Сварка алюминиевого профиля
Алюминий является одним из самых распространенных элементов в земной коре и занимает третье место после кислорода и кремния. Более 100 лет алюминий широко применяют в промышленности, занимая первое место по объему производства среди цветных металлов.
За годы применения данного металла он превратился из редкого строительного материала в один из наиболее распространенных конструкционных и строительных материалов в мире. Прочный, легкий, долговечный, легко обрабатываемый и деформируемый – вот его свойства, благодаря которым он стал очень популярным и стал часто использоваться для изготовления профилей.
Алюминий имеет множество преимуществ, например термическая обработка и легирование позволяет получать прочные и легкие устойчивые к коррозии изделия из алюминиевых сплавов. Алюминий легко подвергается вторичной обработке.
Алюминиевые профили – это универсальный конструкционный материал с уникальными свойствами.
Сварка алюминиевых профилей может производиться разными способами, но наиболее распространенным из них является сваривание алюминия в среде защитного газа аргона. При сваривании алюминия вольфрамовыми неплавящимися электродами применяется технология со следующими параметрами. Для работы используется аргон высшего или первого сорта, а также может использоваться гелий высокой чистоты или же его смесь с аргоном. Данный вид сварочного процесса применяется для произведения небольших швов, когда проводятся сварочные работы небольшого объема.
Ручное сваривание неплавящимися электродами в защитной аргоновой среде производится вольфрамовыми электродами. Наиболее часто применяются электроды диаметром от 2 до 6 миллиметров.
Для того чтобы увеличить производительность сварочного процесса можно использовать трехфазную дугу. Таким образом, источник нагрева становится мощнее в 3 раза, что позволяет сваривать алюминий толщиной до 30 миллиметров при сваривании на прокладке. Нагревание металла происходит одной независимой дугой между электродами между сварочными электродами и двумя зависимыми дугами между металлом и электродами.
Главной трудностью при сварке алюминия является образование пленки из тугоплавкого оксида алюминия, который плавится при температуре 2050 градусов по Цельсию. Данная особенность значительно усложняет процесс сварки, а также загрязняет сварочный шов частичками оксидной пленки. Для возможности проведения сваривания используются различные способы удаления и предотвращения появления оксидной пленки.
станок и цулаги для сварки
Главная » Сварка » Сварка Конструкций
Сварка Конструкций
Автор admin На чтение 4 мин. Просмотров 1.6k. Опубликовано
Сварка профиля – это типичная сборочная технология, применяемая в процессе монтажа конструкций из металла или пластика. Причем весь сборочный процесс основан на торцевой стыковке элементов профильной конструкции.
И в этой статье мы познакомим вас с особенностями сварки встык, рассмотрев технологию сборки алюминиевых, полимерных и стальных профильных конструкций.
Содержание
- Сварка пвх профиля
- Сварка алюминиевого профиля
- Сварка квадратного профиля из конструкционной стали
- Подведем итоги
Сварка пвх профиля
Классическим примером профилированной конструкции из полимера является рама стеклопакета, изготовленная из поливинилхлорида.
Такая конструкция собирается следующим образом:
- Вначале мерные отрезки профиля (длина и ширина) обрезаются на торцах под углом 45 градусов (для стыка).
- Затем полуфабрикаты подаются на станок для сварки профиля пвх типа. Здесь заготовки совмещаются под прямым углом. После чего они прижимаются к разогретому до 260-270 градусов нагревательному элементу. Зеркало – именно так называется этот нагревательный элемент – разогревает торцы заготовок до 260-270 градусов Цельсия.
- В финале разогретые торцы стыкуют под прямым углом и молекулы остывающего полимера образуют новые связи-цепочки, формируя сварочный шов, прочность которого не уступает характеристикам самого конструкционного материала (поливинилхлорида). Ну а за качество шва отвечают особые направляющие — цулаги для сварки профиля. Они повторяют контур формируемой конструкции и удерживают свариваемый профиль от возможных смещений.
Необходимо отметить, что большая часть рассмотренных выше операций происходит в автоматическом или полуавтоматическом режиме.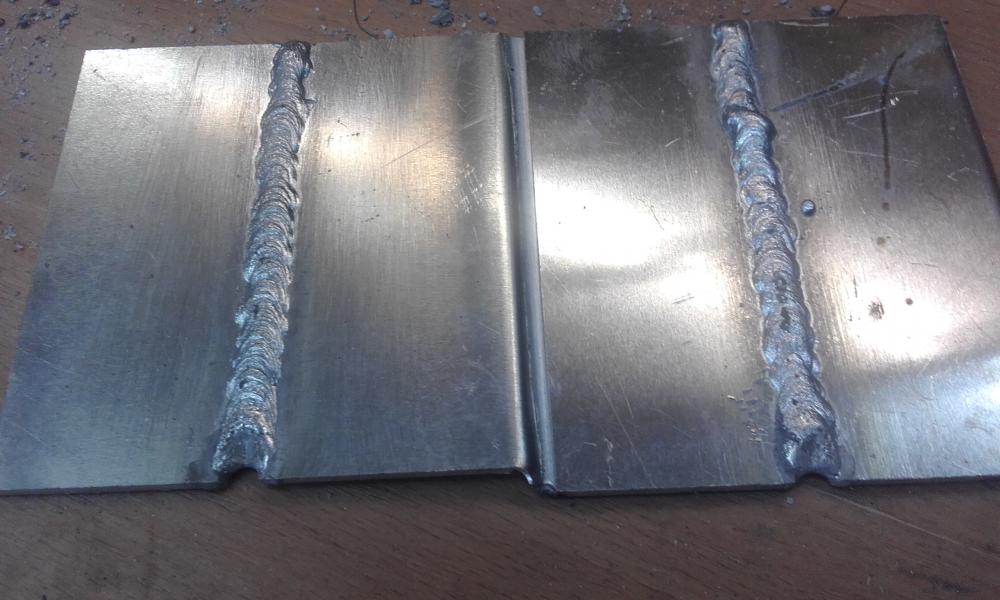 По сути, оператор станка для сварки ПВХ просто загружает заготовки (мерные отрезки длины и ширины) на стол аппарата, а обрезку, сварку и стыковку делает сама машина. Причем такие аппараты могут обработать «за один раз» от одного до четырех углов профильной конструкции
По сути, оператор станка для сварки ПВХ просто загружает заготовки (мерные отрезки длины и ширины) на стол аппарата, а обрезку, сварку и стыковку делает сама машина. Причем такие аппараты могут обработать «за один раз» от одного до четырех углов профильной конструкции
Сварка алюминиевого профиля
Алюминиевые конструкции из профильного проката или заготовок сваривают по тому же самому принципу. То есть, в самом начале заготовку заживают цулаги, а фреза образует на торце будущего полуфабриката срез под углом в 45 градусов. Далее полуфабрикаты подают на сварочный стол, и начинается сам процесс монтажа конструкции.
Причем сама сварка алюминиевых профилей требует немного иного подхода. Этот процесс предполагает использование аргонодуговой технологии основанной на разогреве стыкуемых кромок и присадочной проволоки в среде инертного газа.
Такая сварка выполняется следующим образом:
- Полуфабрикаты фиксируют на цулагах и стыкуют с зазором толщиной не более 0,5-1 миллиметр.
 Причем кромки поперечного среза профиля можно сточить под углом обычным напильником.
Причем кромки поперечного среза профиля можно сточить под углом обычным напильником. - Активируется аргонодуговая горелка сварочного аппарата и движением справа налево прогревается стыкуемый шов. Присадочная проволока вводится в пламя горелки и, расплавляясь, заполняет стык между двумя изделиями.
 Причем кромки поперечного среза профиля можно сточить под углом обычным напильником.
Причем кромки поперечного среза профиля можно сточить под углом обычным напильником.От возможного смещения элементы конструкции удерживаются направляющими (цулагами). Процесс прогрева и заполнения шва металлом расплавленной проволоки идет постепенно, миллиметр за миллиметром. Причем остывающий шов следует обдувать аргоном до остывания стыка.
Сварка квадратного профиля из конструкционной стали
Классическая металлоконструкция из стального проката с профильным сечением собирается с помощью технологий дуговой или газовой сварки. Причем направляющие – цулаги в данном процессе вовсе необязательны. Ведь классическая сварка, начинающаяся с точечного «прихвата» заготовок, позволяет откорректировать положение элементов конструкции относительно друг друга с помощью обычной кувалды.
Ну а сам процесс сборки конструкции из квадратного профиля выглядит следующим образом:
- Прокат нарезается на мерные отрезки – заготовки будущей металлоконструкции, кромки которых стачиваются болгаркой. Стык подрезанных кромок улучшает проваривание стали в месте наложения сварочного шва.
- Заготовки стыкуются на сварочном столе и, если это необходимо, поджимаются цулагами. После чего стыки конструкции проваривают точечными швами. Далее идет проверка габаритов и взаимного расположения элементов. При необходимости конструкцию «подправляют» кувалдой.
- После завершения позиционирования заготовок конструкцию проваривают стыковочными швами, опоясывающими периметр профиля.
Кроме указанной технологии в крупносерийном производстве можно использовать еще и контактную сварку, которая напоминает процесс диффузионной стыковки ПВХ профиля.
Сам технологический процесс в данном случае происходит следующим образом: заготовки металлоконструкции прогревают на стыке и впрессовывают друг в друга.
Подведем итоги
Любая процедура сварки профильной металлоконструкции начинается с нарезки заготовок. Далее следует стыковка элементов, удерживаемых в нужной «позиции» цулагами. Ну а в завершении выполняется сама сварка элементов. Причем технологии выполнения сварочных работ зависят от конструкционного материала будущего изделия.
Как видите: технология достаточно проста, но для ее реализации вам понадобятся не самые дешевые инструменты и приспособления. Поэтому, если вы не настроена на серийное производство, то отдайте сборку вашего профиля в руки профессионалов.
Сварочная анодированная экструдированная трубка 6061-T6, алюминий серии 7075
В: Я купил анодированную экструдированную трубу 6061-T6 и пытался выполнить дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW), но результаты пока неудовлетворительны.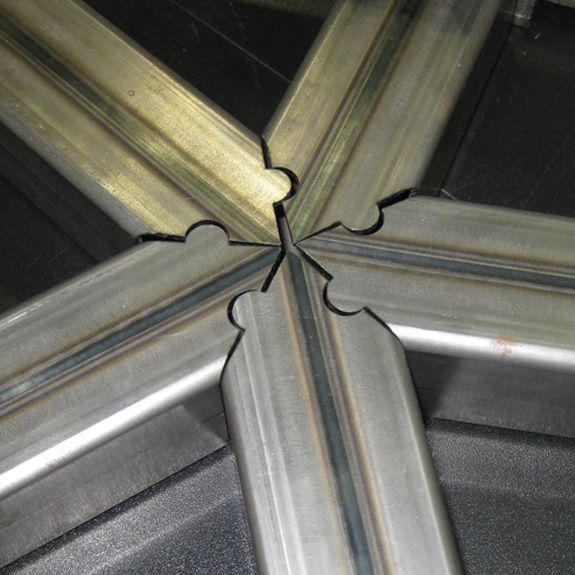 Сварные швы выглядят черными и пористыми. Я сварщик со стажем, и алюминий раньше сварил, но с этим ни разу не сталкивался. Что-то не так с моим блоком питания? Нужен ли мне другой защитный газ? Помощь!
Сварные швы выглядят черными и пористыми. Я сварщик со стажем, и алюминий раньше сварил, но с этим ни разу не сталкивался. Что-то не так с моим блоком питания? Нужен ли мне другой защитный газ? Помощь! О: Нет, вы, вероятно, не делаете ничего плохого. Это распространенная проблема, вызванная анодированным покрытием.
Это может помочь вам решить вашу проблему, чтобы лучше понять, что такое анодирование и как производится покрытие. Тогда вы сможете увидеть, почему вы получаете сварные швы, которые не соответствуют вашим стандартам качества.
Электролитический процесс, аналогичный металлизации, позволяет получать анодированные покрытия. Деталь, подлежащая анодированию, помещается в ванну, содержащую соответствующие химические вещества, обычно комбинацию кислот, и подключается к источнику электропитания.
Еще один электрод находится в ванне. Ток течет от источника питания через электрод, через химическую ванну, через анодируемую алюминиевую деталь и обратно к источнику питания.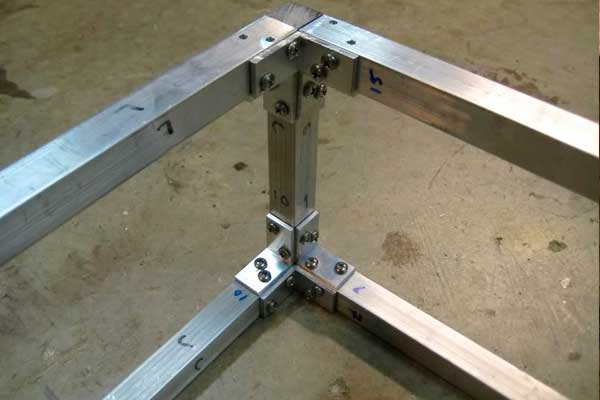
В процессах гальванического покрытия покрываемая деталь подключается к отрицательной клемме источника питания (катоду), и на поверхность детали наносится металлический элемент.
Химические вещества, используемые в гальванических ваннах, отличаются от тех, которые используются при анодировании.
В процессе анодирования алюминиевая деталь соединяется с положительным проводом (анодом), и на поверхность детали осаждается оксид алюминия. Толщина образующегося покрытия из оксида алюминия зависит от ряда факторов, таких как время нахождения в ванне, сила тока и химический состав ванны.
Кроме того, небольшие алюминиевые детали можно анодировать в домашних условиях с использованием минимального количества оборудования. Описание того, как это сделать, слишком длинное, чтобы приводить его здесь, но вы можете найти ряд статей в Интернете, выполнив поиск по слову «анодирование».
Таким образом, анодированное покрытие на самом деле представляет собой толстое прозрачное покрытие из оксида алюминия. Насколько толстый? Для сравнения, чистый алюминий имеет оксидное покрытие от 30 до 50 ангстрем. Анодированные покрытия обычно имеют толщину более 1000 ангстрем.
Насколько толстый? Для сравнения, чистый алюминий имеет оксидное покрытие от 30 до 50 ангстрем. Анодированные покрытия обычно имеют толщину более 1000 ангстрем.
Но погодите-ка, я же сказал “чисто”, не так ли? Верно. Большинство из нас думают об анодированном покрытии ярко-синего, красного или других цветов, потому что это то, что мы видим, например, на бейсбольных битах и деталях лодок.
Однако на самом деле анодирование чистое. Однако покрытие пористое, поэтому оно легко впитывает органические красители. Когда вы видите ярко окрашенную анодированную деталь, это на самом деле краска, которая придает ей цвет. Покрытие из оксида алюминия твердое и не стирается быстро, поэтому цвет держится долго.
Почему анодированное покрытие должно создавать проблемы при сварке?
Во-первых, оксид алюминия является электрическим изолятором. Если анодирование достаточно толстое, вы вообще не сможете зажечь на нем дугу.
Чаще всего анодирование недостаточно толстое, чтобы полностью блокировать поток электронов. Однако он частично блокирует ток, поэтому дуга трепещет и нестабильна. Даже очистка дуги, которую вы получаете с помощью AC GTAW, не может удалить ее полностью, поэтому дуга выглядит по-другому.
Однако он частично блокирует ток, поэтому дуга трепещет и нестабильна. Даже очистка дуги, которую вы получаете с помощью AC GTAW, не может удалить ее полностью, поэтому дуга выглядит по-другому.
Во-вторых, оксидное покрытие является пористым и поглощает водяной пар из воздуха. Когда вы свариваете покрытие, водяной пар выделяется в дугу, вызывая пористость сварного шва. Это вызывает внутреннюю пористость сварного шва. Оксид алюминия из анодированного покрытия часто всплывает на поверхность сварного шва, придавая ему шероховатый вид.
К сожалению, для этих проблем не существует быстрого решения, кроме удаления анодированного покрытия с зоны сварки перед сваркой. Некоторые сварщики заявляют об успешном использовании различных типов специализированных вольфрамовых электродов или специализированных источников питания, которые генерируют пилообразную волну, а не синусоидальную или прямоугольную.
Ни одно из этих решений не является реальным. Они не могут воздействовать на причину проблемы и, по моему опыту, имеют очень ограниченное применение.
Лучшим решением является удаление оксидного покрытия химическим или механическим способом перед сваркой. Химические растворы должны быть агрессивными и с ними может быть опасно работать.
Большинству производителей лучше удалить анодирование механическим способом. Удаление можно легко выполнить с помощью шлифовальной машины или угловой шлифовальной машины и шлифовального круга средней или мелкой зернистости. Он может быстро удалить оксидное покрытие.
Вам не нужно снимать много материала; необходимо только осветлить поверхность. Не пытайтесь удалить покрытие металлической щеткой, так как она не удалит анодирование, а только отполирует его.
В: Мне сказали не сваривать алюминий серии 7075. Я действительно хотел бы использовать его в предстоящем изготовлении, но я несколько обеспокоен. Что я должен делать?
A: Ни в коем случае не сваривайте алюминий серии 7075. Вы должны помнить, что некоторые алюминиевые сплавы просто не поддаются дуговой сварке.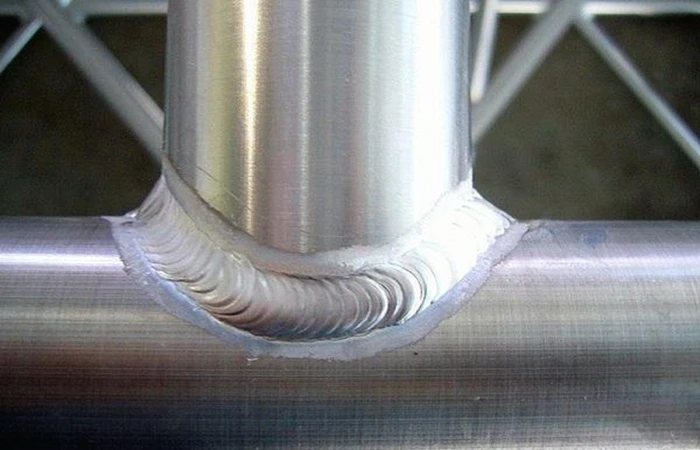 Это один из таких сплавов.
Это один из таких сплавов.
Другим распространенным алюминиевым сплавом, попадающим в эту категорию, является 2024. Ни один из этих сплавов не предназначен для дуговой сварки.
Как правило, сплавы серий 2XXX и 7XXX не подлежат дуговой сварке, хотя их можно соединять с помощью других специализированных сварочных процессов. Исключениями из этого правила являются сплавы 2014, 2219, 2519, 7003, 7005, 7027 и 7039. Большинство других сплавов этих семейств не поддаются сварке. Под «несвариваемыми» я не подразумеваю, что вы не можете сплавить их вместе; на самом деле можно, и шов будет выглядеть вполне приемлемо.
Проблема в том, что из-за химического состава этих сварных швов они склонны к образованию микротрещин в сварном шве и околошовной зоне. Таким образом, несмотря на то, что визуально сварной шов выглядит приемлемым, он, скорее всего, выйдет из строя в процессе эксплуатации.
Настоящая трудность заключается в том, что и 7075, и 2024 сильны и общедоступны. Вы можете обратиться к каталогу в сервисном центре и найти один или оба этих сплава. У вас может возникнуть соблазн использовать их из-за их высокого предела текучести и прочности на растяжение, но избегайте соблазна, если вы планируете сварку.
Вы можете обратиться к каталогу в сервисном центре и найти один или оба этих сплава. У вас может возникнуть соблазн использовать их из-за их высокого предела текучести и прочности на растяжение, но избегайте соблазна, если вы планируете сварку.
5 простых советов по сварке алюминия – экструдированный алюминий от Framing Technology Inc. одна вещь. Присутствовала сварка. Сварка — это довольно простая концепция: соединение двух металлических предметов в одну прочную окончательную деталь. Сварка
алюминия , однако, часто является сложным и разочаровывающим процессом. Так зачем учиться? Что ж, алюминий имеет много преимуществ, в том числе его легкий вес, пластичность, коррозионную стойкость и многое другое. И, в конце концов, практика приводит к совершенству. Любой может сварить алюминий, если он посвящен. Взгляните на эти пять советов, которые помогут вам в начале процесса сварки алюминия.Знай свой сварочный процесс
Сварочный аппарат МИГ, Сварщик ТИГ, Дуговой сварщик, какой тип выбрать? Все они имеют свои преимущества для определенных металлов, но для алюминия вам понадобится сварочный аппарат TIG (вольфрамовый инертный газ). Сварка TIG является наиболее широко используемым типом сварки алюминия. Вы не можете просто взять в руки сварочный аппарат TIG и сразу же узнать, как его использовать, но он будет создавать чистые сварные швы, когда эта красивая «демонстрационная» отделка действительно имеет значение.
Сварка TIG является наиболее широко используемым типом сварки алюминия. Вы не можете просто взять в руки сварочный аппарат TIG и сразу же узнать, как его использовать, но он будет создавать чистые сварные швы, когда эта красивая «демонстрационная» отделка действительно имеет значение.
Узнайте разницу в сплавах
Чтобы обезопасить себя, вы должны знать, какой тип алюминия вы свариваете. Вот термообрабатываемые алюминиевые сплавы:
2000 серия – алюминий и медь.
Серия 6000 – алюминий, магний и кремний.
Серия 7000 – Алюминий и цинк
Очистка
Известно, что люди, которые плохо знакомы со сваркой алюминия, на практике теряют много металла. Почему? Алюминий грязный, и это усложняет процесс сварки. Если вы не хотите стать одним из таких людей, тщательно промойте и вычистите алюминий перед сваркой. Есть большая вероятность, что там есть масло, смазка и другие загрязняющие вещества. Даже если он не кажется вам грязным, скорее всего, так оно и есть.
Предварительный нагрев
Общая рекомендация по предварительному нагреву сплава составляет около 250 – 450 градусов по Фаренгейту. Однако с алюминием вам нужно немного поиграть, чтобы увидеть, какая температура предварительного нагрева вам подходит. Начните ниже.
При сварке алюминия вам понадобится оборудование, которое сильно нагревается. Просто как тот. Не используйте предварительный нагрев как способ обойти ограничения оборудования — это просто не сработает! Наденьте более толстые перчатки и помните, что алюминий проводит тепло.
Вольфрамовые наконечники
Вольфрам — это совершенно другой подход к сварке алюминия. Вы можете поговорить с 20 разными людьми, и все они скажут вам что-то свое о том, какой вольфрам использовать. Вы можете использовать 2% торий (красный). Вы можете использовать Чистый (Зеленый). Вы можете использовать 2% Ceriated (оранжевый). Одни электроды будут дешевле, другие дороже. Вам придется протестировать, оценить и посмотреть, что вас устраивает.