующего на нагнетательной трубе, и регулируйте регулятор, пока не будет достигнуто правильное рабочее давление. Это обеспечит удаление воздуха из шлангов перед началом процесса сварки.
Газ следует зажигать только с помощью подходящей зажигалки, которая тоже должна находиться под прямым углом к соплу.Никогда не используйте жидкие воспламенители, поскольку они могут быть чрезвычайно опасными.
Подача ацетиленового газа в нагнетательную трубку должна быть отрегулирована до точки, при которой пламя перестает дымиться. Как только пламя перестанет дымиться, медленно увеличивайте подачу кислорода с помощью регулирующего клапана. Окончательное пламя должно иметь четко очерченный внутренний конус белого цвета с как можно меньшими следами ацетиленовой дымки. Тогда вы узнаете, что ваша паяльная трубка правильно отрегулирована и готова к использованию для кислородно-ацетиленовой сварки.
Типы пламени при кислородно-ацетиленовой сварке
Как упоминалось выше, прежде чем приступить к сварке кислородно-ацетиленовой сваркой, необходимо отрегулировать пламя, чтобы оно появилось определенным образом. Различные типы пламени используются для сварки разных типов металлов.
Пламя науглероживания
Пламя цементации содержит избыток газообразного ацетилена. Этот тип пламени подходит для применений, где требуется низкотемпературное пламя. Он используется для сварки никеля, монеля, высокоуглеродистой стали и ряда цветных металлов.Это пламя не используется для сварки обычной стали.
Нейтральное пламя
Нейтральное пламя содержит в равных пропорциях кислород и ацетилен. Этот тип пламени используется в большинстве сварочных операций, поскольку химическое воздействие этого пламени на нагретый металл наименьшее.
Окислительное пламя
Как видно по названию, окислительное пламя имеет высокое содержание кислорода (соотношение кислорода и ацетилена составляет 1,5: 1). Этот тип пламени используется при сварке меди и ее сплавов, таких как бронза и латунь.Его нельзя использовать для сварки стали, так как он окислит ее.
Методы сварки
После того, как вы зажгли паяльную трубку и достигли нейтрального пламени, все готово для начала кислородно-ацетиленовой сварки. Вы можете практиковать различные типы техник, которые перечислены ниже:
Техника движения влево
Техника кислородно-ацетиленовой сварки влево применяется для сварки стальных листов толщиной до 5 мм. Его также можно использовать для сварки цветных металлов.
В этой технике выдувная трубка удерживается в правой руке, что создает сварной шов, идущий справа налево. Шток наполнителя удерживается на месте так, чтобы он находился перед форсункой. Для этой техники необходимо, чтобы пламя находилось в нейтральном состоянии. Пламя должно быть достаточно близко к стальному основному металлу, но не касаться его.
Сопло слегка перемещается из стороны в сторону или круговыми движениями для обеспечения равномерного нагрева и равномерного плавления. Перед тем, как приступить к технике «налево», поиграйте нейтральным пламенем на краю соединения, пока не образуется расплавленная сварочная ванна.В процессе сварки просто окуните присадочный стержень в эту ванну расплава.
Присадочный стержень следует плавить не прямым пламенем, а только погружением в расплавленную сварочную ванну. Вы должны убедиться, что вы не оставляете присадочный стержень погруженным в бассейн постоянно, так как он будет препятствовать тщательному нагреву и удерживать тепло от пламени, чтобы достичь нижних частей сварного шва, и это может привести к неидеальным слияние.
Техника вправо
Для металлических пластин толщиной более 4 мм рекомендуется техника вправо.
В технике «вправо» выдувная трубка удерживается левой рукой, а сварной шов перемещается слева направо. Заправочной штанге предшествует пламя в направлении движения. Присадочный стержень перемещается вперед круговыми движениями, при этом паяльная трубка равномерно перемещается по шву сварного шва. Техника вправо быстрее по сравнению с техникой влево. Он также потребляет меньше газа и присадочного стержня; следовательно, это рентабельно. Угол по вертикали меньше, и искажения меньше.
Сварной шов вправо во всех положениях
Правый сварной шов во всех положениях является модификацией техники правого шва. Это подходящий метод для труб и пластин из низкоуглеродистой стали в вертикальном и потолочном положении. Этот метод имеет множество преимуществ. Это позволяет сварщику получить ровный наплав и очень равномерный проплавленный валик. Сварщику также предоставляется полная свобода передвижения и хороший обзор зоны плавления и сварочной ванны.
Вертикальная сварка
Этот тип кислородно-ацетиленовой сварки может использоваться для стальных листов без фаски толщиной 3 мм, когда два сварщика работают с каждой стороны.Сварка начинается с нижней части пластины и продолжается вертикально вверх.
Сварка бронзы
Сварка бронзы, как следует из названия, применяется, когда необходимо выполнить соединения меди или отремонтировать чугун. В нем используются стержни из бронзового сплава. Наиболее часто используемые стержни включают стержни из флюксобронзы, которые представляют собой стержни из силиконовой бронзы, покрытые флюсом, стержни из марганцевой бронзы и простые стержни из никелевой бронзы с подходящим флюсом. В этой технике важно, чтобы края свариваемого металла не оплавлялись, а нагревались до красного цвета.Соединение, которое образуется в результате этого типа кислородно-ацетиленовой сварки, абсолютно чистое и имеет отличные механические свойства.
Установка твердосплавных стержней
Прутки, содержащие карбид вольфрама, наплавлены этим методом. Он включает нанесение слоя твердого осадка на поверхность чугуна или стали. Этот слой твердого покрытия устойчив к износу. Этот метод широко применяется для создания износостойких поверхностей на красителях, буровых установках, пуансонах, ножах, резцах, уплотнениях клапанов, а также в экскаваторном и дробильном оборудовании.
Для нанесения износостойкого стержня на поверхность металла используется пламя с избытком газообразного ацетилена (науглероженное пламя). В этом случае основной металл предварительно нагревают до тех пор, пока он не начнет потеть. В этот момент стержень расплавляется на эту вспотевшую поверхность небольшими отложениями. Таким образом постепенно наращивается вся поверхность.
Опасности кислородно-ацетиленовой сварки
Любое руководство по сварке кислородно-ацетиленовой сваркой будет неполным без выделения опасностей кислородно-ацетиленовой сварки.Ниже мы перечислили наиболее распространенные опасности этого типа сварки:
- Пожарные взрывы
- Небрежное обращение с сварочной горелкой или резаком
- Утечка газа
- Воспоминания
- Бернс
- Удушье
Меры предосторожности
Газовая сварка – один из самых опасных видов сварки. Следующие меры предосторожности необходимо соблюдать во время всего процесса сварки.
- Убедитесь, что вы всегда носите защитную одежду (огнестойкий комбинезон) и защитные очки.
- Клапан баллона с ацетиленовым газом должен иметь шпиндельную шпонку
- Газовые баллоны следует хранить в вертикальном положении
- Проверить герметичность мыльным раствором, а не открытым пламенем
- Не выполняйте временный ремонт сварочного оборудования
- Никогда не допускайте контакта кислородного оборудования с маслом или консистентной смазкой
- Тщательно очистите закрытые сосуды перед сваркой
- Если вы работаете в закрытом сосуде, убедитесь, что вы не одиноки и что газовый баллон всегда находится снаружи.
- Пожарное оборудование должно быть в наличии на земле
- Должна быть обеспечена соответствующая вентиляция
- Немедленно отключите подачу газа, если обнаружите утечку в шланге
Связанные вопросы
Как вы свариваете кислородно-ацетиленовую сварку?
Кислородно-ацетиленовая сварка – это соединение двух металлов с помощью пламени, возникающего при сгорании кислорода и ацетилена.Газы транспортируются от газовых баллонов к сварочной или режущей горелке по шлангам, а пламя выходит через сопло на конце горелки. Температура пламени достаточно высокая, чтобы расплавить края металла и, следовательно, сплавить две металлические детали вместе.
Какие металлы можно сваривать кислородно-ацетиленом?
Если кислородно-ацетиленовая сварка выполнена правильно, ее можно использовать для сварки всех промышленных металлов. Металлы, которые свариваются с кислородно-ацетиленом, включают низколегированную сталь, низкоуглеродистую сталь, кованое железо и чугун.
На каком уровне должны быть установлены кислород и ацетилен?
Хотя это зависит от области применения, обычно для кислорода следует установить значение 40 фунтов на квадратный дюйм, а для ацетилена – 10 фунтов на квадратный дюйм.
Можно ли сваривать алюминий кислородно-ацетиленовой сваркой?
Да, алюминий можно сваривать кислородно-ацетиленовой смесью. Сварка алюминия кислородно-ацетиленовой сваркой – одно из наиболее распространенных применений этого типа сварки.
Подобные сообщения:
видов газовой сварки | Sciencing
Газовая сварка включает использование газовой горелки для нагрева металлической заготовки и присадочного материала для создания сварного шва.Газ обычно представляет собой смесь топливного газа и кислорода для создания чистого горячего пламени. В качестве топлива для газовой сварки можно использовать множество различных газов, и для питания сварочной системы не требуется электричество, что обеспечивает гибкий и портативный способ изготовления. Все методы газовой сварки требуют наличия соответствующего защитного оборудования для сварщика и хранения сварочных газов.
Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке в качестве питания сварочной горелки используется смесь газообразного ацетилена и газообразного кислорода.Кислородно-ацетиленовая сварка – это наиболее часто используемый метод газовой сварки. Эта газовая смесь также обеспечивает самую высокую температуру пламени из доступных топливных газов, однако ацетилен обычно является самым дорогим из всех топливных газов. Ацетилен – нестабильный газ и требует особых процедур обращения и хранения.
Кислородно-бензиновая сварка
Бензин под давлением используется в качестве сварочного топлива, где затраты на изготовление являются проблемой, особенно в местах, где нет баллонов с ацетиленом.Бензиновые горелки могут быть более эффективными, чем ацетиленовые, для резки толстых стальных листов. Бензин можно откачивать вручную из баллона под давлением, что является обычной практикой для ювелиров в бедных районах.
MAPP Газовая сварка
Метилацетилен-пропадиен-нефтяной (MAPP) – это газовая смесь, которая намного инертнее других газовых смесей, что делает ее безопаснее для любителей и сварщиков-любителей использовать и хранить. MAPP также можно использовать при очень высоких давлениях, что позволяет использовать его при резке в больших объемах.
Сварка бутана и пропана
Бутан и пропан – аналогичные газы, которые можно использовать отдельно в качестве топливных газов или смешивать вместе. Бутан и пропан имеют более низкую температуру пламени, чем ацетилен, но они менее дороги и их легче транспортировать. Пропановые горелки чаще используются для пайки, гибки и нагрева. Пропан требует использования наконечника горелки другого типа, чем наконечник инжектора, потому что это более тяжелый газ.