Сварочно-сборочный стол ССМ-10-02 исп.2
Стол сварочно-сборочный ССМ-10-02 исп.2 предназначен для проведения сварочно-сборочных работ различных металлоконструкций из труб, листа, профиля различного сечения, частей трубопровода с применением специальной сборочной оснастки.
Данная модификация стола сварочно-сборочного ССМ-10-02 исп.2 может использоваться для работы с цветными металлами и их сплавами, а также нержавеющей сталью, так как алюминиево-медные балки, образующие рабочую плоскость сварочного стола, обеспечивают наилучшую токопроводность и, соответственно, качество сварочного шва. Низкая твердость поверхности алюминиево-медного сплава не вызывает повреждений поверхности деталей из нержавеющей стали.
Применение специальных опор ОС-02 (приобретаемых дополнительно) позволяет увеличить высоту рабочей поверхности сварочного стола до 850 мм.
Максимально допустимая равномерно распределенная нагрузка на одну алюминиево-медную балку составляет 1500 кг. При необходимости общая максимально допустимая равномерно распределенная нагрузка на сварочный стол может быть увеличена при использовании соответствующего каркаса основания сварочно-сборочного стола.
Применение сплошных цельных балок обеспечивает бесступенчатую поверхность с неплоскостью не более 0,5 мм по ширине, что очень трудно достичь при стыковом варианте. Применение сплошных цельных балок обеспечивает более качественную и точную сборку изделия (сборок и подсборок).
Сварочный стол ССМ-10-02 исп. 2 состоит из сварных деталей рамы на 4-х стойках и 16-ти сплошных цельных алюминиево-медных балок (в стандартной комплектации), образующих столешницу.
Применение сплошных цельных балок сварочно-сборочного стола ССМ-10-02 исп.2 обеспечивает бесступенчатую поверхность с неплоскостностью не более 0,5 мм по ширине, чего очень трудно достичь при стыковом варианте.
Применение сплошных цельных балок обеспечивает более качественную и точную сборку изделий (сборок и подсборок). Смежные балки образуют между собой поперечно расположенный Т-образный паз, что является универсальным и самым распространенным решением для установки и закрепления позиционирующей оснастки и зажимных приспособлений как универсальных, так и специализированных для изготовления деталей и узлов сложной пространственной формы.
Для компенсации неровности пола, сварочный стол ССМ-10-02 исп.2 комплектуется регулируемыми опорами, что исключает необходимость готовить специальную площадку под его установку.
Для изготовления балок применяются отливки из алюминиево-медного сплава. Применение алюминиево-медного сплава обосновано таким свойством, как высокая токопроводность материала, что позволяет улучшить качество сварочных швов при сварке деталей из цветных металлов и нержавеющей стали, а так же исключает прилипание брызг металла. Так же одним из преимуществ материала является относительно высокая прочность материала балки на растяжение в совокупности с низкой твердостью поверхности, что позволяет выдерживать большие равномерно распределенные нагрузки и не вызывает повреждений полированных поверхностей деталей из нержавеющей стали.
Все детали рамы и алюминиево-медные балки сварочного стола ССМ-10-02 исп.2 подвергаются механической обработке без переустановки на точном оборудовании с ЧПУ с использованием передового режущего инструмента, что обеспечивает требуемую точность линейных и геометрических параметров сварочного стола для проведения сварочно-сборочных работ. Балки взаимозаменяемы и по мере износа могут быть без особого труда (крепление на трех винтах) заменены на новые как весь набор, так и каждая в отдельности.
Балки взаимозаменяемы и по мере износа могут быть без особого труда (крепление на трех винтах) заменены на новые как весь набор, так и каждая в отдельности.
Перед началом работ рекомендуется обрабатывать поверхность сварочно-сборочного стола ССМ-10-02 исп. 2 антипригарным спреем для исключения вероятности возникновения нагара на рабочей поверхности сварочного стола, возникающего в процессе сварки от воздействия сварочных брызг.
Преимущество применения стола сварочно-сборочного ССМ-10-02 исп.2:
– Универсальность. Сварочный cтол пригоден как для единичного, так и для серийного производства.
– Не требуется подготовка специальной площадки для установки сварочного стола.
– Улучшение качества сварных швов при сварке деталей из цветных металлов и нержавеющей стали.
– Наличие Т-образных пазов позволяет быстро устанавливать и переналаживать позиционирующую и зажимную оснастку.
– Высокая точность позиционирование заготовок на поверхности сварочного стола с отклонением от плоскостности не более 0,5мм.
– Возможность изменения высоты рабочей поверхности от пола до 850 мм (установка стола на опоры специальные ОС-02).
– По мере износа нет необходимости менять весь сварочно-сборочный стол. Достаточно заменить изношенные балки.
По желанию заказчика столы сварочно-сборочные ССМ-10-02 исп.2 можно комплектовать необходимым сварочным и вспомогательным оборудованием (сварочные аппараты, зачистные машины, электропосты распределительные с выходом 380В, 220В и другого оборудования).
Технические характеристики:
|
Параметр |
Значение |
|
Габаритные размеры стола (мм) |
1745х1500х640 |
|
Габаритные размеры рабочей поверхности стола (мм) |
1745х1500 |
| Отклонение от плоскостности рабочей поверхности стола (мм) |
не более 0,5 |
|
Равномерно-распределенная нагрузка на плоскость стола (кг) |
до 4300 |
|
Масса (кг) |
313 |
Технические условия на столы сварщика сварочно-сборочные: СС ТУ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Столы сварщика должны соответствовать требованиям: ГОСТ 21694, ГОСТ 12.2.003, ГОСТ 12.2.007.0, ГОСТ 27487, ГОСТ 12.1.012 (раздел 2), ГОСТ 12.1.028, ГОСТ 28944 и ГОСТ 12971, а также требованиями настоящих технических условий ТУ 3862-001-89096777-2012 и изготавливаться по технологической документации, утвержденной в установленном порядке.
Эксплуатационная техническая документация должна соответствовать установленным требованиям по ГОСТ 2.601.
1.2. Основные параметры и размеры
1.2.1. Стол сварщика в базовом варианте представляет собой сварной каркас из профилированной трубы с обшивкой стальным окрашенным листом.
В состав столов входит дымоулавливающее устройство. Сварочные столы могут быть оснащены инструментальными карманами.
1.2.2. Технические характеристики сварочных столов должны соответствовать требованиям, указанным в таблицах 1-8 настоящих технических условий.
Таблица 1. Стол сварщика неповоротный. Серия ССВ-1
Стол сварщика неповоротный. Серия ССВ-1
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) | Производитель-ность, м3/час |
Эл/ питание, В |
Масса, кг |
| ССВ-1-1 | 1100х820х1410 | Встроенная | 800х700* | 600-900 | 1800 | 380 | 210 |
| ССВ-1-2 | 1250х850х1410 | Встроенная | 1040х720* | 600-900 | 1800 | 380 | 230 |
| ССВ-1-3 | 1400х880х1410 | Встроенная | 1250х760* | 600-900 | 1800 | 380 | 250 |
* Параметр может меняться по договоренности с заказчиком.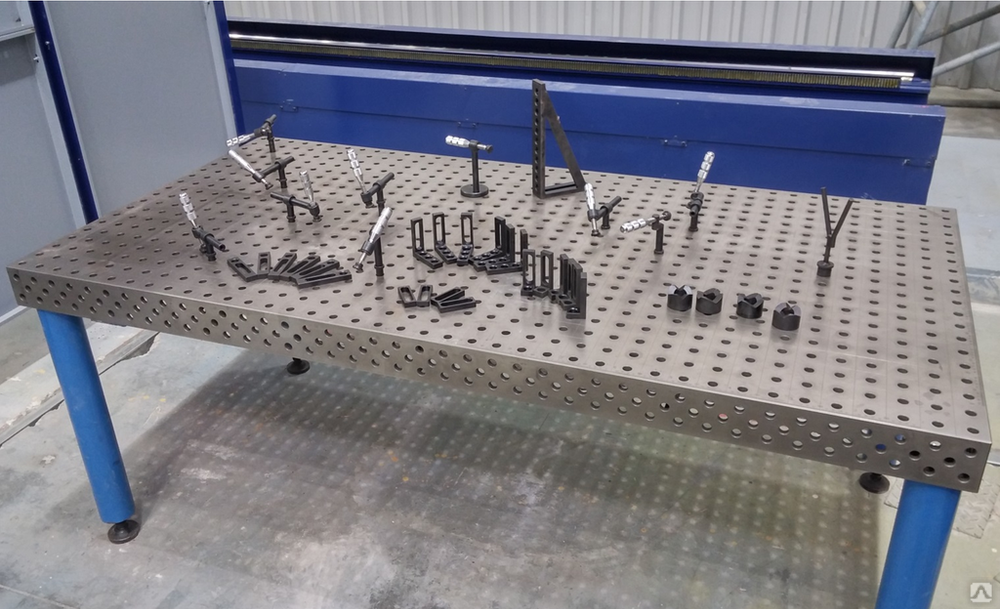 |
|||||||
Примечание: Стол сварщика ССВ-1 предназначен для проведения сварочных, зачистных, шлифовальных и др. работ, требующих оперативного удаления пыле-газовой смеси с рабочего места.
Стол сварщика ССВ-1 состоит из стальной рамы, сваренной из профильной трубы, обеспечивающую значительную механическую прочность изделию.
Таблица 2. Стол сварщика неповоротный. Серия ССВ-2
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) |
Эл/ питание, В |
Масса, кг |
| ССВ-2-1 | 1100х820х1410 | Цеховая | 800х700* | 600-900 | 220 | 190 |
| ССВ-2-2 | 1250х850х1410 | Цеховая | 1040х720* | 600-900 | 220 | 210 |
| ССВ-2-3 | 1400х880х1410 | Цеховая | 1250х760* | 600-900 | 220 | 230 |
* Параметр может меняться по договоренности с заказчиком. |
||||||
Примечание: Стол сварщика ССВ-2 аналогичен столу ССВ-1.
Отличие в том, что в столах сварщика ССВ-2 встроенный вентилятор отсутствует. Для удаления пылегазовой смеси из рабочей зоны используется разряжение общецеховой вентиляции.
Таблица 3. Стол сварщика неповоротный. Серия ССВ-3
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) | Производитель-ность, м3/час | Эл/ питание, В |
Масса, кг |
| ССВ-3-1 | 1100х820х850 | Встроенная | 800х700* | 600-900 | 1800 | 380 | 200 |
| ССВ-3-2 | 1250х850х850 | 1040х720* | 220 | ||||
| ССВ-3-3 | 1400х880х850 | 1250х760* | 240 | ||||
| ССВ-3-4 | 1250х1030х1500 | 1000х700 | 2100 | 280 | |||
| ССВ-3-4 ВФ | 1100х820х850 | 1050х800* | 1800 | 240 | |||
* Параметр может меняться по договоренности с заказчиком.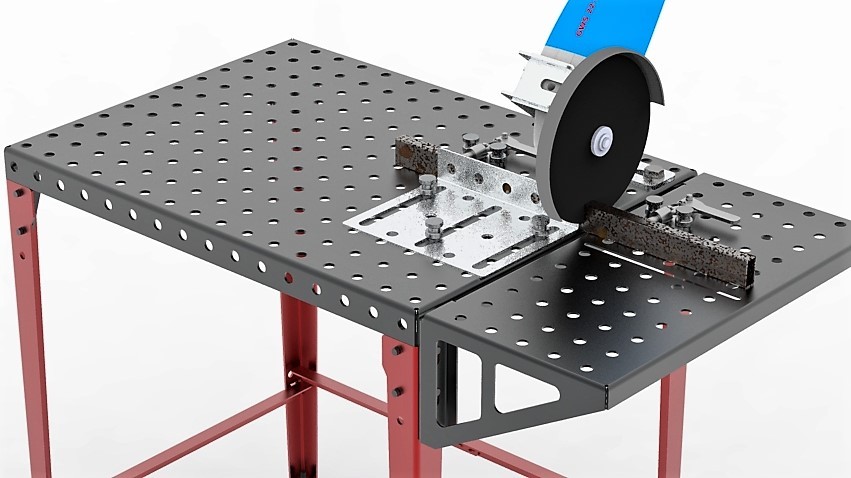 |
|||||||
Примечание: Стол сварщика ССВ-3 аналогичен столу ССВ-1.
Стол ССВ-3-4 оснащен подъемно-вытяжным устройством, позволяющим более эффективно производить отбор пылегазовой смеси из рабочей зоны сварщика, а так же в радиусе 1,5 метра от него, т.к. ПВУ легко вращается вокруг своей оси, а так же принимает любое положение за счет гибких гофрированных соединений.
Стол сварщика ССВ-3-4 ВФ оснащается поворотно-вытяжным устройством, а так же внутренним фильтром, позволяющим очищать воздух, загрязненный дымом и пылью.
Таблица 4. Стол сварщика неповоротный. Серия ССВ-4
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) |
Эл/ питание, В |
Масса, кг |
| ССВ-4-1 | 1100х820х850 | Цеховая | 800х700* | 600-900 | 220 | 180 |
| ССВ-4-2 | 1250х850х850 | Цеховая | 1040х720* | 600-900 | 220 | 200 |
| ССВ-4-3 | 1400х880х850 | Цеховая | 1250х760* | 600-900 | 220 | 220 |
* Параметр может меняться по договоренности с заказчиком. |
||||||
Примечание: Стол сварщика ССВ-4 абсолютно идентичен столу ССВ-3.
Отличие в том, что в столах ССВ-4 встроенный вентилятор отсутствует. Для удаления пылегазовой смеси из рабочей зоны используется разряжение общецеховой вентиляции.
Таблица 5. Стол сварщика с поворотной плитой. Серия ССВП-1
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) | Производитель-ность, м3/час |
Эл/ питание, В |
Масса, кг |
| ССВП-1-1 | 1100х820х1410 | Встроенная | 800х700* | 600-900 | 1800 | 380 | 210 |
| ССВП-1-2 | 1250х850х1410 | Встроенная | 1040х720* | 600-900 | 1800 | 380 | 230 |
| ССВП-1-3 | 1400х880х1410 | Встроенная | 1250х760* | 600-900 | 1800 | 380 | 250 |
* Параметр может меняться по договоренности с заказчиком. |
|||||||
Примечание: Стол сварщика ССВП-1 предназначен для проведения сварочных, зачистных, шлифовальных и др. работ, требующих оперативного удаления пылегазовой смеси с рабочего места. Стол оснащен поворотной плитой с системой Т-образных пазов, обеспечивающих в комплекте с соответствующими винтами надежный прижим детали к поворотной плите. Также столы ССВП-1 оборудованы съемным защитным экраном, позволяющим нейтрализовать вредное излучение, получаемое в процессе сварки.
Таблица 6. Стол сварщика с поворотной плитой. Серия ССВП-2
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) |
Эл/ питание, В |
Масса, кг |
| ССВП-2-1 | 1100х820х1410 | Цеховая | 800х700* | 600-900 | 220 | 190 |
| ССВП-2-2 | 1250х850х1410 | Цеховая | 1040х720* | 600-900 | 220 | 210 |
| ССВП-2-3 | 1400х880х1410 | Цеховая | 1250х760* | 600-900 | 220 | 230 |
* Параметр может меняться по договоренности с заказчиком. |
||||||
Примечание: Столы сварщика ССВП-2 идентичны столам ССВП-1 и представляют их упрощенный вариант. На этой модели поворотный диск не имеет Т-образных пазов.
Таблица 7. Стол сварщика сварочно-сборочный. Серия СС
| Наименование | Габаритные размеры, мм |
Размер плиты (мм) |
Максимальная нагрузка, кг |
Масса, кг |
| СС-1600 | 1620х1200х700 | 1620х1200 | 1500 | 520 |
| СС-2300 | 2315х1200х700 | 2315х1200 | 1500 | 650 |
Примечание: Стол сварщика серии СС предназначен для проведения сварочных и сборочных работ. Регулируемые опоры позволяют выставить рабочую поверхность стола строго горизонтально. В рабочей поверхности стола выполнены Т-образные пазы, позволяющие неподвижно крепить свариваемую (собираемую) конструкцию.
В рабочей поверхности стола выполнены Т-образные пазы, позволяющие неподвижно крепить свариваемую (собираемую) конструкцию.
Таблица 8. Стол сварщика учебный. Серия ССУ
| Наименование | Габаритные размеры | Вентиляция | Размер плиты (мм) | Высота плиты над уровнем пола (мм) | Производитель-ность, м3/час |
Эл/ питание, В |
Масса, кг |
| ССУ-1 | 785x595x750 | Цеховая | 600х600* | 600-900 | 220 | 140 | |
| ССУ-2 | 970х720х750 | Встроенная | 600х600* | 600-900 | 1800 | 380 | 160 |
* Параметр может меняться по договоренности с заказчиком. |
|||||||
Примечание: Стол сварщика серии ССУ представляет собой рабочее место ученика сварщика. Удаление пылегазовой смеси производится через пазы в чугунной столешнице.
1.2. Требования к конструкции
1.2.1. При изготовлении механического сварочного оборудования внутризаводские нормы точности рекомендуется ужесточить по сравнению с указанными в стандартах и технических условиях на конкретные его виды на 40 %.
1.2.2. Значение коэффициента унификации (для групп оборудования с общими конструктивными признаками и одинаковым значением главного параметра) – не ниже 55 %.
1.2.3. Предельные отклонения формы и расположения поверхностей принимаются не более 9-й степени точности по ГОСТ 24643.
1.2.4. Вмятины, вырывы и заусенцы на поверхности резьб не допускаются.
1.2.5. Поверхностный слой закаленных и цементированных деталей должен соответствовать следующим требованиям:
– неравномерность твердости не должна превышать 4 HRCЭ;
– содержание углерода в поверхностном слое – от 0,8 до 1,1 %;
– микроструктура цементированного слоя должна представлять собой: скрыто игольчатый или мелко- и средне игольчатый мартенсит не более 6-го балла по ГОСТ 8233;
– карбидная сетка не допускается;
– допускаются отдельные карбидные включения.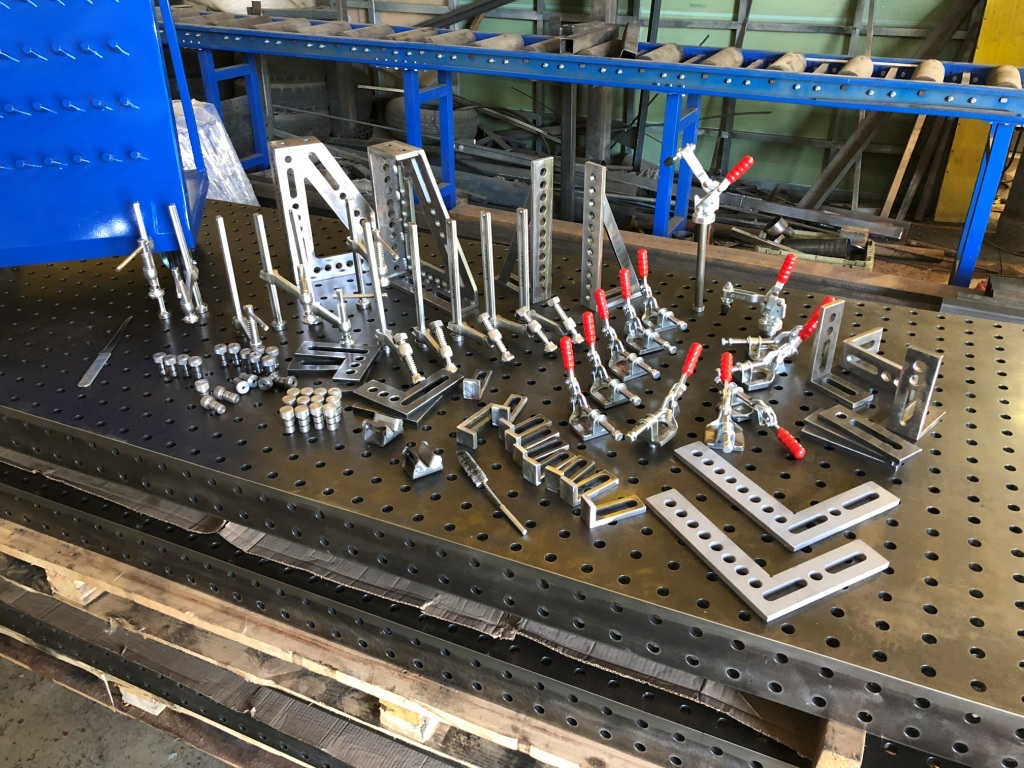
1.2.6. Сальниковые уплотнения непосредственно перед монтажом рекомендуется пропитать индустриальным маслом по ГОСТ 20799.
1.2.7. Общие технические требования и методы испытаний электрооборудования – согласно ГОСТ 27487.
1.2.8. Столы сварщика должны быть оснащены устройствами, обеспечивающими надежный токоотвод непосредственно от изделия или рабочего органа (планшайбы, крестовины, плиты стола сварщика и т.п.), несущего свариваемое изделие.
1.2.9. Падение напряжения в системе отвода сварочного тока при номинальной силе тока не должно превышать 2 В.
Напряжение сети местного освещения должно составлять не более 24 В.
1.2.10. Оборудование, оснащенное местным освещением, имеет питание 220 В, и со встроенными вентиляторами – питание 380 В.
Электрооборудование закупается и устанавливается стандартное готовое.
1.2.11. Гидравлическое оборудование должно соответствовать ГОСТ 16514, ГОСТ 16517, ГОСТ 17411, пневматическое – по ГОСТ 15608 и ГОСТ 18460.
1.2.12. Все необработанные поверхности деталей оборудования, его принадлежностей и приспособлений должны иметь лакокрасочные покрытия с грунтовкой и шпатлевкой.
Детали из меди, медных сплавов и пластмасс не подлежат окрашиванию.
1.2.13. Головки винтов, болтов и гайки, отвинчиваемые при эксплуатации, детали соединений систем смазки и гидравлики не окрашиваются. На них наносят неметаллические неорганические или металлические покрытия.
1.2.14. Внешний вид лакокрасочных покрытий сварочного механического оборудования, принадлежностей и приспособлений к нему – по V классу ГОСТ 9.032.
Внешний вид лакокрасочных покрытий внутренних поверхностей корпусных деталей и наружных поверхностей деталей, находящихся внутри них – по VI классу ГОСТ 9.032.
1.2.15. Средний ресурс до первого капитального ремонта, среднюю наработку на отказ, массу и потребляемую мощность указывают на конкретные виды оборудования.
1.2.16. Критерии отказов и предельных состояний устанавливают в эксплуатационной документации на конкретные виды оборудования.
1.2.17. Электрооборудование должно соответствовать требованиям действующих стандартов и настоящих ТУ на конкретные виды оборудования при изменении напряжения питающей сети на входных зажимах в пределах + 10 % от номинального значения.
1.3. Маркировка
1.3.1. На оборудовании (столах) должны быть укреплены фирменная и паспортная таблички в соответствии с ГОСТ 12971.
На фирменной табличке должна быть нанесена следующая информация:
– страна-изготовитель;
– товарный знак предприятия-изготовителя или объединения;
– наименование предприятия-изготовителя или объединения.
Паспортная табличка должна содержать:
– обозначение модели изделия;
– заводской номер;
– год выпуска.
Допускается совмещать сведения, указываемые в фирменной и паспортной табличках – в одной.
1.3.2. Транспортная маркировка производится по ГОСТ 14192.
1.3.3. На ящиках должны быть нанесены манипуляционные знаки «Верх», «Место строповки», «Центр тяжести».
1.3.4. На принадлежностях к столам, на их сменяемых и запасных частях должны быть нанесены также их обозначения.
1.4. Комплектность
1.4.1. К оборудованию следует прилагать эксплуатационные документы.
1.4.2. Столы сварщика укомплектовывают принадлежностями, сменяемыми и запасными частями, обеспечивающими их работу в соответствии с эксплуатационной документацией.
1.4.3. Сварочные вращатели комплектуют (по заказу потребителя) универсальными приспособлениями для крепления свариваемых изделий.
1.4.4. Электрооборудование, расположенное в отдельно стоящих от оборудования устройствах, комплектуют присоединительными проводами, трубами и другими монтажными материалами в соответствии со схемой его размещения.
В комплект не включают электромонтажные материалы для присоединения электрооборудования к источнику питания.
1.5. Упаковка
1.5.1. Перед упаковкой подвижные части столов должны быть приведены в положение, при котором оборудование имеет наименьшие габаритные размеры.
1.5.2. Столы или их отдельные части упаковывают в ящики согласно ГОСТ 2991 или ГОСТ 10198, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828, ГОСТ 515, либо кровельным пергамином по ГОСТ 2697.
Части оборудования, не содержащие электронных, электротехнических и других изделий с повышенными требованиями к защите от действия климатических и механических факторов, рекомендуется упаковывать в дощатые обрешетки по ГОСТ 12082.
1.5.3. Консервация оборудования – по II группе в соответствии с ГОСТ 9.014.
Из емкостей и систем оборудования должны быть слиты рабочие жидкости и масла. Детали и принадлежности, покрытые смазкой, а также разъединенные концы проводов и шлангов должны быть завернуты в парафинированную бумагу по ГОСТ 9569 или полиэтиленовую пленку по ГОСТ 10354.
1.5.4. Прилагаемая документация должна быть запечатана в водонепроницаемый пакет и упакована вместе с оборудованием (столами) или основным его блоком.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6. 1. Оборудование должно быть принято техническим контролем предприятия-изготовителя с участием представителей заказчика.
1. Оборудование должно быть принято техническим контролем предприятия-изготовителя с участием представителей заказчика.
Изготовитель должен гарантировать соответствие оборудования требованиям стандартов и настоящих ТУ 3862-001-ХХХХХХХ-2012 при соблюдении потребителем условий эксплуатации, транспортирования и хранения.
6.2. Гарантийный срок эксплуатации оборудования должен составлять не менее 12 месяцев со дня ввода оборудования в эксплуатацию, начиная с момента отгрузки.
6.3. Гарантийные сроки эксплуатации комплектующих, входящих в состав оборудования, устанавливаются предприятием-изготовителем данного оборудования.
Welding & Fab Table (верхняя часть 48 x 34 x 6 дюймов) – Next Venture Motorsports LLC
Крепежный стол Next Venture для сварки и изготовления (48 x 34 x 6 дюймов сверху)
Ищете сварочный стол, достаточно большой для всех ваших проектов, но не занимающий 8 футов вашего гаража ? Это тот же стол, который мы используем для сварки и крепления нашей продукции на нашем производственном участке – бамперы, броня, крышки дифференциала и все наши кронштейны! прочная сталь HRPO со шпонкой и пазом, которая облегчает сборку и обеспечивает равномерную посадку верхней пластины на ребрах, лямках и боковых пластинах под ней. Столешница и все 4 стороны имеют точную лазерную резку 0,630 дюйма (± 0,015). “) отверстий на сетке размером 2 x 2 дюйма.
Столешница и все 4 стороны имеют точную лазерную резку 0,630 дюйма (± 0,015). “) отверстий на сетке размером 2 x 2 дюйма.
Видео сборки
Эти крепежные столы требуют сварки и сборки. Если вы хотите ознакомиться с руководством по сборке и сварке стола, вы можете посмотреть, как Бек собирает его на канале YouTube Lite Brite Studios здесь!
Модульность и опции
Несколько столов можно очень легко соединить вместе, чтобы открыть больше возможностей. Другие варианты, которые вы могли видеть на фотографиях из нашего магазина (например, наши крепления для тисков и другие приспособления), находятся в процессе разработки, чтобы придать этому столу еще большую гибкость и больше возможностей!
В этот набор «Сделай сам» входит следующее:
- 1 блок стола в сборе
- (1) Столешница 48 x 34 x 1/4 дюйма
- (2) Длинные боковины стола 48 x 6 x 1/4 дюйма
- (2) Короткий стол 34 x 6 x 1/4 дюйма
- (4) Длинные внутренние косынки 48 x 6 x 1/4 дюйма
- (6) Короткие внутренние косынки 34 x 6 x 1/4 дюйма
- (4) Кронштейны для ножек стола
- 1 комплект ножек стола
- (4) Формованные ножки
- (4) Пластины для крепления ножек к столу
- (4) Монтажные пластины роликов
- 1 комплект роликов (4 ролика с тормозами)
- 1 комплект крепежа (все болты для крепления столешницы, ножек и роликов вместе!)
Сведения о доставке/фрахте
Этот продукт поставляется в чистом виде, грузовым транспортом, в разобранном виде, требуется сварка и сборка! В большинстве случаев мы можем предложить доставку прямо к вам; или закажите доставку до ближайшего грузового узла, если вы можете забрать его самостоятельно из узла и у вас есть транспортное средство, способное загрузить поддон размером 48 x 48 x 12 дюймов, который весит около 400 фунтов.
Свяжитесь с нами, чтобы узнать стоимость доставки, напрямую по адресу [email protected] или позвоните нам по телефону (970) 462-7368, чтобы договориться о доставке или самовывозе.
Почему следующее предприятие?
детали, вдохновленные тропой
Наша команда вошла в игру после того, как ползала по камням, крутила, изготавливала и вдохновлялась на проектирование и изготовление деталей для того, что мы любим делать: отправляйтесь в путь.
команда
убирайся
Хотите помочь с подготовкой снаряжения перед отъездом?
Связаться с нами
Схемы сборки/сварки Плазменная резка Лазерная резка DXF Cut
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
891 продаж |
4,5 из 5 звезд€5,85
Загрузка
Включен НДС
Внесен в список 8 декабря 2022 г.
28 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.