Как правильно варить вертикальный шов инвертором?
Сегодня практически у каждого домашнего мастера в хозяйстве имеется сварочный инвертор. Но сварка – сложный процесс, требующий от исполнителя определенного опыта и знаний.
Так, к изготовлению ответственных металлоконструкций на производствах допускаются лишь обученные специалисты, которые регулярно проходят аттестацию и повышают квалификацию. А для работ в домашних условиях наличие профессиональных навыков необязательно. Чтобы получить прочное и надежное соединение, достаточно знать основы процесса и научиться управлять сварочной ванной.
Разновидности сварных швов по положению в пространстве
Помимо классификации соединений по расположению свариваемых деталей относительно друг друга (стыковое, угловое, тавровое и внахлест) швы разделяют по положению в пространстве. В зависимости от этого они бывают:
- нижние;
- вертикальные;
- потолочные;
- горизонтальные.


Самым удобным является нижнее положение. Но довольно часто приходится варить и вертикальные швы инвертором. Процесс этот несложный, если понять технологию, учитывать особенности свариваемых деталей и соблюдать некоторые правила.
Практические советы по сварке вертикальных швов инвертором
Сварку деталей в вертикальной плоскости можно выполнить 2-мя способами:
- Снизу-вверх.
- Сверху-вниз.
Удобнее вести электрод снизу-вверх. Расплавленный металл стекает вниз под воздействием силы притяжения, а дуга в этом случае будет толкать его вверх, что препятствует сползанию.
Несколько полезных рекомендаций:
- Сварка ведется только на короткой дуге – можно вообще опереть электрод на деталь, если он не залипает.
- Электрод по отношению к вертикальной плоскости наклонен в пределах 80-90°.
- Манипулирование лучше выполнять методом «дугой вперед» или «лестница», начинающим сварщикам рекомендова способ «полумесяц» – ширина валика при этом должна быть не менее 2-4 диаметров электрода.

Неопытным исполнителям будет легче выполнять сварку вертикальных швов инвертором с отрывом дуги. В период отрыва (1-2 секунды) металл будет остывать, что предотвратит его вытекание из сварочной ванны. Также этот способ применяется при сварке тонколистового металлопроката – исключается сквозное проплавление материала.
Варить вертикальный шов инвертором сверху-вниз – хлопотный процесс, требующий повышенного контроля над сварочной ванной и немалого опыта от сварщика. Поэтому новичкам в этом деле рекомендовано направление снизу-вверх.
Как быстро научиться варить вертикальные швы с отрывом
Как научиться варить вертикальный шов с отрывомВарить вертикальные швы сложней всего, ведь расплавленный металл из-за силы тяготения стекает вниз, образуя большие наплывы. Отсюда возникает много нюансов, связанных с ведением электрода, выдерживанием определённой дуги, и многое другое.
Также важно понимать, какой ток на сварочном аппарате должен быть выставлен. Вертикальные швы варят меньшим током, чем при сварке в нижнем положении. Однако если растекание металла остановить нельзя, то величину сварочного тока поднимают.
Вертикальные швы варят меньшим током, чем при сварке в нижнем положении. Однако если растекание металла остановить нельзя, то величину сварочного тока поднимают.
Как научиться варить вертикальные швы с отрывом? Что нужно знать, и какие нюансы необходимо учитывать? Обо всем этом вы и сможете узнать из статьи сайта mmasvarka.ru
Принципы сварки вертикальных швов
Два основных принципа, которых следует придерживаться, заключаются в короткой дуге и пониженном сварочном токе. Варить вертикальные швы нужно током на 10% меньше, чем при сварке в нижнем положении. Обязательно следует выдерживать короткую сварочную дугу. Это поспособствует спокойной и устойчивой работе.
Вертикальные швы варят снизу вверх. Постепенно расплавляя металл и заполняя кратер сварочной ванны, наплавленным металлом. Варить, таким образом, проще всего, поскольку металл, который расположен внизу, как бы играет роль подставки, не давая дальше стекать расплавленному металлу.
В самом начале, когда электрод только поджигается, его расположение должно быть перпендикулярным поверхности металла. Уже при самой непосредственной сварке электрод наклоняется вниз. Его угол по отношению к свариваемому металлу должен быть 40-45 градусов.
Уже при самой непосредственной сварке электрод наклоняется вниз. Его угол по отношению к свариваемому металлу должен быть 40-45 градусов.
Как научиться варить вертикальный шов с отрывом
Варить вертикальные швы проще всего с отрывом, то есть, с остановкой. Таким образом, металл будет успевать остывать, что замедлит его стекание вниз. Научившись варить один раз с отрывом, дальше все будет происходить уже на автоматизме.
Движения электродом при сварке вертикальных швов лучше всего осуществлять круговые. Как это выглядит на деле:
- Сначала нужно зажечь электрод;
- Затем выполнить круговое движение электродом в правую сторону, после этого в левую сторону, захватывая кромки металла;
- Электрод возвращается на середину, а сварочная дуга разрывается;
- После этого весь процесс повторяется заново.
Варить вертикальные швы, таким образом, проще всего. Металл не будет стекать вниз, и разбрызгиваться, а сварное соединение получится с хорошим проваром, очень надежное и долговечное.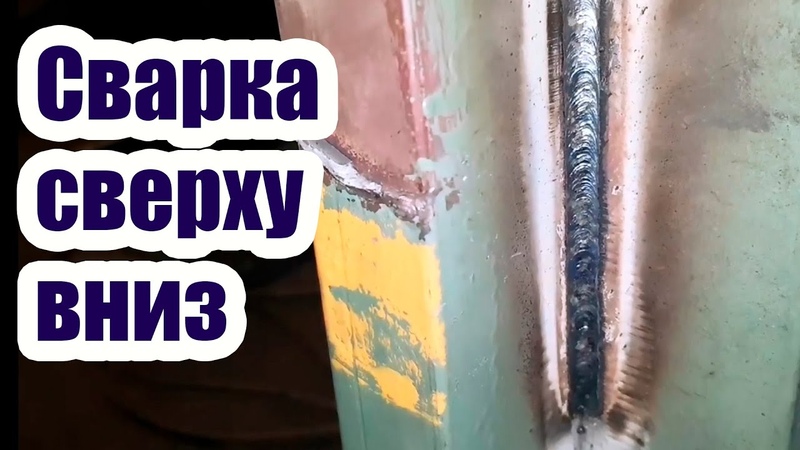
При таком подходе сварной шов образуется «мелкочешуйчатым» и очень красивым. В дальнейшем его не придётся подтачивать болгаркой или как-то обрабатывать по-другому.
Подведя итоги можно сказать о том, что вертикальные швы практически невозможно варить без отрыва. Также их сложно варить электродами с основным покрытием, лучше всего для этих целей подходят рутиловые электроды. Предпочтительные марки электродов для сварки вертикальных швов, это МР-3 и ОЗС-12.
Поделиться в соцсетях
Способы сварки вертикальных швов
Технология выполнения вертикальных швов с помощью ручной дуговой сварки
Общие положения
Необходим сварочный ток, который на 10 % меньше, чем при сварке швов в нижнем горизонтальном положении.
Сварка проводится на обратной полярности.
Сварочные работы выполняются с применением короткой дуги. В этом случае электрод подносится как можно ближе к поверхности металла. Это предотвращает вытекание расплавленного металла из сварочной ванны.
Это предотвращает вытекание расплавленного металла из сварочной ванны.
Применяются электроды диаметром до 4 мм.
Способы ведения сварки
Сварка снизу вверх.
Наиболее удобный и производительный способ. Реализуется с применением электродов с основным покрытием.
Порядок выполнения работ:
- дуга зажигается в нижней точке шва. При этом электрод располагается горизонтально;
- подготавливается горизонтальная полочка. Для этого электродом совершаются поперечные колебательные движения;
- начинается основной процесс сварки. Электрод отклоняется от горизонтального положения на 45-50° вниз и ведется вверх с одновременным совершением колебательных движений.
Способы перемещения электрода в процессе выполнения сварки:
углом
В этом случае электрод двигается вверх зигзагообразно.
*Иногда его траектория еще больше усложняется и он двигается то вверх, то вниз.
полумесяцем
Самый простой способ. Рекомендуется для начинающих сварщиков;
по спирали
Похож на полумесяц, но требует более сложных движений;
елочкой
Полный цикл движения электрода следующий:
*Существует более сложный вариант выполнения вертикальных швов «елочкой». Цикл движения электрода в этом случае следующий:
вверх и вправо;
горизонтально влево;
вниз и вправо;
вверх и вправо.
вверх и вправо;
вниз и влево;
вверх и влево;
вниз и вправо;
вверх и вправо.
Сварка сверху вниз
Применяется для металлов толщиной менее 5 мм.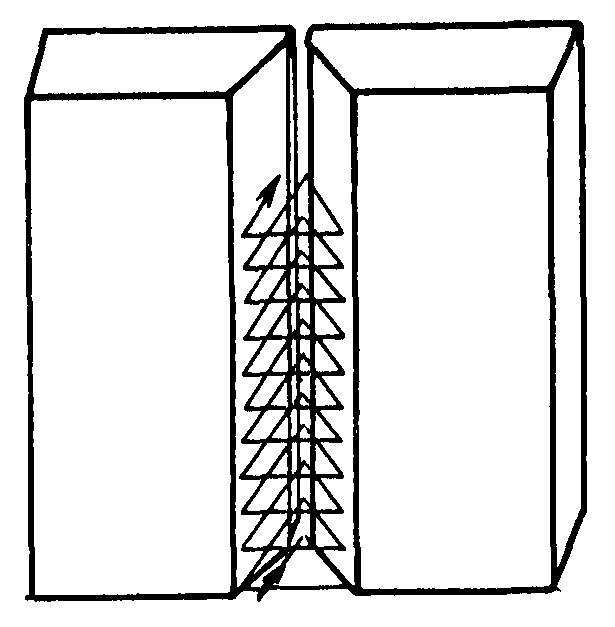
Порядок выполнения работ:
- дуга зажигается в верхней точке шва. При этом электрод располагается горизонтально;
- образуется капля жидкого металла;
- начинается основной процесс сварки. Электрод отклоняется от горизонтального положения на 10-20° вниз и ведется вниз с одновременным совершением колебательных движений, отличающихся траекторией и уровнем сложности.
Способы перемещения электрода в процессе выполнения сварки:
углом
В этом случае электрод двигается вниз зигзагообразно;
ступенями
Повторяющийся цикл движения электрода следующий:
вниз и влево;вертикально вниз;
вверх и вправо;
вертикально вниз;
вниз и влево.

волной
Траектория движения электрода следующая:
вниз и вправо;
вверх и влево;
вниз и вправо.
Сварка вертикальных швов
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 109664
[~ID] => 109664
[NAME] => Сварка вертикальных швов
[~NAME] => Сварка вертикальных швов
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник:
wikimetall.ru
[~DETAIL_TEXT] =>
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник:
wikimetall.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[~PREVIEW_TEXT] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 03.08.2020 12:30:33
[~TIMESTAMP_X] => 03.08.2020 12:30:33
[ACTIVE_FROM] => 03.08.2020
[~ACTIVE_FROM] => 03.08.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/109664/
[~DETAIL_PAGE_URL] => /news/115/109664/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_vertikalnykh_shvov
[~CODE] => svarka_vertikalnykh_shvov
[EXTERNAL_ID] => 109664
[~EXTERNAL_ID] => 109664
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 03.08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка вертикальных швов
[SECTION_META_KEYWORDS] => сварка вертикальных швов
[SECTION_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[SECTION_PAGE_TITLE] => Сварка вертикальных швов
[ELEMENT_META_TITLE] => Сварка вертикальных швов
[ELEMENT_META_KEYWORDS] => сварка вертикальных швов
[ELEMENT_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[ELEMENT_PAGE_TITLE] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Сварка вертикальных швов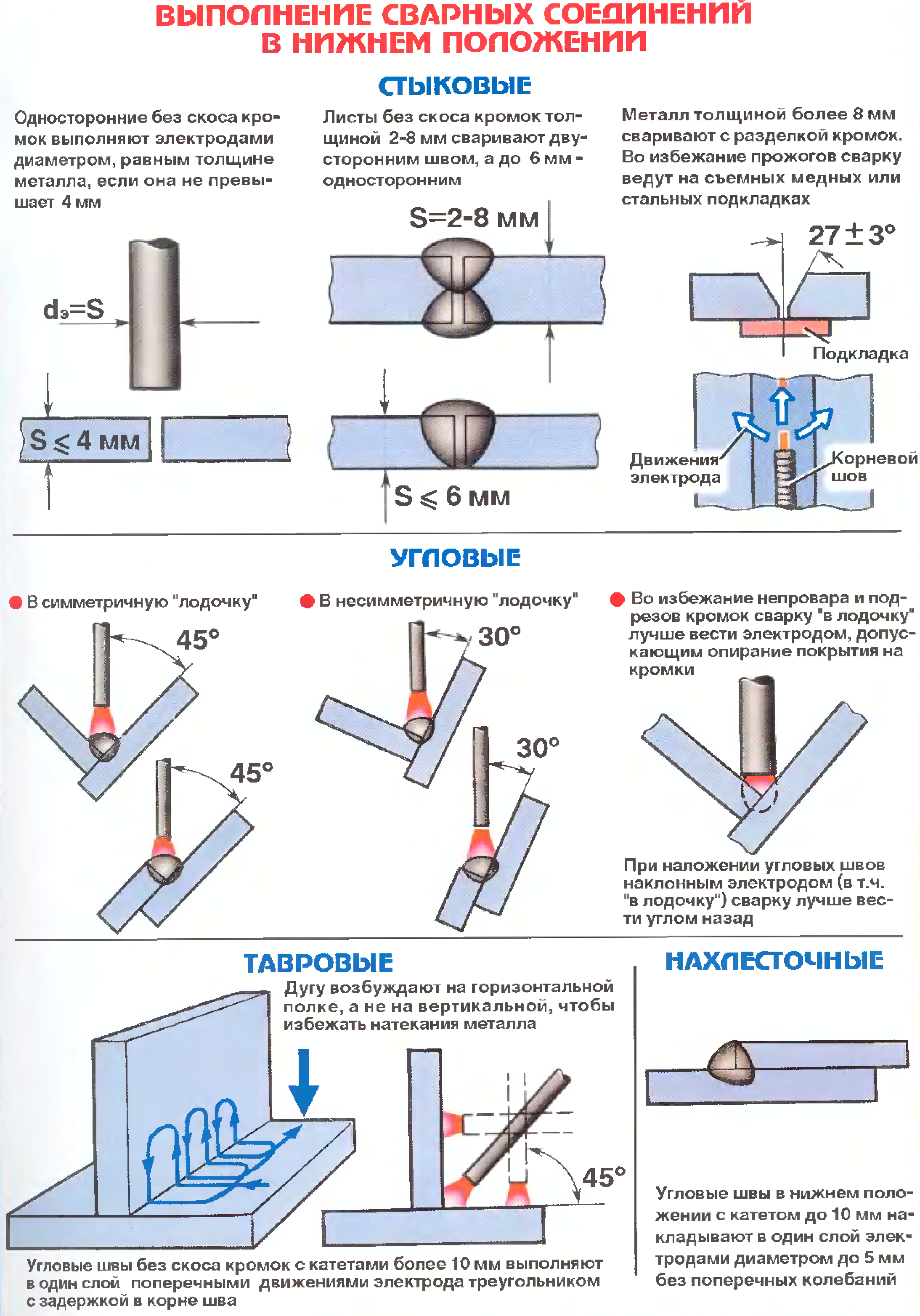 Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
 Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
 Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
 Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.

 Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.

 Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
 Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
03.08.2020
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник: wikimetall.ru
Просмотров: 145
О методах выполнения вертикальных сварных швов
Сложность выполнения вертикальных сварочных швов состоит в том, что при сварке методом плавления пламя, концентрируясь на небольшом участке, образует сварочную ванну, которая состоит из смесей жидких металлов. Как любая жидкость, этот металл в соответствии с законами гравитации стремится стечь, образовывая на свариваемых кромках преграды из шлака. Создание качественного вертикального шва зависит от технологии, которую применяет мастер, толщины металла и разделки кромок, а также используемого сварочного аппарата.
Существуют общие правила, которые помогут предотвратить стекание капель. Необходимо:
- тщательно подготовить металл к сварке с учетом его толщины и свариваемости;
- использовать короткую дугу;
- рабочую зону во время поджога располагать под прямым углом к поверхностям;
- во время работы необходимо наклонить электрод чуть-чуть вниз, чтобы задержать раскаленный металл.
Если исключить вероятность стекания не получается, увеличивают силу тока и скорость перемещения электрода из стороны в другую сторону для увеличения ширины шва.
Создавать вертикальные швы можно несколькими способами:
- сверху вниз с отрывом дуги или без отрыва;
- снизу вверх с отрывом дуги или без отрыва.
Самый распространенный вариант – снизу вверх, при котором начальное положение сварочной ванны располагается снизу. Он является наиболее простым в исполнении и обеспечивает хорошее качество шва. Расплавленный металл поступает сверху, опираясь на нижние слои, которые уже кристаллизуются и становятся опорой для следующей ванны. Движения электродом из стороны в сторону по спирали, полумесяцем или лесенкой исключают перегрев металла в одной точке.
При варке шва сверху необходимо, чтобы нижний край ванны плавился быстро, а верхний при этом должен успевать застывать. Для этого электрод, желательно с пластмассовым или целлюлозным покрытием, располагается концом вверх и поддерживает сварочную ванну. Данная техника достаточно сложная, не совсем подходящая начинающим сварщикам. Иногда способом “сверху вниз” делают достаточно быстрый и не очень надежный “прихваточный” шов.
Сварка полуавтоматом
Наиболее удобный способ создания вертикальных швов – это применение полуавтоматической сварки. Он по плечу новичкам по ряду причин:
- нет необходимости следить за длиной электрода, что позволяет выдерживать нужные расстояния;
- можно производить длинные швы без остановки процесса.
Перед началом работы проверяется готовность сварочного полуавтомата к работе. Уточняют диаметр сварочной проволоки, которая должна быть меньше ширины предполагаемого шва, чтобы избежать большого количества шлака, который делает шов пористым. Тонкий электрод позволяет получить быстрое схватывание сварной ванны, не допуская при этом стекание шва.
Металлические заготовки должны быть подготовлены, зачищены и надежно зафиксированы.
Сварку тонкого металла лучше производить сверху вниз. При сварке заготовок толщиной свыше 4мм необходимо предварительно снять фаску и предусмотреть зазор.
Как сварить новичку вертикальный шов на профильной трубе без прожогов и наплывов | Ручная дуговая сварка
Статья для новичков в сварке, а также для тех, у кого не всегда хорошо получаются вертикальные швы. Покажу как нужно вести электродом, чтобы при сварке профильной трубы не прожигать, и не наплавлять лишнего, чтобы ваши швы всегда были плотными и красивыми.
Электрод для вертикальной сварки крепим в держаке под 45 градусов, так будет удобно варить, и кисть руки меньше будет уставать. Сами электроды берём с рутиловым или рутило-целлюлозным покрытием. Такие электроды будут хорошо повторно поджигаться на сварочном шве. Данную сварку мы будем выполнять снизу вверх, варить будем точками с отрывом.
Для показа теории я нарисовал мелом на листе металла вертикальную линию, она будет обозначать стык двух деталей. Кружки вдоль этой линии будут сварочной ванной, а горизонтальные линии через круг-это центр сварочной ванны.
Вот этот кусок кругляка будет у нас в роль электрода. Не думайте что всё ограничится на этих примерах, сначала расскажу, а потом поварим и посмотрим результат, так что лучше читать по-порядку.
Зажигаем электрод, пока металл холодный делаем несколько движений полумесяцем по сторонам. Формируем сварочную ванну, и когда она отчётливо появилась, то резко обрываем сварку. Тут сама хитрость как и где делать повторный поджиг, идём дальше.
После отрыва электрода мы хорошо видим овал сварочной ванны. Цепляемся взглядом примерно за середину этого овала и ждём доли секунды, пока ванна не начнёт немного тускнеть. В этот момент мы нижним торцом электрода делаем повторный поджиг именно с этой середины тускнеющего овала.
На канале сотни советов для новичков и самоучек в сварке. После этой посмотри другие статьи, чтобы не терять время методом проб и ошибок!
Зажигаем на середине ванны, делаем полумесяц в одну из сторон, а вот полумесяц в другую сторону делаем очень резко и конец полумесяца совмещаем с отрывом электрода. Этим резким движением мы дополнительно отодвигаем шлак подальше от сварочной ванны. Просто при этой техники сварки швы получаются очень плотными и красивыми. И так точка за точкой. Теперь от теории перейдём к самой сварке.
Зажигаем электрод, разогреваем металл, получаем сварочную ванну и отрываем. Повторный поджиг на середине ванны и так далее, всё как было описано выше. А теперь давайте посмотрим на результат.
Сбиваем со швов шлак и делаем осмотр. При многократном приближении видно, что швы имеют плотную структуру, чешуйки расположены близко, эстетика такого шва довольно неплохая.
Поделись статьёй с друзьями-нажми на значок чуть ниже справа, статью увидят твои товарищи в одноклассниках или в контакте.
Сварка металлических труб отопления | Шадринский электродный завод
Сварка труб отопления является одним из самых востребованных и распространённых способов использующихся для объединения теплоисточника с теплопроводом и отопительными приборами (батареями) в единую систему. Монтаж труб с помощью сварки зарекомендовал себя как в домашних, так и в производственных условиях, а также при ремонте действующих магистралей.
Использование сварки позволяет обеспечить высокий уровень прочности и долгий период работы отопительной системы.
Наиболее популярным методом сварки тепловых сетей, является ручная электродуговая сварка. Значительно реже используется полуавтоматическая и автоматическая газовая сварка. РДС выполняется определенными видами электродов, которые могут обеспечить требуемые характеристики металла шва. Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Сварка труб отопления, при наличии необходимого оборудования и базовых навыков, может выполняться своими руками. Если же опыт сварки отсутствует, лучше обратится за помощью к специалисту сварщику.
Что необходимо для сварки труб отопления?
Для установки стальных труб необходимы следующие инструменты:
– сварочный аппарат – в качестве источника тока;
– болгарка или резак – для резки труб;
– защитная маска, костюм и перчатки – для обеспечения безопасности процесса сварки и здоровья сварщика;
– электроды – для выполнения сварочных работ;
– молоток – используется для удаления шлака.
Также нужны будут средства для зачистки и обезжиривания стальных поверхностей.
Подготовка поверхности
Перед началом выполнения сварочных работ, нужно подготовить свариваемые поверхности. Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Угол раскрытия кромки у подготовленных трубных стыков, должен быть около 65 градусов. Торцевая плоскость реза должна располагаться исключительно под углом 90 градусов к оси изделия. Величина притупления составляет около 2 мм.
Трубы отопления большого диаметра свариваются после их торцевания с помощью особой техники. Размеры стыков должны соответствовать установленным ГОСТом требованиям к толщине изделий, химическому составу и механическим свойствам.
Важным фактором, влияющим на эффективность работ, является выбор сварочных электродов.
Электроды для сварки труб отопления
Качество сварного шва зависит от выбранного электрода.
Существует два основных вида электродов: плавящиеся и неплавящиеся. Они отличаются материалом стержня. Сердцевиной неплавящихся электродов могут быть графит, вольфрам или уголь. Основанием плавящихся электродов является сварочная проволока, химический состав которой зависит от конкретной марки изделия. Как правило, плавящиеся электроды имеют диаметр от 2 до 5 мм, но могут встречаться и больших диаметров.
Электрод состоит из металлического стержня, покрытого специальным составом. Сердцевина электрода обеспечивает прохождение тока для создания электрической дуги, а покрытие служит для защиты сварочной ванны от внешних факторов окружающей среды и поддержания стабильности горения дуги.
Согласно ГОСТ 9466-75 существует несколько типов покрытия:
– кислое (А) – преимущество обмазки кислого типа – низкая вероятность, что в области шва образуются поры;
– основное (Б) – универсальное покрытие, которое обеспечивает получение качественного соединения с высокой стойкостью к образованию трещин в широком диапазоне температур;
– рутиловое (Р) – используются в основном для прихваток и угловых швов. Обеспечивают легкое отделение шлаковой корки и зажигание дуги. Металл шва имеет привлекательный внешний вид;
– целлюлозное (Ц) – применяется для вертикальных и кольцевых швов при сварке изделий и конструкций большого диаметра на протяженных технологических магистралях;
– кисло-рутиловое (АР) – самый популярный тип электродов, использующихся для сварки труб отопления и водоснабжения. Обеспечивает получение качественного шва и легкое удаление шлака;
– рутилово-целлюлозное (РЦ) – применяются для формирования вертикальных соединений (шов – сверху вниз).
Важной характеристикой при выборе электрода, является диаметр стержня. Чем больше диаметр, тем большую глубину металла способен проплавить электрод.
Для соединения труб толщиной до 5 мм рекомендуются электроды диаметром 3 мм.
Для сварки труб толщиной до 10 мм можно использовать электроды диаметром 4 мм. Эти электроды позволяют производить сварку в несколько слоев.
Кроме вышеперечисленных характеристик на качественное выполнение сварки влияет сила тока, зависящая от способа соединения труб, марки и диаметра сварочного электрода. Рекомендуемые значения сварочного тока, как правило, указаны на упаковке электродов.
Марки электродов подходящие для сварки труб отопления: МР-3, УОНИ-13/45, GOODEL-ОК46, АНО-21, ОЗС-4.
Технологии выполнения сварочных работ
Соблюдение технологии сварочных работ позволит получить надежный и качественный шов. При подготовке труб к соединению необходимо удалить или выправить деформированные концы. Срез трубы должен быть строго под прямым углом. Затем выполнить очистку всех свариваемых элементов от грязи, краски и пыли с помощью наждачной бумаги и обезжирить.
На технику выполнения влияют диаметр, толщина и форма сечения свариваемых элементов. Для сварки трубопроката толщиной менее 6 мм необходимо нанесение двухслойного шва. Для толщины 6-12 мм шов наносится в 3 слоя. При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
Нанесение первого слоя требует особого внимания. Как правило, для него используется метод ступенчатой наплавки, разбитие на участки с помощью прихваток и дальнейшее соединение остальных участков. Остальные швы наносятся сплошным методом под углом около 70 градусов и совершением колебательных движений электродом. Следующий слой нужно начинать варить со смещением примерно на 30 мм от начала предыдущего. Последний слой необходимо наносить с плавным переходом к основному металлу. Он должен быть ровным и гладким.
Надежность и герметичность сваренного соединения можно проверить, запустив воду или газ по трубе. Если в месте сварного шва не обнаружатся протечки, значит шов выполнен качественно.
Техника безопасности
Чтобы избежать ожогов кожи и сетчатки глаз необходимо использовать защитную экипировку: маску, краги и костюм. Для защиты от удара током можно использовать резиновый коврик или галоши, а также заземлить сварочный аппарат.
Обучение сварке. Инверторная сварка для начинающих: основные правила и советы
Электросварка – самый распространенный способ изготовления неразъемных соединений. Доступность и простота оборудования для сварочных работ позволяет даже начинающим электросварщикам самостоятельно собирать простые металлоконструкции.
Желающим научиться сваривать детали следует начать с основ электросварки, которая происходит с помощью электродов.
Перед тем, как приступить к обучению, вам понадобится домашний мастер.В первую очередь это касается сварочных аппаратов и электродов, а потом перейдем к основам.
Для разовых работ можно арендовать сварочный аппарат в специализированных компаниях, но если работы много, лучшим решением будет покупка надежного агрегата с достаточным уровнем мощности.
Можно сваривать газом, но это дороже. Промышленность различного назначения выпускает следующие виды оборудования:
- Аппарат сварочный (трансформатор), предназначенный для преобразования переменного тока в сварочный ток большой силы.Дешевые сварочные аппараты могут очень сильно перегреваться даже при малых нагрузках, и сварочный ток они выдают неравномерно с большими перепадами; Выпрямители
- преобразуют переменный ток сети в постоянный. Это самые производительные устройства с хорошими характеристиками, но они намного дороже; Современные инверторы
- способны преобразовывать переменный ток в постоянный, отличаются высокими эксплуатационными характеристиками при малых габаритах и весе.На сегодняшний день это самый доступный и надежный вид сварочного оборудования, им пользуются многие сварщики. Это лучший вариант для новичков, где можно попрактиковаться в основах работы с электродами.
Новичкам необходимо знать, что электроды используются для электродуговой сварки. Информация об электродах – это часть процесса обучения. Успех сварки зависит от качества электрода и сердечника подходящего состава.
Изделие отличается простотой конструкции. Это стальная проволока из различных материалов и сплавов, на которую нанесено специальное покрытие (покрытие).
Покрытие предотвращает попадание посторонних газов в сварочную ванну. Для бытового использования больше всего подходят электроды с толщиной сердцевины 3 мм. производится электродами сечением 2 мм.
Организация рабочего места и надежное оборудование сварщика
При сварке электродами излучается сильное инфракрасное излучение. Для защиты глаз и кожи используйте специальный сварочный шлем и защитную одежду из плотного материала.
Лучше купить сварочную маску со стеклом-хамелеоном, с возможностью регулировки степени затемнения стекла.На руки нужно надевать разрезные перчатки или варежки. Защитную одежду следует носить независимо от того, начинающий вы сварщик или специалист.
Место сварки должно быть ограждено защитными экранами, чтобы не повредить глаза окружающим, особенно дома. Сварочные башмаки нельзя задевать гвоздями.
В такой обуви сварщик будет постоянно танцевать даже при небольшой сырости воздуха. Обязательно перед сваркой правильно заземлите рабочее место.
После завершения подготовительных работ можно приступить к обучению сварке и получению основ.
Секвенирование
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Для начала нужно оборудовать сварочный инвертор. От него отводится 2 кабеля. Один для подключения заземляющего провода.
С другой, достаточной длины подключается промышленный или самодельный держатель. Процесс обучения электросварке достаточно сложный и трудоемкий.
Текущее положение
Руководство по сварке содержит информацию о настройках аппарата. Сварочный ток подлежит обязательной настройке. … Во-первых, не нужно устанавливать максимальное значение этого значения.
Все данные указаны в таблице на упаковке электрода. Вам нужно установить более низкое значение и начать обучение.
По опыту, когда получается зажечь дугу и сделать простейший шов, необходимо выставить большее значение сварочного тока. Это позволит лучше прогреть металл и улучшить шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги.Сначала электрод будет постоянно прилипать к металлу. Рекомендуются 2 способа зажигания дуги:
- удерживая кончик электрода над поверхностью деталей;
- : дуга может быть зажжена постукиванием по электроду. Иногда при использовании электродов МР-5 сварщику приходится часто и долго стучать.
В первом случае на деталях нет значительных следов, второй способ важен, когда на кончике электрода большой слой покрытия.Иногда перед сваркой приходится шлифовать концы электродов.
Легко научиться. Просто постучите, и когда дуга загорится, главное не вонзить электрод в расплавленный металл и не переносить его на большое расстояние. В первом случае дуга погаснет. Второй вариант приведет к образованию сильных брызг и срыву бусинки.
Лучше учиться на толстом металле. Только научившись зажигать дугу и поддерживать ее горение, можно переходить к следующему этапу обучения.
Выработка правильного угла наклона
Наиболее распространенное положение электрода – угол наклона от 30 ° до 60 °. Готовить с сердцевиной под прямым углом бывает редко. При выборе уклона необходимо следить за поведением шлака в сварочной ванне.
Он должен надежно закрывать его, но не растекать металл. Нельзя далеко заходить в бане. Для начала установите держатель под прямым углом и постепенно увеличивая угол, добейтесь нормального заполнения сварочной ванны шлаком.
Качество сварки зависит от развития нормального положения электрододержателя. Начинающему сварщику следует работать только со швами в нижнем положении на толстом металле.
Освоив основы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также отрегулировать угол наклона. Со временем эта операция будет выполняться автоматически.
Движение держателя
Для необходимо удерживать конец сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для новичков – необходимость выполнять сразу несколько действий. Для лучшего заполнения стыка валика необходимо направить электрод несколькими способами.
Для сварки металла толщиной более 6 мм лучше использовать треугольник. А меньше этой толщины деталей лучше использовать ломаную зигзагообразную сварочную линию.
Вначале требуются только эти методы наведения электродов. Обратите внимание на постоянную величину раскачивающего движения.Вам может сначала понадобиться направить электрод по прямой линии, чтобы получить навыки.
Не рассчитывайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому нужно запастись терпением, осваивая основы.
Основные правила соединения деталей
После освоения азов сварки необходимо самостоятельно сваривать металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, толстый металл домашний умелец не готовит, поэтому обрезки краев не требуется.Для начала можно потренироваться в подключении профильной трубы. Для этого вам нужно будет срезать острые углы на концах деталей, чтобы увеличить площадь проникновения.
Детали вставляются в угловой зажим и фиксируются зажимной планкой. Теперь вы должны сначала схватить его с нескольких сторон. Для этого зажгите дугу и поставьте небольшую точку.
Поддерживать большую ногу не требуется, нужно просто закрепить детали. После проверки диагоналей делают прихватки со всех доступных сторон.Теперь снимают конструкцию и сваривают надежным и качественным швом.
Если уроки по углу наклона, укладке металла в расплав сварочной ванны хорошо усвоены, то операции по сборке металлоконструкций не вызовут затруднений даже у чайников по сварке.
Изучив основы сварки и получив теоретические знания, нужно как можно чаще практиковаться, надевать сварочное оборудование, включать сварочный аппарат и долго оттачивать свое мастерство.Только практика позволит вам стать сварщиком высокого класса.
Безумный Строитель.ру представляет вам подробное описание инверторной сварки. Инвертор – это сварочный аппарат, который может соединять металлические листы под действием электрического разряда. Сварочные инверторы стали настоящим прорывом в области сварочных аппаратов, так как старые трансформаторы довольно тяжелы и сложны в использовании. Инвертор доступен для работы любому, достаточно знать некоторые принципы реализации сварочного процесса с его помощью.Большим преимуществом является то, что при сварке с инвертором меньше брызг, чем при сварке с трансформатором.
Отличительной особенностью инвертора является, прежде всего, его небольшой вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим маленьким аппаратом, направляется исключительно на работу дуги, с помощью которой осуществляется непосредственный процесс сварки.
Оборудование нечувствительно к скачкам напряжения в электросети, которые наблюдаются в сельской местности. Если вы наблюдаете перепады в частном доме, при покупке обратите внимание на рекомендованное напряжение в паспорте инвертора. Некоторые источники допускают сварку электродом d = 3 мм даже при напряжении сети 185 В.
Мнение профессиональных сварщиков однозначно: с помощью инвертора легче удержать сварочную дугу и получить красивый качественный шов.
Перед началом сварки с инвертором или основами электросварки
Инверторные сварочные аппаратыочень экономичны и очень удобны в использовании, что очень важно, особенно для тех, кто интересуется инверторной сваркой для начинающих.Каковы основы инверторной сварки, новичку важна техника работы с ней? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор представляет собой электронный сварочный аппарат, основная нагрузка при работе с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, при включении которых в работу происходит сильное и максимальное поражение электрическим током, в результате чего электрическая сеть всего поселка отключается, в инверторе есть накопительные конденсаторы, которые накапливают электричество и обеспечивают, во-первых,: бесперебойная работа электрической сети, а во-вторых, аккуратное зажигание электрической дуги инвертора.В достаточно доступной форме уроки инверторной сварки можно освоить самостоятельно. А если у вас есть вопрос, как научиться готовить с помощью инверторной сварки, мы можем дать вам несколько полезных советов, на которые следует обратить внимание перед сваркой в первую очередь. Очень важным моментом является то, что чем больше диаметр электродов, тем больше электроэнергии они потребляют. Поэтому, если вы решили проверить свой инвертор в работе, стоит приблизительно рассчитать максимальное количество электроэнергии, потребляемой устройством, чтобы не сжечь бытовую технику от соседей.Кроме того, для каждого диаметра электрода указан минимальный ток, то есть, если вы попытаетесь уменьшить ток, шов не выйдет. Если вы решите поэкспериментировать и увеличить силу тока, то шов сработает, но электрод перегорит слишком быстро.
Инвертор: внешний осмотр оборудования
Инвертор, продаваемый в розничной сети, имеет вид коробки. Его вес зависит от мощности устройства: 3-7 кг. Переносить оборудование можно на ремне или ручке.Охлаждение осуществляется через вентиляционные отверстия в корпусе.
На поверхности оборудования отображаются следующие ручки и индикаторы управления:
включение и выключение прибора осуществляется тумблером,
значение тока и напряжения устанавливается ручками на передней панели,
на панели есть индикаторы, информирующие о перегреве блока питания и оборудования,
перед панелью расположены выходы, отмеченные «+» и «-».
Дополнительно в комплект входят два кабеля. Один из них заканчивается электрододержателем. На втором – зажим в виде прищепки для фиксации изделия на сварке. Сварочное оборудование подключается через розетку на задней панели аппарата.
Основы электросварки
Чтобы понять, что происходит при сварке, достаточно взглянуть на предложенный рисунок.
Дуга образуется в результате контакта металлической части электрода и свариваемого металла.Под воздействием температуры дуги и свариваемый металл, и электрод начинают плавиться. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Покрытие электрода плавится. Часть его переходит в газообразное состояние и закрывает ванну от кислорода.
Покрытие электрода, остающееся в жидком состоянии, располагается поверх жидкого металла, защищает металл от атмосферного кислорода во время сварки и во время охлаждения.
После завершения сварки и остывания металла жидкая часть покрытия превращается в шлак, покрывающий шов снаружи. После полного остывания шлак легко удаляется постукиванием молотком.
Электрод плавится во время сварки. Чтобы дуга не погасла, необходимо поддерживать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это достигается за счет подачи электрода в зону сварного шва с одинаковой скоростью.При этом старайтесь направлять электрод точно по стыку сварного шва.
Дополнительное видео по теме:
Инверторная сварка для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой необходимо наличие защитных элементов, а именно:
2. Но для начала сварки недостаточно одного аппарата. Сварочные работы требуют средств индивидуальной защиты и подготовительных мер, направленных на создание безопасной среды. Подготовка сайта выглядит следующим образом:
Оставьте на столе свободное место для сварки.Удалите излишки, где могут попасть брызги.
Обеспечьте хорошее освещение рабочей зоны.
Сварочные работы производятся, стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Отрегулируйте сварочный ток и выберите электрод. Мы используем электроды для инверторной сварки от 2 до 5 мм. Устанавливаем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается, какой должна быть сила этого тока.
4. Если вы только что приобрели электроды в розничной сети, вы уверены в их качестве, можете пропустить этот раздел. Предоставленная информация поможет подготовить к работе электроды, которые хранились в неотапливаемом влажном помещении. Для обеспечения качественного сварного шва их необходимо просушить 2-3 часа при температуре 2000С. Для этого можно использовать старую электрическую духовку.
Электроды выбираются строго в зависимости от марки свариваемых материалов.Для обучения можно использовать самые обычные: АНО или МР.
5. Присоедините массовый зажим к свариваемой поверхности (выделено красным).
6. Чтобы сварное соединение было надежным и качественным, перед началом работ свариваемый металл необходимо подготовить:
- Удалите всю ржавчину с краев металлической щеткой.
- Края обработать растворителем: бензином, уайт-спиритом.
- При приготовлении обращайте внимание на недопустимость появления жира, красок и лаков на краях.
7. Тренировку лучше начинать с выполнения швов в виде бусины на листе металла большой толщины. Сделайте первый шов на металле и положите его на горизонтальную поверхность стола. Нарисуйте мелом на металле прямую линию, по которой вы будете класть валик и ориентироваться в процессе. Процесс сварки начинается с зажигания дуги. Есть два способа зажигания сварочной дуги:
- удар по металлу, как будто зажигает спичку,
- , постучав по металлической поверхности.
Вы можете попытаться зажечь и удержать дугу обоими способами. Желательно при розжиге не оставлять следов за пределами зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на очень короткое расстояние, соответствующее длине дуги, и начинает сварку.
8. Приступаем к сварке.
Будет сварной шов. Окалина (металлическая окалина в верхней части шва) удаляется легким ударом молотка (или другого твердого и увесистого предмета).
9. Вот что примерно должно получиться.
Смотрите видео:
Контроль дугового зазора
Что такое дуговой разрядник или длина дуги? Это зазор, который образуется между электродом и металлом во время сварки. Основы сварки гласят, что важно постоянно следить и поддерживать размер этого зазора.
Короткая дуга
Короткой дугой, порядка 1 мм, металл нагревается до небольшой площади по ширине, а шов выпуклый.На стыке металла и шва может появиться такой дефект, как поднутрение. Это небольшая бороздка возле шва, параллельная ему. Поднутрение снижает прочностные характеристики шва.
Длинная дуга
При длинной дуге сложно обеспечить ее стабильность. Дуга плохо защищена от атмосферного воздуха, металл меньше нагревается и получается шов недостаточной глубины.
Нормальная дуга
Поддержание равномерного нормального зазора приведет к получению нормального сварного шва с хорошим проплавлением.Нормальная дуга – 2-3 мм.
Популярные ошибки новичков при сварке:
Научившись контролировать длину дуги, вы можете достичь оптимальных результатов. Дуга образует сварочную ванну, когда проходит через зазор, расплавляя основной металл и электрод. Также обеспечивает перенос наплавленного металла в ванну.
Как правильно формировать сварной шов и какие бывают дефекты
Как научиться готовить на сварочном аппарате и не допускать брака? Когда электрод в процессе сварки быстро перемещается, образуется дефектный шов.Линия ванны расположена ниже поверхности основного металла. Если дуга сильно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить за тем, чтобы шов находился на уровне металла. Получение шва необходимого качества по глубине обеспечивается мастерством сварщика. Помимо поступательного движения вдоль сварочной кромки, он выполняет поперечные движения для обеспечения проплавления и получения необходимой ширины шва.Выбор выполняемых движений – личное дело сварщика. При толщине металла до 4 мм европейские стандарты не рекомендуют выполнять поперечные перемещения.
Ванна следует за теплом – это нужно помнить при изменении направления во время сварки. Образование поднутрений возникает, когда в электроде недостаточно металла для полного заполнения ванны при перемещении поперек. Чтобы не допустить образования такой боковой бороздки (подрезки), нужно контролировать внешние границы, внимательно следить за ванной и при необходимости делать ее более тонкой.
При небольшом наклоне электрода вся сила направляется назад, и шов поднимается (всплывает).
Когда электрод слишком сильно наклоняется во время процесса сварки, сила прикладывается в направлении шва, что препятствует нормальной работе ванны.
Если необходимо получить плоский шов или отодвинуть ванну назад, используйте наклоны электрода под разными углами. Работа начинается под углом от 45 ° до 90 °, так как этот угол позволяет наблюдать за ванной и нормально сваривать.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку с углом вперед и углом назад. Этот прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньшей глубины, но более широкий, что удобно для тонкого металла. Сварка толстого металла выполняется с обратным углом, при этом обеспечивается больший нагрев металла по глубине.При выполнении работ желательно выдерживать углы, указанные на рисунке. Большая синяя стрелка показывает направление сварки – движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке с инвертором
Процесс плавления металла при сварке происходит под действием тепла дуги, которое образовалось между электродом и металлом в результате соединения металла и электрода с противоположными выводами сварочного аппарата.
Существует два варианта выполнения сварки, различающиеся способом подключения, которые называются прямой и обратной полярностью. При прямой полярности электрод подключается к минусу, а металл к плюсу, поэтому подвод тепла к металлу уменьшается. Зона плавления узкая, но в то же время глубокая.
При обратной полярности электрод подключается к плюсу, а металл к минусу, поэтому тепловложение в продукт уменьшается. Зона плавления достаточно широкая, но не глубокая.Вы можете наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность выбрать при сварке? Сварка ведется как в прямой, так и в обратной полярности. Подбор учитывает то, что подключенный к плюсу элемент сети греется больше. Область, окрашенная в красный цвет на рисунке, является самой горячей во время сварки.
При сварке тонкого металла боятся перегреться и обжечься. Минус подключается к продукту и готовится на обратной полярности.Толстый металл варится на прямой полярности.
Влияние скорости подачи электрода
Скорость сварки и скорость подачи электрода должны обеспечивать подачу достаточного количества расплавленного металла в зону сварки. Отсутствие металла приводит к поднутрению.
При быстром движении электрода по шву мощности дуги не хватает для нагрева металла, шов неглубокий, ложится поверх металла, не оплавляя свариваемые кромки. При медленном продвижении электрода наблюдается перегрев основного и электродного металла, возможно обгорание поверхности и деформация тонкого металла.
Влияние тока
Сила тока устанавливается на инверторе в соответствии с данными, приведенными в таблице. Как видите, данные являются спекулятивными.
Сила тока и скорость движения оказывают комплексное влияние на сварной шов. Сильный ток увеличивает глубину проникновения и увеличивает скорость электрода. При оптимальном согласовании силы тока и скорости шов получается умеренно выпуклым и красивым, обеспечивая необходимую глубину проплавления свариваемых кромок.
Инверторный процесс сварки тонких металлических листов
На что еще следует обратить внимание перед проведением сварочного процесса? О полярности электронов. Это основы сварки. В процессе сварки постоянным током на источнике есть отрицательный и положительный заряд. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь нужно определиться, какой заряд куда подключать, исходя из того, что если материал, который нужно сваривать, имеет положительный заряд, то он будет больше нагреваться.Если к электроду подключить положительный заряд, то он будет больше нагреваться и гореть. Обратная полярность типична при сварке инвертором, поскольку предполагается, что свариваются тонкие металлические листы, и они легко прожигаются. Поэтому, если вас в первую очередь интересует сварка тонкого металла с помощью инвертора, вам следует обратить особое внимание на установку обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла присоединяются плюсом к инверторной дуге, а “минусом” к металлическому листу.
В частном доме важнее сварка тонких деталей. Ведь малейшие ошибки могут привести к прожиганию металла. Попробуйте освоить основные швы на толстом металле перед тем, как приступить к работе с тонкими деталями.
- Сварка с минимально рекомендуемой силой тока.
- Прошейте шов под углом вперед.
- Обязательно выполняйте сварку с обратной полярностью.
- Большой проблемой при сварке тонкого металла является деформация детали. Чтобы его уменьшить, закрепите детали во время сварки.
- При закрепке на длинных предметах длиной более 0,5 м начинайте закрепку от середины предмета к краям.
Самый частый запрос в Интернете для тех, кто хочет научиться работать с инвертором – это «Инверторная сварка для начинающих видео». На страницах нашего сайта размещаем уникальное видео, где новичку можно посмотреть все принципы работы инвертора.
И позволим себе еще несколько советов по обучению сварочному процессу с инвертором:
Еще видео по теме:
Изучите видео о том, как правильно эксплуатировать сварочный инвертор, и мы уверены, что процесс сварки не будет для вас сложным.Перед просмотром видео внимательно ознакомьтесь с описанием сварки, которое написано в нашей статье.
Видеоуроки по инверторной сварке:
И наконец, как правильно выбрать сварочный инвертор?
Мы также рекомендуем:
Комментариев:
Facebook (X)
Обычный (37)
- Анатолий
Очень хорошая и полезная статья! Очень понравилось читать, спасибо за столь подробный разбор различных нюансов в сварке.Давай попрактикуемся!)
- Владимир
Пан Мейстер. Я не чиню его снова и после того, как показал, что мне рекомендуют сжечь электрический электрод, но полярность в норме.
- Дмитрий
Сварщик Киев, сварка по доступным ценам
Если нужна помощь, пишите, здесь в комментариях мы всегда поможем) - Антон
большое спасибо !!!
- Валерий Анатольевич
Очень полезное видео для новичков, полезная информация в целом и полезный сайт! Спасибо! Удачи в работе!
- Татьяна
Нужен мастер, который приварит металлическую корону к обрамлению иконы.Металл – латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (прораб)
Дорогие друзья, в этом месяце эту статью просмотрели 8272 раза, что является высоким показателем. Пожалуйста, порекомендуйте статью своим друзьям в социальных сетях, чтобы она принесла еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. + подключить к электроду или к земле.а то везде пишут по разному. сварка перестала кипеть металл отдал в ремонт после ремонта немного поработал и опять та же проблема доложили мастеру и он сказал что электрод надо подключать – подключить + к массе а в инструкции наоборот написано + электрод, – масс.
- Дмитрий
Ребята, хочу сказать следующее, практики сварки металлов мне хватает. Сегодня варю металл как пластилиновую поделку, легко сделаю в потолке электрод С-класса, без заплатки привариваю отверстие диаметром 40-100мм и тд, короче, для удовольствия.Такой навык, а случилось это 18 лет назад, я получил, как только стал видеть и различать цвет металла при нагреве дугой. Поэтому самым важным умением при горении дуги считаю: 1. Отличить шлак от металла. 2. увидеть температуру нагрева металла по его цвету. Изучите эти вещи, и вы будете поражены тем, насколько все просто и легко.
Сварной шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в повседневной жизни.Каждый домашний умелец время от времени прибегает к сварке. Хорошо, если он умеет готовить сам, но часто приходится обращаться к специалистам. А вот сварке научиться вполне можно. Начать стоит с самого простого: электросварка для новичков – это в первую очередь научиться выполнять различные швы. Более сложную работу можно выполнить, только набравшись опыта. Давайте рассмотрим основы технологии и некоторые хитрости процесса сварки, а также используемое оборудование и материалы.
Виды сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учитывать все плюсы и минусы разных типов и моделей сварочных аппаратов.
Трансформаторы – самые простые и традиционные устройства, довольно тяжелые по весу, выполненные на основе понижающего трансформатора, доводящего значение напряжения до необходимого для работы. Особенность трансформаторов в том, что они работают на переменном токе, что создает нестабильную дугу. В сочетании с повышенным количеством примесей шлака и газа такая дуга способствует разбрызгиванию металла и ухудшает внешний вид сварного шва. Качественный шов таким аппаратом может сделать опытный сварщик, имеющий навыки работы на трансформаторе.
Простое устройство переменного тока
Выпрямители – сварщики, которые могут преобразовывать переменный ток в постоянный и понижать сетевое напряжение с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварной шов однородным и плотным, прочным и красивым. Выпрямитель универсален, к нему подходят все типы электродов, на таком аппарате можно варить все виды металлов: нержавеющую сталь, алюминий, медь, титан, различные сплавы.
Универсальный сварочный аппарат для всех типов электродов
Инверторы – очень популярны благодаря небольшому весу, отличной функциональности, автоматизированной настройке. Такие технические характеристики позволяют работать над ним новичкам. В конструкцию устройства входит ряд блоков, преобразующих переменный ток сети в постоянный ток большой мощности. Преимущество данного типа сварочного аппарата:
- возможность точной настройки;
- выполняет широкий спектр задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- качественная сварка, шов ровный;
- работает со всеми типами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- имеет дополнительные функции для предотвращения прилипания электрода и отрывных капель;
- возможность розжига электрода при максимальной подаче тока;
К недостаткам можно отнести:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- Невозможность работы при температуре воздуха ниже – 15 градусов.
Инвертор для начинающих сварщиков
Полуавтоматы – двух типов.Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов гладкий, сплошной, без дефектов. Последние работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. Газовая сварка имеет следующие преимущества:
- один аппарат, предназначенный для работы как с газом, так и с проволокой;
- отличное качество и эстетика шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сваривать сложные соединения.
На этом аппарате можно сделать качественный сварной шов
Что понадобится для работы начинающему сварщику
В первую очередь необходимо подготовить снаряжение и одежду.
Инструменты и средства защиты
Вам обязательно понадобятся сварочный аппарат, набор электродов, молоток и зубило для сбивания шлака, металлическая щетка для зачистки швов. Электродержатель служит для зажима, удержания электрода и подачи на него тока.Также необходим набор шаблонов для проверки размеров шва. Диаметр электрода выбирается в зависимости от толщины металлического листа. Не забывайте о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Экраны и экраны выполняют ту же функцию. Брезентовый костюм, состоящий из куртки с длинными рукавами и гладких брюк без манжетов, кожаной или войлочной обуви для защиты от брызг металла и перчаток или варежек, брезента или замши с напуском на рукавах.Эта плотно закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют специальные средства защиты, которые используются для работы на высоте и внутри металлических предметов, при работе в положении лежа. В таких случаях вам понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки – ремень безопасности с ремнями.
Какие электроды выбрать
Электроды бывают разных типов и марок.Это связано с необходимостью выбора металла соединяемых деталей и такого же металла электрода.
Каждый электрод имеет маркировку, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
Электроды имеют специальную маркировку
Часто сверху покрывают различными покрытиями, которые придают электродам свойства, необходимые для сварки различных металлов и условий работы. Вот таблица классификации электродов по типу покрытия и применению.
Специальное покрытие придает электродам особые свойства, необходимые для сварки различных металлов
Классификация электродов по типу и назначению отражена в маркировке изделия.
Электроды различаются по типу и назначению
Виды сварных швов
Сварные швы подразделяют по месту расположения, прочности, технологии, конструктивным особенностям. Типы расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет зазор между деталями.Это самый прочный и экономичный шов.
- Горизонтально. Заготовки располагаются перпендикулярно электроду, а шов идет горизонтально. Часть металла уходит из зоны сварки, и электрод быстрее расходуется.
- Вертикальный. В этом случае заготовки также располагаются перпендикулярно электроду, но шов формируется вертикально. Расплавленный металл стремится вниз, расход электрода значительный.
- Наклонный. Движение руки сварщика наклонное.Применяется для угловых и тройниковых соединений.
- Шов потолка расположен над мастером.
Разделение по дизайну:
- Приклад. Стык достаточно прочный и экономичный, не деформирует поверхность стыка. Это универсальное соединение.
- Детали внахлест сваривают, когда недостаточно места для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется приваривать с двух сторон, при этом заготовки располагаются под углом друг к другу.Этот шов непросто спроектировать из-за увеличенной зоны термического влияния и большого расхода электродов.
- Тройник – угловой сварной шов, при котором плоскости деталей свариваются перпендикулярно. Шов формируется с двух сторон, это довольно сложно.
- Шов для электрических заклепок применяется, когда нет необходимости в герметичном шве, он наиболее экономичный и незаметный.
Сварка может осуществляться как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться готовить с помощью сварки – Руководство для начинающих
Сварка – это высокотемпературный процесс.Для его реализации формируется электрическая дуга, которая проводится от электрода к свариваемой детали. Под его воздействием плавятся основной материал и металлический стержень электрода. Как говорят специалисты, образуется сварочная ванна, в которой смешивается основной и электродный металл. Размер полученной ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости дуги, формы и размера кромки и т. Д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – около 6 мм. мм.
Покрытие электрода, так называемое покрытие, при расплавлении образует особую газовую зону в области дуги и над ванной.Он вытесняет весь воздух из зоны сварки и предотвращает взаимодействие расплавленного металла с кислородом. Кроме того, он содержит пары как основного, так и электродного металлов. Поверх шва образуется шлак, который также препятствует взаимодействию расплава с воздухом, что негативно сказывается на качестве сварки. После постепенного снятия электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Сверху – защитный слой шлака, который впоследствии удаляется.
В процессе изготовления сварочного шва покрытие электрода плавится, образуя особую газовую зону. Внутри него происходит смешение основного металла и электрода
.Начинающим сварщикам лучше всего получить первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Следует приступить к работе, надежно закрепив деталь. В целях пожарной безопасности нужно поставить рядом ведро с водой. По этой же причине нельзя проводить сварочные работы на деревянной основе и небрежно обрабатывать даже очень мелкие остатки использованного электрода.
Подключение сварочного аппарата
Для безопасной работы сварки необходимо подключить аппарат к сети, соблюдая следующие правила:
- Для начала нужно проверить напряжение и частоту тока. Эти данные должны совпадать в сети и на устройстве.
- Устанавливаем на сварочном аппарате расчетное значение текущей мощности, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварщика позволяет выбрать напряжение, нужно сразу его установить.Подключение осуществляется через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим заземления. Проверяем, что кабель заизолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверьте все соединения, кабели, вилки.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах с плохой проводкой возможны падения напряжения. Это останавливает рабочий процесс и может повредить сварочное оборудование.В этом случае вам понадобится электрогенератор, который будет обеспечивать напряжение на рабочем уровне.
Аппарат сварочный простой
Как правильно выбрать ток
Сварочный ток является важным показателем сварки и определяет тип и характер шва, а также производительность работы. Чем выше ток, тем стабильнее дуга и больше глубина проплавления. Сила тока зависит от расположения заготовок в пространстве и от размера электрода.Максимальное значение устанавливается для сварки горизонтальных заготовок. Для вертикальных швов действующее значение применяется меньше на 15%, а для потолочных швов – на 20%.
Сила тока зависит от положения заготовок и размера электрода
Как зажечь дугу
Первый способ – прикосновение. Для этого установите электрод под углом около 60 ° по отношению к изделию. Медленно рисуем по поверхности. Должны появиться искры, теперь касаемся электродом металла и поднимаем его на высоту не более 5 мм.
Если операция была выполнена правильно, загорится дуга. Зазор 5 мм должен сохраняться на всем протяжении сварного шва. Следует учитывать, что при правильной сварке металла электросваркой электрод будет постепенно выгорать, поэтому постоянно подносим его немного ближе к металлу. Электрод следует двигать медленно, если он вдруг заедает, придется немного его повернуть в сторону. Если дуга не зажигается, возможно, необходимо увеличить силу тока.
Поразителен второй способ. Нужно подвести электрод к поверхности заготовки и ударить им по детали, как будто зажигая спичку. Облегчить зажигание электрода можно, постучав по покрытию с его края.
Наклон и движение электрода
После того, как вы сможете легко зажигать и поддерживать дугу, пора переходить к плавлению борта. Зажигаем дугу, медленно и плавно перемещаем электрод по горизонтали, совершая им легкие колебательные движения.В то же время расплавленный металл «зачерпывается» до самого центра дуги. В результате должен получиться прочный сварной шов с небольшими сварочными волнами.
Угол наклона электрода начинающему сварщику лучше соблюдать около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже представлена схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сварки деталей электрод почти полностью выгорел, а шов еще не завершен, работы временно прекращаем.Меняем б / у элемент на новый, убираем шлак и продолжаем работу. На расстоянии примерно 12 мм от образовавшейся в конце шва впадины, которую еще называют кратером, зажигаем дугу. Подносим электрод к выемке, чтобы из металла старого и вновь установленного электрода образовался сплав, после чего продолжается сварка швов.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные.Из их сочетаний изготавливаются различные виды швов, наиболее распространенные показаны на схеме
.Траектория дуги при сварке деталей может производиться в трех направлениях:
- Перевод. Предполагает движение дуги вдоль оси электрода. Таким образом, достаточно легко поддерживать стабильную длину дуги.
- Продольный. Образует валик для сварки волокон, высота которого зависит от скорости движения электрода и его толщины.Это нормальный шов, но очень тонкий. Для его фиксации в процессе перемещения электрода по сварному шву также выполняются поперечные движения.
- Поперечный. Позволяет получить необходимую ширину шва. Выполняется колебательными движениями. Их ширина подбирается исходя из размера и положения шва, формы его разреза и т. Д.
На практике используются все три основных движения, которые накладываются друг на друга и образуют определенную траекторию.Есть классические варианты, но у каждого мастера обычно свой почерк. Главное, чтобы в процессе работы края соединяемых элементов хорошо оплавлялись, и получался шов заданной формы.
Как правило, применяются все три направления, они могут перекрываться и образовывать траекторию
Сварные швы
Сварной шов потолочный
Этот шов считается самым сложным, так как сварочная ванна перевернута вверх дном и находится над сварщиком.Электрод выбирают не более 4 мм и отводят немного в сторону, чтобы металл не растекался. Используйте короткую дугу и полностью сухие электроды с тонким верхним швом. Движение происходит навстречу себе, поэтому сварщику легче контролировать качество шва. Сделать это можно несколькими способами:
- лестница;
- полумесяц;
- назад.
Шов потолка считается самым сложным
Видео: выполнение шва потолка
Вертикальный
При выполнении такого шва можно проводить электрод сверху вниз или снизу вверх.Чтобы металл не капал, электрод следует располагать под углом 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов за один проход.
При выполнении вертикального шва электрод располагается под углом 45-50 градусов
Видео: вертикальный шов
23,03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен отрегулировать угол наклона электрода и скорость перемещения.Сварка ведется слева направо или справа налево.
При выполнении горизонтального шва нужно правильно выбрать угол наклона электрода и скорость прохождения
Угловой
При формировании угловых или тройниковых швов детали располагаются под разными углами относительно лодки, так что расплавленный металл стекает в угол. Затем их прихватывают сваркой с двух сторон, один край конструкции должен быть немного выше другого.Движение электрода начинается с самой нижней точки.
При угловой сварке движение электрода начинается с самой нижней точки
Особенности сварки трубопроводов
Электродуговая сварка позволяет делать вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А также потолок и низ, расположенные соответственно вверху и внизу. Причем последний считается наиболее удобным для выполнения. Стальные трубы обычно сваривают встык с обязательным проваром всех кромок по высоте стены.Для уменьшения провисания внутри трубы выбирается угол наклона электрода не более 45 ° относительно горизонтали. Высота стыка – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва около 3 мм, а ширина 6-8 мм.
Перед тем, как приступить к сварке трубы электросваркой, проводим подготовительные работы:
- тщательно очистить деталь;
- , если концы трубы деформированы, обрезать или выпрямить их;
- зачищаем края.Зачищаем не менее 10 мм внешней и внутренней плоскостей, прилегающих к краям трубы, до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полной сварки. Поворотные и неповоротные соединения труб с шириной стенки до 6 мм выполняются не менее чем в 2 слоя. При ширине стен 6-12 мм выполняют три слоя, более 19 мм – четыре. Особенность сварки труб в том, что каждый шов, который накладывается на стык, необходимо очистить от шлака, после чего выполняется следующий.Первый шов – самый ответственный. Он должен полностью оплавить все края и затупления. Особенно тщательно осматривается на предмет трещин. Если они есть, их переплавляют или разрезают и фрагмент снова сваривают.
Финишный слой сделан максимально ровным с плавным переходом к основному металлу
Второй и все последующие слои выполняются путем медленного поворота трубы. Конец и начало всех слоев необходимо сдвинуть относительно предыдущего на 15-30 мм.Финальный слой выполняется с плавным переходом к основному металлу и с ровной поверхностью. Для повышения качества сварки труб электросваркой каждый последующий слой выполняется в обратном направлении относительно предыдущего, а точки их смыкания обязательно расположены в шахматном порядке.
Самосварка – занятие довольно сложное. Однако при желании вы все равно можете это освоить. Вам необходимо усвоить основные правила процесса и постепенно научиться выполнять простейшие упражнения.Не нужно тратить время и силы на освоение азов, которые станут основой мастерства. Впоследствии можно смело переходить к более сложным техникам, оттачивая свое мастерство.
В этой статье мы хотим раскрыть все нюансы электродной сварки для начинающих. Если вы не собираетесь становиться профессионалом в области сварки, но хотите научиться работать со сварочным аппаратом, мы проведем пару уроков по сварке для начинающих. Вы, конечно, не сразу станете сварщиком высшего класса, но этого и не требуется.Главное – понимать, как правильно готовить со сварочным аппаратом и электродами, если вы новичок, а также постигать основные приемы работы.
В этом руководстве по сварке для чайников мы ответим на следующие вопросы: «Как правильно сваривать для начинающих», «как сварить шов сваркой» и обязательно расскажем «как приготовить с помощью инверторной сварки».
Фиг.1 – Сварочный инвертор FUBAG IR 160
Сварка стержневыми электродами с покрытием плавящимися электродами (ручная дуговая сварка стержневыми электродами) Один из наиболее доступных методов сварки для обучения.
Наш первый урок сварки для начинающих
В первую очередь нужно определиться со своими задачами. От этого также будет зависеть выбор сварочного аппарата.
Основным параметром сварочного инвертора является диапазон сварочного тока. Выбор этого параметра напрямую связан с объемом, типом и периодичностью работ, которые вы планируете. Также желательно, чтобы ваш инвертор имел функцию облегчения зажигания и предотвращения прилипания электрода – это значительно облегчит развитие навыка зажигания и поддержания дуги.В этом видео мы подробно расскажем о них.
Предположим, ваша жена решила стать садовником, и вам нужно построить каркас теплицы или вы строите гаражный бокс.
Материалом для таких работ, как правило, является мелкоформатный прокат (уголки, профильные трубы) и листовая сталь толщиной 2-3 мм. Такие работы обычно проводят электродами 3 мм при токе 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10–160 А мы покажем вам, с чего начать.
Несколько слов о том, почему мы выбираем инвертор. Сварку металла с помощью инвертора проще, потому что аппарат обеспечивает постоянный сварочный ток (независимо от колебаний напряжения в сети). В результате дуга горит стабильно, металл слегка разбрызгивается. Еще один плюс сварочных инверторов FUBAG – они легкие.
Например, это устройство весит всего 3 кг.
Кроме того, современные инверторы оснащены функциями, облегчающими жизнь сварщикам, особенно новичкам, – горячий старт, антипригарное действие и дожигание дуги.
Названия функций звучат красиво, но зачем они нужны и как они облегчат вашу жизнь?
Горячий старт
Функция горячего старта HOTSTART обеспечивает уверенное зажигание дуги. В момент зажигания устройство автоматически увеличивает силу тока на доли секунды в дополнение к установленной сварщиком. Благодаря этому электрод моментально нагревается и легко зажигает дугу. Если в приборе нет такой функции, то могут возникнуть трудности с зажиганием дуги.
Дуга – усилие
Arc – сила ARK FORCE (форсаж дуги). Если в процессе сварки сварочная дуга по какой-то причине «рвется» и гаснет, функция arkforce автоматически подает дополнительные импульсы тока, что позволяет сварщику работать без случайного прерывания дуги.
Anti Stick
ANTI STICK (АНТИСТИК) – легкое отделение застрявшего электрода без повреждения покрытия.
Иногда электрод прилипает к металлу и возникает короткое замыкание.В этот момент отделить электрод от заготовки практически невозможно. При таком коротком замыкании срабатывает функция ANTI STICK и сбрасывает текущие значения до минимума. Электрод легко отсоединяется от заготовки. После этого ток автоматически возвращается к установленным значениям и можно продолжать работу с тем же электродом. – Подбираем электрод
Со сварочным инвертором все понятно. Что еще нужно чайникам для сварки – электроды! Вообще, чтобы выбрать электрод при сварке инвертором, нужно знать: тип металла и его толщину.для каждого вида металла и толщины подбирается свой электрод. Опытные сварщики также учитывают положение под сварку, глубину проплавления и другие нюансы, но для начала нам хватит толщины металла. У нас есть заготовка толщиной 3 мм, поэтому я выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете использовать следующую таблицу для выбора электродов для ручной дуговой сварки:
Рис.3 – электроды fubag FB46
По мере того, как вы приобретете собственный опыт и предпочтения, вы сможете выбрать удобные для вас диаметры и типы электродов.
При сварке защита глаз обязательна! Мы будем использовать маску сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большим полем зрения. Кроме того, вам потребуются леггинсы, комбинезон и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 – Сварочная маска FUBAG ULTIMA Panoramic 5-13
– Готовим рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Готовим на специальном демонстрационном столе. В рабочих условиях следите за тем, чтобы в непосредственной близости от места сварки не находились легковоспламеняющиеся материалы.
Часто начинающие сварщики допускают большую ошибку, пренебрегая подготовкой деталей к сварке. На свариваемых деталях всегда присутствуют различные загрязнения – ржавчина, краска.Такое загрязнение сказывается на качестве шва. Зоны швов необходимо зачистить металлической щеткой на ширину 20-25 мм от стыка. Если детали сильно загрязнены, их можно протереть ацетоном или растворителем.
Рис.5 – Очистка области шва
Устройство необходимо устанавливать в горизонтальном положении. Теперь подключаем сварочные кабели к разъемам питания аппарата.
Возможны два варианта подключения массы и электрододержателя:
Прямая полярность – когда деталь подключена к плюсу, а электрод к минусу.
Обратная полярность – электрод на плюс, деталь на минус.
Рис.6 – Подключение сварочных кабелей
На упаковке с электродами указана полярность, при которой рекомендуется с ними работать. Например, эти электроды предназначены для обратной полярности, т.е. они подключаются к плюсу.
Мы работаем с электродами как для обратной, так и для прямой сварки.
Рис.7 – Электроды FB 46 D3.0 мм
А готовить будем на обратной полярности.
Подробнее про прямую и обратную полярность – смотрите в видео «как выбрать электроды для сварки».
– Устанавливаем силу тока
Теперь вы можете подключить аппарат к сети и установить желаемый сварочный ток. Сила сварочного тока выбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться в таблицах, которые приведены на каждом сварочном аппарате.Как только вы наберетесь достаточного опыта, вы сможете настроить силу тока в соответствии со своим стилем.
Варим сталь электродами 3 мм диаметром 3. Соответственно выставляем необходимый нам рабочий ток – 100А. У нас есть цифровой дисплей, что значительно упрощает настройку и контроль силы тока.
Рис. 8 – Установка сварочного тока
Не устанавливайте значение выше максимального, иначе металл прогорит, но вы также можете резать металл таким способом.Если установить слишком низкий ток, дуга не загорится, и электрод начнет прилипать.
– Зажигаем сварочную дугу
Попрактикуемся в зажигании сварочной дуги. Есть два способа зажечь сварочную дугу – прикосновением и ударом.
- Удар по электроду Используя спичку в начальной точке сварки, мы вызываем зажигание дуги. Если быть точным, мы касаемся металла электродом, затем ведем его, касаясь поверхности, и плавно поднимаем электрод на заданное расстояние.
Рисунок: 9 – Способ зажигания сварочной дуги – зажигание
- Метод касания (его еще называют нарезкой) отличается только тем, что мы не ведем электрод по металлической поверхности, а просто касаемся его краем точки начала сварки и снимаем электрод.
Рис. 10 – Метод зажигания дуги – прикосновение
Держите электрод под углом примерно 45 градусов и старайтесь поддерживать зазор 3-4 мм между электродом и металлом, пока электрод выгорает и одновременно перемещается это по горизонтали.Если электрод заедает, раскачивайте его из стороны в сторону, оторвите и снова зажгите дугу. Достигните навыка получения стабильной дуги между электродом и деталью.
Попробуйте работать обоими способами и выберите тот, который вам больше всего подходит.
– Готовим
Когда вам удалось зажечь и поддерживать дугу, вы можете попробовать приварить валик. Для этого нужно зажечь дугу и плавно перемещать электрод по горизонтали, при этом совершая колебательные движения.Как будто «разгребает» расплавленный металл к центру дуги.
В конце шва совершите колебательные движения в стороны и снимите электрод по направлению к металлу шва. Этот трюк придаст сварному шву красоты (уберет кратер).
Рисунок: 11 – Сварка валика
К концу урока «Сварка для начинающих» У вас должен получиться хороший сварной шов с небольшими волнами металла сварного шва. После остывания необходимо отбить шлак.Этот ролик должен был получиться.
Рис.12 – Красивый шов
Когда вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу – пробовать готовить с разными типами швов. А вот какие бывают виды швов, как двигать электрод, чтобы добиться красивого и надежного шва, мы вам расскажем в следующей статье!
26 июля 2019Основы и правила инверторной сварки: подготовка к работе с электродом для начинающих, средства защиты, как правильно настроить и сформировать сварочный шов.Применение прямой и обратной полярности. Как научиться резать и готовить тонкий листовой металл.
В последние десятилетия, благодаря быстрому развитию полупроводниковой технологии, инверторная сварка стала доступна любому домашнему мастеру. Сейчас современный бытовой инверторный аппарат для ручной сварки с максимальным током 160 А и весом около 5 кг можно приобрести всего за 4,5-5,5 тысячи рублей. При этом в стандартной комплектации он будет оснащаться набором функций, значительно облегчающих работу сварщика и улучшающих качество сварного шва.Это не значит, что сварочный инвертор является устройством для «чайников» и не требует каких-либо знаний и навыков. Инверторная сварка основана на тех же дуговых процессах и технологиях сварки, что и при использовании сварочного трансформатора. Но в нем реализован ряд автоматизированных функций, которые ранее предоставлялись только высококвалифицированным сварщиком. К ним относятся легкое зажигание дуги (горячий старт), предотвращение прилипания электродов, переключение в импульсный режим для восстановления капельного переноса (дожигание дуги), а также ряд других функций, облегчающих сварку и повышающих безопасность труда.Кроме того, инверторы позволяют работать при пониженном напряжении питания и способны сглаживать скачки напряжения в широком диапазоне. Ниже будут изложены основные правила работы и несколько советов, которые могут быть полезны тем, кто впервые столкнется с этим типом сварочного оборудования.
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, а затем заземлить корпус.Если инвертор долгое время находился в эксплуатации, перед началом сварки необходимо обязательно осмотреть его на предмет скопления пыли во внутреннем пространстве. В случае чрезмерной запыленности очистите все силовые элементы и блоки управления сваркой сжатым воздухом с умеренным давлением. Для бесперебойной работы системы принудительной вентиляции аппарата вокруг него необходимо создать свободное пространство на расстоянии не менее полуметра. Запрещается готовить инверторными сварочными аппаратами вблизи мест работы шлифовальных и отрезных станков, так как они создают металлическую пыль, способную повредить силовую часть и электронику инвертора.При сварке на открытом пространстве аппарат необходимо защищать от прямых водяных брызг и солнечных лучей. Сварочный инвертор следует устанавливать на горизонтальной поверхности (или под углом, не превышающим значение, указанное в паспорте).
Внешний осмотр оборудования
Внешний осмотр сварочного инвертора проводится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изоляционных оболочек сварочного и питающего кабелей и, при необходимости, производится их замена или ремонт.Далее проверяется электрододержатель и зажим заземляющего кабеля, а также состояние вилок и розеток для подключения к сварочному инвертору. Следующим шагом является проверка панели управления сваркой на целостность тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и, при необходимости, проводится его чистка.Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получения ожогов летящими каплями расплавленного металла и воздействия света на сетчатку глаза излучением электрической дуги.Кроме того, возможны механические травмы и попадание выделяющихся в процессе сварки газов в дыхательные пути. Поэтому любому начинающему сварщику, решившему освоить сварочный инвертор, кроме самого устройства, необходимо приобрести комплект средств индивидуальной защиты, а также внимательно изучить правила безопасности при выполнении сварки. В стандартный комплект средств защиты сварщика входят маска и искробезопасные перчатки, а также спецодежда и обувь из негорючих и неплавких материалов.Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а детали и швы необходимо очищать в защитных очках.
Правила формирования сварного шва и возможные дефекты
Для получения качественного сварного соединения с инвертором необходимо сочетание нескольких факторов. Прежде всего, нужно правильно выбрать основные параметры будущего сварочного процесса, к которым относятся полярность напряжения, сила тока и диаметр электрода.Кроме того, необходимо знать правила использования различных типов электродов в зависимости от типа свариваемых материалов и видов сварки. Следующий важный момент – это технология самого процесса сварки. Чтобы научиться готовить даже с помощью инвертора, который значительно облегчает этот процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и поддержание длины дуги, перемещение электрода под разными углами и завершение сварки. Правильная работа всех этих компонентов обеспечивает желаемое качество сварного соединения.Кроме того, необходимо освоить подготовку места сварки, а также очистку образовавшегося шва от шлака.Неисправности, возникающие в процессе сварки с инвертором, возникают по разным причинам. В первую очередь, это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и погрешности в процессе сварки. Отсутствие плавления сварного шва и его насыщение шлаками может быть результатом недооценки сварочного тока, плохой очистки стыка или высокой скорости движения электрода.Причем неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают из-за особых физико-химических свойств свариваемого материала. Во избежание их требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Как правильно выбрать электрод
Диаметр электрода подбирается в соответствии с толщиной свариваемого металла.Кроме того, от этого параметра зависит величина сварочного тока, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении величины сварочного тока его плотность уменьшается, что делает дугу нестабильной и может приводить к различным дефектам. Размерный диапазон диаметров электродов для ручной сварки дискретный, поэтому значение тока из табличного диапазона обычно выбирается для конкретного электрода методом испытаний (см. Таблицу ниже).Чтобы правильно сваривать различные типы металлов с помощью инвертора, необходимо разбираться в типах покрытия электродов. Каждый из них предназначен либо для работы с определенными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электрода.
Пошаговые инструкции по сварке с инвертором для начинающих
Чтобы освоить инверторную сварку, начинающему сварщику необходимо изучить некоторые основы технологии сварки и освоить основы сварки стержневыми электродами.Кроме того, в обязательном порядке необходимо разобраться с ограничивающими возможностями электросети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для питания инвертора. Для обучения сварке стержневыми электродами листовой и конструкционной стали небольшой толщины с помощью инвертора достаточно приобрести комплект электродов с основным покрытием Ø 2 ÷ 3 мм. Также вам понадобится металлическая щетка для очистки сварных швов и поверхностей свариваемых деталей.Правильный выбор тока сварочного инвертора – ключ к качеству сварки. Для того, чтобы подобрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить выключатель питания устройства, а затем поворотом регулятора установить необходимое значение тока. Для некоторых устройств шкала его значений нанесена на лицевую панель инвертора по дуге вращения регулятора, для других отображается на цифровом индикаторе (см. Фото ниже).
В любом случае это будет приблизительное значение, поэтому вполне возможно, что силу тока для хорошего проплавления придется регулировать в процессе выполнения пробных сварных швов.
Как подключить электрод
На одном конце любого стержневого электрода 20 ÷ 30 мм внутреннего стержня свободны от покрытия. Этой деталью он фиксируется в держателе (держателе), через который на него подается сварочный ток. В настоящее время наиболее распространены зажимные держатели («прищепки») с внутренней частью губок, профилированной для стержня электрода.Эти устройства отличаются удобством, высокой скоростью замены шлаков на новые электроды и их жесткой фиксацией.Традиционно для зажигания сварочной дуги использовались два метода. Первым концом удерживаемого вертикально электрода слегка коснитесь поверхности металла, а затем оттяните его на несколько миллиметров (см. Левый рисунок ниже). Во втором случае его движение аналогично движению спичечной головки по боковой стороне коробки, поэтому оно называется «ударным» (см. Правый рисунок ниже).
При сварке инвертором движение электрода по свариваемым поверхностям осуществляется так же, как и при использовании других технологий ручной сварки.А также есть три основных типа его наклона по отношению к прямой линии движения (см. Рисунок ниже). Большинство сварных швов расположены под углом вперед. Это наиболее распространенная сварочная технология, которая лучше всего подходит для начинающих, осваивающих инверторную сварку. При работе в ограниченном пространстве и сварке труднодоступных мест применяется сварка с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков, хотя функции инвертора могут компенсировать некоторые их ошибки.Сварка угловых и стыковых соединений чаще всего выполняется сваркой с задним углом.При использовании инвертора зажигание электрода значительно облегчается наличием в этих устройствах специальной функции «горячий старт», которая при соприкосновении с металлом излучает импульс тока повышенной мощности, а при возникновении дуги происходит, возвращает текущее значение к номинальному.
Контроль дугового зазора
Электрическая дуга возникает в зазоре между концом электрода и плоскостью заготовки. Равномерность и качество шва во многом зависит от правильного выбора и поддержания необходимого значения сварочной дуги в процессе сварки с инвертором. В идеале техника сварки должна быть не больше диаметра электрода. Но выдерживать такое расстояние постоянно очень сложно, поэтому допустимой считается дуга, не превышающая диаметр более чем на один-два миллиметра.Сварка тонкого металла инвертором
Возможности инвертора полностью реализованы при сварке металлопроката толщиной менее 2 мм. Сварка таких материалов осуществляется при малых сварочных токах и требует высокой стабильности процесса сварки, что легко реализуется при использовании аппарата с инверторным источником питания. Тонкие металлические листы легко прожигаются при коротком замыкании в сварочной дуге. Чтобы предотвратить это явление, в инверторах есть специальная функция, которая автоматически снижает значение тока на время короткого замыкания.Еще одна полезная особенность инверторов – подбор оптимальных параметров при зажигании дуги, что позволяет избежать непровара и прожога на начальном участке шва. Кроме того, во время процесса сварки инвертор может адаптивно поддерживать необходимое значение рабочего тока с колебаниями размера сварочной дуги.
В сварочной дуге электрический ток – это поток электронов, движущихся в плазме от отрицательного электрода (катода) к положительному (анод).В этом случае около одной трети тепловой энергии аккумулируется на катоде, а две трети – на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет больше тепла: на заготовке или на электроде. Прямая полярность считается стандартной, когда электрод подключается к отрицательной клемме инвертора, а деталь – к положительной клемме (см. Рисунок ниже). В этом режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленным расходом электрода.Этот метод используется для сварки большинства конструкционных сталей с низким и средним содержанием углерода, а также изделий из чугуна.
При сварке с обратной полярностью электрододержатель подключается к положительному контакту инвертора, а клемма заземления – к отрицательному. В этом случае происходит отрыв электронов от металла заготовки, и их поток направлен в сторону электрода. В результате на нем выделяется большая часть тепловой энергии, что позволяет производить сварку инвертором с ограниченным нагревом свариваемой детали.Этот режим используется при сварке тонких металлических деталей, нержавеющих сталей и металлов с низкой устойчивостью к высоким температурам. Кроме того, обратная полярность используется, когда необходимо увеличить скорость плавления электрода, а также когда инвертор сваривает детали в газовой атмосфере или с использованием флюсов.
Как резать металл электродом
Электродуговые аппараты (в том числе инверторные) используются не только для сварки, но и для резки металла. Для этих целей предпочтительно использовать специализированные электроды марки ОЗР-1, хотя, в принципе, подходят и обычные электроды, для сварки с обратной полярностью.Так же, как и при сварке, при резке электрод движется под углом вперед, при этом сварочный ток выбран на 20 ÷ 50% больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. Например, при использовании инвертора для резки низкоуглеродистой конструкционной стали толщиной до 20 мм электродом диаметром 3 мм рабочий ток будет в диапазоне от 150 до 200 А.
Все современные инверторы имеют три неотключаемые функции в системе управления, которые предназначены для оптимизации процесса сварки.Среди них – дожигатель дуги, который разрушает непрерывный поток жидкого металла. Какое влияние эти функции оказывают на процесс резки? Если кто знает ответ на этот вопрос, поделитесь информацией в комментариях.
Что такое MMA (ручная дуговая сварка металла)? – Как это работает?
0Последнее обновление
Один из наиболее широко используемых и универсальных подходов к дуговой сварке, ручная металлическая дуговая сварка (MMA), включает создание дуги между анодом с металлическим покрытием и заготовкой.
Итак, что такое сварка стержневыми электродами? Это также называется дуговой сваркой защищенного металла (SMAW). Это процедура, при которой между покрытым анодом и заготовкой горит электрическая дуга.
В этой статье мы обсудим все, что вам нужно знать о ручной дуговой сварке металла. Мы также кратко рассмотрим другие вопросы, связанные со сваркой MMA. Давайте прямо сейчас!
Как работает сварка стержневыми электродами?
Это может быть решающий вопрос о сварке стержневыми электродами.При сварке стержневыми электродами необходимо поместить анод в электрододержатель, и он на короткое время коснется соединяемой точки. Возникает короткое замыкание, и дуга начинается после подъема анода.
Анод с покрытием превращается в жидкость, а затем на свариваемой поверхности образуется шлак. Тепло от дуги оттаивает анод и основной металл, который при охлаждении образует сплошную твердую массу.
Металлический анод или сердечник кабеля действует как расходный материал. Это идеальный метод крепления для многих посредственных и высокопрочных углеродистых сталей.
Электрический ток, вырабатываемый источником питания для сварки, используется для создания дуги между анодом и свариваемым металлом. Дуга превращает сердечник анода в жидкость, образуя капли расплавленного металла. Процедура создает сварной шов.
Кредит изображения: Данил Евский, Shutterstock
Флюсовое покрытие на электроде также оттаивает и образует защитный газ. Он создает слой шлака, который защищает сварной шов от ухудшения атмосферы. Избавьтесь от шлакового слоя после каждой сварки.
Есть семь различных факторов и параметров, которые определяют успех сварки MMA. В их число входят:
- Правильный электрод
- Подходящая скорость движения
- Правильный размер анода для задачи
- Подходящий угол электрода для работы
- Идеальный сварочный ток
- Соответствующая длина дуги
Как только возникает дуга между анодом и заготовкой, материал связывается, образуя сварочную ванну.
Кроме того, анод имеет внешнее покрытие, известное как электродный флюс. Он тает и создает препятствие над сварочной ванной, чтобы остановить загрязнение расплавленной ванны.
Охлаждает и образует твердый шлак на поверхности сварного шва. После того, как вы закончили или перед введением еще одного сварного шва, вам нужно удалить шлак с сварного шва. Из-за длины анода, процесс может привести к образованию только более коротких сварных швов, прежде чем вы вставите новый электрод в держатель.
Важность переменного / постоянного тока
Качество наплавленного металла зависит от опыта сварщика.Источник питания выдает на выходе постоянный ток (CC). Это может быть AC (переменный ток) или DC (постоянный ток).
Во время небольших работ по техобслуживанию или в домашних условиях вы будете использовать крошечные, несколько недорогие комплекты тока (переменного тока). Выход постоянного тока является наиболее часто используемым сегодня набором, хотя вы можете использовать пару более крупных наборов переменного тока в тяжелой промышленности.
Важно отметить, что не все аноды постоянного тока могут работать с выходной мощностью переменного тока. Тем не менее, аноды переменного тока могут работать как на переменном, так и на постоянном токе.DC – наиболее часто используемый режим. Может показаться, что источник питания переменного тока заменяет трансформаторы или железный сердечник.
Кредит изображения: Данил Евский, Shutterstock
Каков принцип работы сварки MMA?
СваркаMMA, обычно известная как ручная дуговая сварка металла, является надежным и беспристрастным методом. Это не требует большого опыта. При этом присадочный материал, основной металл и покрытый флюс нагреваются электрической дугой.
Когда они плавятся, образуется прочный сварной шов.Здесь вы обнаружите, что он образован отверждением благородных газов.
При применении электрической дуги температура покрытого и затвердевшего газового материала повышается и образует защитный благородный газ на рабочем месте. Этот материал с покрытием означает, что не требуется дополнительный газовый баллон для предотвращения дополнительной атмосферной реакции на заготовку.
Как сварщик, убедитесь, что у вас есть качественное сварное соединение, приняв некоторые из следующих мер:
Требуемая точность сварочного тока
В зависимости от типа сварочного объекта вам понадобится подходящий ток для создания стабильной электрической дуги, которая может хорошо разморозить основной материал.Если дуги нет, качество сварного шва снизится.
Выбор подходящего стержня
Вы должны выбрать стержень, который имеет физические и химические свойства, аналогичные исходному металлу. Наличие электроэнергии также влияет на ваш выбор сварочного стержня. Некоторым палочкам требуется больше тепла, чтобы расплавить дугу.
Размер сварочного стержня также имеет решающее значение при выборе сварочного стержня. Длина стержня должна соответствовать рабочему месту, чтобы сэкономить время при замене стержней.
Уголок для сварки
Положение сварочного уголка также принимается во внимание, если вы хотите получить качественный сварной шов. Если вы сварщик, у вас должен быть достаточный опыт удержания кромки сварочного пистолета. Поместите сварочный пистолет в нужное место, где требуется сварка.
Кредит изображения: Tortoon, Shutterstock
Где используется сварка стержневыми электродами?
Сварку стержневыми электродами можно использовать для соединения большинства чугунов, сталей, нержавеющей стали и многих других материалов, не содержащих железа. Другие металлы, которые можно прикрепить с помощью сварки MMA, – это никель, алюминий и медные сплавы.Для многих высокопрочных и низкоуглеродистых сталей предпочтительным методом является сварка стержневыми электродами.
СваркуMMA ежедневно используют ремесленники, домашние мастера, работники службы безопасности по металлу и производители металла, а также на рабочих местах по укладке труб. Он включает формирование электрической дуги высокой интенсивности между прикрепляемыми металлами и защищенным анодом с металлическим сердечником.
Кроме того, в отличие от сварки MIG или TIG, сварка MMA не зависит от погодных условий. Это делает ее наиболее эффективной процедурой сварки на открытом воздухе.
Что такое инверторная сварка MMA?
Современные инверторные сварочные аппараты могут помочь в решении различных вопросов, связанных со сваркой MMA. Они обладают прекрасными свойствами и эффективностью, потому что вы можете выполнять любую операцию в электронном виде.
Тем не менее, предпочитаемый вами сварочный инверторный источник питания должен обладать достаточной прочностью, чтобы оттаивать сварочный материал и анод, с достаточной мощностью для поддержания напряжения дуги.
Для процедуры ручной дуговой сварки обычно требуется выходная мощность от 50 до 350 ампер.Всегда рекомендуется читать инструкции производителя перед использованием инверторной сварки, хотя аноды, используемые для устройства, предназначены для работы на нескольких уровнях напряжения и выходной мощности.
Инверторные сварочные аппаратыMMA экономичны. У них есть и другие преимущества, такие как:
- Они могут предложить больший выход для небольших устройств.
- Инверторные сварочные аппараты более компактны и легки.
- Они могут предложить энергоэффективный источник питания.
Преимущества сварки MMA
- Сварочное оборудование портативное, и его стоимость несколько невысока.
- Процедура сварки MMA имеет бесчисленное множество применений из-за наличия большого количества анодов.
- Вы можете использовать его для сварки самых разных металлов и их сплавов.
- Сварку стержневыми электродами можно выполнять в любом положении с высочайшим качеством сварки.
- Вы также можете использовать процедуру ручной дуговой сварки для наплавки и наплавки металла, чтобы восстановить права собственности на детали или улучшить другие свойства, такие как износостойкость.
- Соединения (например, между соплами и кожухом в резервуаре высокого давления) нельзя сваривать с помощью автоматических сварочных аппаратов из-за их расположения.Однако этого легко добиться, если использовать ручную дуговую сварку металла.
Недостатки сварки MMA
- Ограниченная длина каждого анода и хрупкое флюсовое покрытие затрудняют автоматизацию процедуры.
- При сварке длинных соединений, например сосудов под давлением, сварку необходимо продолжить со следующим анодом после того, как один электрод закончился. Если вы не позаботитесь об этом, неисправность, такая как включение шлака или недостаточное проплавление, может произойти в точке, где снова начинается сварка с использованием нового электрода.
- В этой процедуре используются стержневые аноды, поэтому она намного медленнее, чем сварка MIG.
Кредит изображения: Крыся, Shutterstock
Преимущества и недостатки аппаратов для сварки постоянным и переменным током
Преимущества комплектов для сварки на переменном токе
- Они более доступны по цене, чем наборы постоянного тока. Начальная цена выше, чем у комплекта DC с аналогичным рейтингом.
- Он практически не требует обслуживания. Это потому, что сварочный аппарат переменного тока не имеет движущихся частей.
- В нем нет такой вещи, как «дуга», как в аппарате для сварки постоянным током.
Недостатки сварочных агрегатов на переменном токе
- Аноды из цветного железа плохо откладываются.
- Риск поражения электрическим током более выражен при использовании переменного тока, чем при использовании постоянного тока.
Преимущества комплектов для сварки постоянным током
- Вы можете использовать установку постоянного тока для нанесения анодов как из железа, так и из других металлов.
- Обеспечивает более плавную сварку и, следовательно, дает дополнительное преимущество при сварке тонких листов.
- Безопаснее использовать во влажных условиях, где существует большая опасность поражения электрическим током, например, при работе котла.
- В труднодоступных местах, где отсутствует электроснабжение, можно использовать дизельное топливо или бензин, например, на стройплощадках.
Недостатки аппаратов для сварки постоянным током
- Это дороже, чем сварочные аппараты переменного тока.
- Сварочный аппарат имеет движущиеся части, поэтому периодическое обслуживание является обязательным условием.
- У «дуги» есть проблемы.
Что такое дуговая дуга при использовании аппарата для сварки постоянным током?
«Дуговая дуга» возникает при сварке на постоянном токе. Дуга отодвигается от точки сварки, особенно если вы ведете сварку в укромных уголках. Проводники, по которым проходит ток, в частности, обратный провод от заготовки и сварочный провод от установленного транспортного тока в противоположном направлении.
Таким образом создается отталкивающая магнитная сила, которая влияет на сварочную дугу постоянного тока.Эти условия чаще всего возникают, если вы используете токи выше 200 или ниже 40 ампер. Наилучший тип подключения должен:
- Сварка вдали от заземления
- Изменить положение заземляющего провода во время работы
- Оберните сварочную проволоку на пару оборотов вокруг заготовки, по возможности на балках
- Если вы работаете на верстаке, измените рабочее положение на столе
Часто задаваемые вопросы
Какие четыре типа сварки?
Четыре основных типа сварки включают:
- МИГ (газовая дуговая сварка металла).
- MMA (Дуговая сварка защищенного металла).
- TIG (газовая вольфрамо-дуговая газовая сварка).
- Цветная дуговая сварка под флюсом.
Что такое процедура сварки стержневыми электродами?
MMA (ручная дуговая сварка металла) является наиболее универсальной и одной из наиболее часто используемых процедур дуговой сварки. Между металлическим анодом с покрытием и заготовкой зажигается дуга. Тепло дуги оттаивает основной металл и анод, которые смешиваются, образуя непрерывную твердую массу по мере того, как они остывают.
Что произойдет, если вы посмотрите на сварщика?
Ожоги от вспышки могут возникнуть, если вы предрасположены к воздействию яркого УФ (ультрафиолетового) света. Они вызваны ультрафиолетовым излучением всех типов. Однако наиболее распространенным источником являются сварочные горелки. По этой причине его иногда называют «вспышкой сварщика» или «дуговым глазом». Ожоги от вспышки похожи на солнечные ожоги глаза и могут поражать оба глаза.
Между сваркой снизу и вверх, что лучше?
Если ваши материалы толще листового металла, выполняйте вертикальную сварку на подъеме.При сварке более тонких листов выполняйте сварку под уклон, так как требуется меньшее проплавление, а более высокая скорость движения приводит к более низким температурам, которые предотвращают выгорание.
Кредит изображения: Extarz, Shutterstock
A Краткое руководство
Когда использовать сварку стержневыми электродами
- Работа с тонкими и хрупкими металлами
- Если у вас нет защитного газа
- Если вы опытный сварщик
- Для легких сварочных задач
Когда использовать сварку MIG
- Сварка сверхпрочной металлической пластины
- При наличии защитного газа
- Если вы начинающий сварщик
- Для тяжелых сварочных работ
Заключение
СваркаMMA включает в себя все, что мы подробно описали выше.Обладая информацией, приведенной в этой статье, вы можете решить, является ли сварка MMA процедурой, которую вы бы предпочли использовать по сравнению с другими типами сварки для вашего конкретного приложения.
Изображение предоставлено: Jirasin Snap, Shutterstock
Обучение сварке инверторов. Как правильно сварить металл на инверторном сварочном аппарате
Сварочный инвертор – оборудование, которое помогает значительно упростить работу мастера и более эффективно выполнять каждый этап сварки.Однако достижение такого результата возможно только при правильном использовании агрегата. Об этом и поговорим дальше.
Основные правила перед вводом в эксплуатацию инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки , которое не будет загромождено лишними предметами и позволит вам работать без неудобств. Не используйте такое оборудование в холодную погоду или при высокой влажности без навеса, также следует избегать размещения устройства в очень пыльных помещениях и размещения металлической стружки или другого мусора рядом с рабочим местом.
- обратите внимание на технические возможности вашего устройства (коэффициент продолжительности включения – КП), такие характеристики помогут вам узнать, сколько времени он может проработать до перегрева. Это также предотвратит повреждение проводки.
- Время бесперебойной работы считается исходя из того, что на КП – 100%, процесс сварки на максимальном токе – 10 минут. Как правило, инверторы выпускаются с редуктором 60, 70%, что позволяет работать 6-7 минут.Остальные 3-4 минуты – время остывания аппарата, а также способ предотвратить ухудшение здоровья рабочего из-за более тяжелого воздуха, связанного с работой такого оборудования.
- Во избежание поломок не ставьте перед агрегатом невыносимые задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – это регулировка тока и стабильное положение дуги … Именно эти факторы помогут предотвратить прилипание электрода и позволят создать правильные и аккуратные швы.
В комплекте со сварочным инвертором обязательно использовать вспомогательные средства индивидуальной защиты:
- куртка
- перчатки
- маска с затемненным стеклом
Особое внимание стоит уделить своим светофильтрам, так как они разной степени тонируются. Подбирать светофильтр нужно в зависимости от используемого электрода, чтобы стекло позволяло видеть сварочную ванну и защищало зрение от искр.
Это обеспечит максимальную безопасность вашего бизнеса.
Также стоит обратить особое внимание на выбор проводов , которые соединяются с помощью специального зажима к основному проводу. По пропускной способности электрического тока они различаются от 200 до 500 А, для домашнего использования, как правило, используются минимальные, однако стоит выбирать их с учетом толщины выбранного электрода и силы проводимого тока. .
Не забывайте, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо использовать электрододержатели. Это могут быть плоскогубцы или специальные держатели для сварки.
Подготовка сварочного инвертора к работе
Для успешной работы с таким оборудованием необходимо соблюдать порядок выполнения всех действий:
Запустить процесс сварки
- Вставьте электрод в держатель
- Присоедините зажим к обрабатываемой детали
- Зажгите дугу прикосновением (принцип аналогичен зажиганию спички).Только электрод лучше всего держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Проведите зажженной дугой медленным движением вперед по заготовке, пока не образуется угол 75 градусов. В этом случае лучше сфокусироваться не на свете, создаваемом дугой, а сфокусироваться на сварочной ванне, чтобы контролировать процесс сварки.
- При сварке главное соблюдать расстояние между электродом и рабочим металлом (дуговой промежуток).Правильный подбор такого зазора позволяет удерживать конец на одном уровне на протяжении всего процесса и обеспечивает создание необходимых швов с постепенным сгоранием электрода.
- Излишки металлической стружки на образовавшемся сварочном шве после остывания заготовки необходимо удалить молотком, а затем зачистить щеткой до блеска.
В результате должен получиться красивый и качественный шов.
Помощь новичкам
Успех и плодотворность работы с современными инверторами для начинающих обеспечивают встроенные автоматические системы, к которым относятся:
- Система Hot Start решает наиболее распространенную проблему, с которой сталкивается большинство новичков – сложность зажигания дуги в первый раз.
- Функция Сила дуги позволяет предотвратить прилипание электрода в случае быстрого приближения последнего к заготовке за счет увеличения сварочного тока.
- Если электрод все еще застрял, можно использовать функцию Anti-Stick, которая отключает сварочный ток и помогает предотвратить перегрев сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора существенно облегчит работу как профессионалам, так и сгладит типичные ошибки новичков, позволив им производить более качественную продукцию… Такое оборудование удобно в использовании и обеспечивает создание сварочных швов, близких к идеальным.
В частном доме, на даче или в гараже часто возникает необходимость соединять различные металлические детали и создавать из них конструкции. Каждый раз обращаться за помощью к профессионалам в такой ситуации нет смысла, ведь сварочный аппарат можно приобрести самостоятельно.
В магазинах имеется широкий выбор устройств в различных ценовых категориях, поэтому инверторная сварка для начинающих – лучшее, что может предложить рынок.
Инверторные устройстваотличаются довольно высоким КПД и простотой в эксплуатации. Основная нагрузка по функционированию такого оборудования ложится на электросеть.
Он имеет накопительные конденсаторы, которые позволяют ему накапливать энергию и обеспечивать плавный процесс сварки и мягкое зажигание дуги.
В отличие от старых устройств, которые обеспечивают максимальный прирост электроэнергии для работы, в результате чего могут выбивать вилки, инвертор позволяет спокойно работать от бытовой электросети.
Дефекты сварных швов.
Чтобы понять, как готовить с помощью инверторной сварки, необходимо разбираться в основах ее работы.
В таких ручных сварочных аппаратах дуга образуется в результате контакта электрода с заготовкой. Под воздействием температуры металл и электрод плавятся. Расплавленная часть стержня и продукт образуют ванну.
Покрытие стержня также частично плавится, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода.Это защищает продукт от окисления.
Каждый электрод, в зависимости от его диаметра, рассчитан на определенную силу тока. Если его уменьшить ниже заданного значения, то шов не получится. Увеличение этого параметра приведет к образованию шва, но стержень будет перегорать слишком быстро.
По окончании сварки покрытие остывает, превращаясь в шлак. Он закрывает стык металлических деталей снаружи. Постукивая по шву молотком, легко избавиться от шлака.
Есть еще простые правила сварки. Чтобы дуга не погасла во время работы, сварщик должен поддерживать постоянное расстояние между стержнем и заготовкой.
Сделать это не так просто из-за плавления электрода, поэтому его нужно подавать в зону сварки с постоянной скоростью. Кроме того, необходимо стараться направлять электрод точно по стыку, чтобы получить наилучшее качество шва.
Методы сварки
На данный момент существует множество способов сварки.Они делятся по разным критериям. Эта информация будет полезна новичку, поэтому вам обязательно стоит с ней ознакомиться.
В зависимости от нагрева края изделия могут полностью оплавиться или находиться в пластичном состоянии. Первый способ также требует приложения определенных усилий к соединяемым деталям – сварка давлением.
Во втором случае соединение образуется в результате образования сварочной ванны, содержащей расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие вообще не нагревается – холодная сварка или не доведенная до пластического состояния – соединение с помощью ультразвука.
Методы и виды сварки.
Другие виды сварки перечислены ниже:
- Кузнец.
V При использовании этого метода концы соединяемых изделий нагревают в печи, а затем куют. Этот метод является одним из самых древних и сегодня практически не применяется. - Газовый пресс.
Края изделий нагреваются ацетилено-кислородной трибой по всей плоскости и доводятся до пластического состояния, после чего сжимаются. Этот метод очень эффективен и действенен. Применяется при строительстве газопроводов, железной дороги, машиностроении. - Связаться.
Детали входят в электрическую цепь сварочного оборудования и через них проходит ток. В месте соприкосновения деталей происходит короткое замыкание, в результате чего большое количество тепла.Достаточно расплавить и склеить металл. - Стык, точечный и шовный – разновидности контактного способа крепления изделия.
- Ролик.
Применяется для соединения листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл удерживается вместе за счет сжигания термитов – смеси порошка оксида железа и чистого алюминия. - Атомная вода.
Края изделия оплавляются под действием дуги, горящей между двумя вольфрамовыми электродами.Электроды подключаются к специальным держателям, через которые подается водород. В результате дуга и расплавленный металл сварочной ванны защищены водородом от вредного воздействия атмосферных газов, таких как кислород и азот. - Газ.
Суть метода заключается в использовании пламени для нагрева и плавления деталей. Пламя создается путем сжигания горючего газа в атмосфере кислорода. Газо-кислородная смесь получается с помощью специальных горелок.
Под действием дуги атомарно-водородной сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом снова объединяются.В результате этого процесса выделяется большое количество тепла. Метод используется для сварки тонких металлов, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Промежутки между изделиями заполняются присадочной проволокой. Этот метод широко применяется в различных сферах жизни человека. Чаще всего встречается при стыковке тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным устройством немаловажное значение имеет полярность электродов.В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать разные условия сварки.
Пошаговая инструкция по сварке инвертором
Прежде всего, для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром, защищающим глаза;
- грубая куртка и брюки из материала, не воспламеняющегося от искр, возникающих в процессе сварки;
- Туфли закрытые на толстой подошве.
Положение электрода при сварке.
Перед тем, как приступить к приготовлению пищи с помощью сварочного инвертора, необходимо принять необходимые меры по созданию безопасной рабочей среды.
Правильная подготовка рабочего места состоит из:
- обеспечив необходимое свободное место на столе, следует убрать все ненужные предметы, но которые могут быть забрызганы;
- создание качественного освещения;
- выполнять необходимые сварочные работы, стоя на деревянном настиле, защищая от поражения электрическим током.
Затем ток регулируется в зависимости от толщины деталей и подбираются электроды. К последним нужно подготовить. Если они были только что куплены в розничной сети и их качество не вызывает сомнений, то этот шаг можно пропустить.
Если стержни длительное время находились в неотапливаемом влажном помещении, то их нужно просушить два-три часа при температуре 2000 градусов. Для этого можно использовать старую духовку или специальное оборудование, если оно есть.
После подготовки электродов к изделию подключают клемму заземления.
Для получения качественного и надежного соединения необходимо подготовить металл:
- полностью удалена ржавчина с краев изделия;
- с помощью растворителей проводится очистка от различных загрязнений;
- на последнем этапе проверяются кромки на чистоту, недопустимо наличие жира, лакокрасочного покрытия и других загрязнений.
Далее необходимо подключить сварочный инвертор… Лучше тренироваться на толстом металлическом листе, формируя шов в виде валика. Выполните первое соединение на металле, лежащем горизонтально на столе. На нем нарисуйте мелом прямую линию, по которой будет идти шов.
Схема подключения инвертора.
В процессе обучения на таком объекте можно значительно улучшить технику сварки.
Процесс сварки начинается с зажигания дуги.
Это можно сделать двумя способами:
- поразительный металл;
- нарезание резьбы по металлу.
Выбор метода зависит от предпочтений человека, главное при розжиге не оставлять следов сварки вне зоны стыка.
После зажигания дуги дуга зажигается от контакта с металлом, сварщик снимает электрод с поверхности детали на короткое расстояние, соответствующее длине дуги, и начинает сварку.
В результате на стыке двух металлических частей сварка … Покроется окалиной – окалиной на поверхности.Его нужно удалить. Это можно сделать очень просто, постучав по шву небольшим молотком.
Прямая и обратная полярность
Металл для сварки плавится дугой. Он, как отмечалось выше, образуется между поверхностью изделия и электродом, поскольку они подключены к противоположным выводам устройства.
Существует два основных варианта выполнения сварки, которые отличаются друг от друга порядком подключения и называются прямой и обратной полярностью.
В первом случае шток подключается к минусу, а деталь к плюсу. В этом случае к металлу происходит повышенный подвод тепла. В результате получается глубокая и узкая зона плавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а продукт к минусу. В этом случае зона плавления широкая и неглубокая.
Выбор полярности полностью определяется используемым продуктом.Сварка может производиться на двух типах полярности. При выборе следует учитывать момент, когда элемент, подключенный к плюсу, подвергается большему нагреву.
Например, тонкие металлические изделия сложно приготовить из-за возможного перегрева и подгорания. В этом случае деталь подключается к минусу. Токи также подбираются в соответствии с диаметром электрода и толщиной металла. Эти данные взяты из специальной таблицы.
Влияние скорости подачи электрода
Скорость подачи сварочных электродов должна быть достаточной для подачи необходимого количества расплавленного материала.Недостаточное количество может привести к подрезу. Этот фактор очень важен как для прямой, так и для обратной полярности при сварке.
Во время дуговой сварки из-за быстрого движения стержня по стыку мощности дуги может быть недостаточно для нагрева металла. В результате образуется неглубокий шов, лежащий поверх металла. В этом случае края остаются не оплавленными.
Медленное продвижение электрода приводит к перегреву. В этом случае возможно обгорание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее, на данный момент до сих пор большая часть качественно выполненных работ определяется именно мастерством человека.
Влияние тока
Таблица выбора сварочного тока.
Осваивая основы инверторной сварки, важно понимать, какую силу тока нужно установить в каждой конкретной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока взяты из таблицы, в ней же указаны размеры электродов. Однако эти значения, однако величины тока не точны, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В повседневных задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В этом случае нужно помнить об основах инверторной сварки для начинающих, а именно о важности подключения изделия к правильной опоре.Тонкие детали подключаются к «минусу» сварочного аппарата.
Чтобы научиться правильно готовить и получить красивые швы, нужно потренироваться.
Вот несколько полезных советов, которые могут улучшить навыки:
- начать приготовление на минимальном токе;
- формируют шов под углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить деформацию во время сварки.
Типичные ошибки новичков
Схема дуговой сварки.
Начинающие сварщики склонны ошибаться из-за незнания основ использования сварочного оборудования. Например, новички могут не знать, как выбрать правильную полярность для инверторной сварки, что приведет к плохому образованию стыка или даже прожиганию детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного аппарата;
- использование некачественных или неподготовленных электродов;
- работа без пробных швов.
Новичкам стоит отдельно отметить одну особенность, если вы готовите сваркой Ресант. Это оборудование очень популярно, однако оно имеет короткие соединительные кабели, что может быть неудобно в эксплуатации.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможным решать множество повседневных задач, часто возникающих при работе на даче или в гараже. Новичкам стоит обратить особое внимание на полярность инверторной сварки деталей разной толщины.
Поняв, как правильно настроить оборудование и выбрать электрод, можно будет получить качественные швы на любом изделии. Обязательно обратите внимание на прямую и обратную полярность подключения сварочного инвертора.
При сварке толстых деталей инвертор использует прямую полярность и обратную полярность для тонких деталей.
Ручная дуговая сварка с инвертором – это один из самых доступных методов сварки металлов для обучения … Для этого требуется минимум оборудования, а бюджетная сталь стоит очень дешево. Но при этом ручная инверторная сварка для начинающих сварщиков сложнее, чем сварка.
Ряд нюансов, незаметных на первый взгляд, играют важную роль в окончательном качестве шва.Итак, что потребуется начинающему сварщику?
- Напрямую. Не нужно гнаться за дорогими моделями – цена сварочного аппарата на самом деле означает гораздо меньше, чем мастерство сварщика.Но и откровенно дешевые модели – не лучший выбор: отсутствие в них цепей ограничения зажигания усложнит первые уроки, а меньшая надежность может привести к быстрой поломке в неопытных руках.
Основным параметром инвертора является диапазон регулировки сварочного тока. В принципе аппарат с максимальным током до 160 А можно использовать как для сварки, так и для резки металла, но в этом режиме он будет заметно перегружен.
Продолжительность непрерывной работы инвертора определяется так называемым рабочим циклом (постоянное включение), который определяет процентное время работы и охлаждения инвертора.Поскольку PV увеличивается с уменьшением тока, более мощный сварочный аппарат может работать дольше без перегрева при том же токе.
Следовательно, лучшим выбором для новичка будет сварочный аппарат с максимальным током 180-200 А. Желательно, чтобы он имел функцию облегчения зажигания или, по крайней мере, максимального напряжения холостого хода – это значительно облегчит развитие навыка зажигания и удержания дуги. - Сварочная маска – основной защитный элемент оборудования сварщика.Он защищает не только от брызг металла и яркого света, но и от невидимого мощного ультрафиолетового луча, создаваемого дугой. Автоматическая маска-хамелеон с регулируемым затенением лучше всего подходит для начинающего сварщика.
- Леггинсы и халаты из плотной ткани защищают тело от брызг металла. Если халат в какой-то мере можно заменить толстой хлопковой одеждой, то необходимо использовать леггинсы.
Необходимо четко понимать правила безопасности. Удалите в области сварного шва все легковоспламеняющиеся или тлеющие предметы. : Капли горячего металла часто летят непредсказуемо далеко и могут вызвать пожар.Неудивительно, что правила техники безопасности требуют, чтобы прекратил сварку за час до конца рабочего дня. можно было обнаружить начало тления. Приобретите и храните огнетушитель с двуокисью углерода в доступном месте.
Начинайте зажигать дугу только после надевания маски. Даже кратковременная вспышка может вызвать серьезные ожоги сетчатки глаза, особенно при сварке нержавеющей стали … Коварство ожога сетчатки заключается в том, что его симптомы проявляются через некоторое время. Например, используя инвертор вечером, вы можете проснуться утром с липкими веками и сильным жжением слизистых оболочек глаз, которые станет очень трудно открыть.В этом случае быстро поможет народное средство – пакетики с заваренным чаем, надетые на глаза. Профессиональный сварщик не застрахован от ожогов («ловли кроликов»), поэтому держите глазные капли на складе.
Не забывайте, что при сварке металла сверхвысокие температуры … Прикасаться к шву можно только после того, как он полностью остынет – можно получить ожог даже через лосины.Предлагаем посмотреть видеоурок по сварке для начинающих, необходимое оборудование и все нюансы
Сварочный инвертор – это устройство, позволяющее соединять металл сваркой. Инверторная сварка проще, проще и доступнее по сравнению с выпрямителем или трансформатором. Как научиться сваривать металл инвертором?
Инверторная сварка: последовательность операций
Технология сварки состоит из серии последовательных этапов. Их правильное исполнение дает качественный результат – сплошное прочное соединение двух металлических поверхностей. Как правильно сваривать металл инвертором, на что обращать внимание при обучении сварке?
Вернуться к содержанию
Подготовка к сварке
- Подготовка места под сварку.Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут загореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подключается к электрической сети … Два уса (провода с выводами «+» и «-») армируются следующим образом: клемма «плюс» крепится к одной из сваренных металлических поверхностей. , в минусовую клемму вставляется электрод (такое подключение называется прямой полярностью, оно наиболее распространено). На тело сварщика надевается защитная одежда (брюки, куртка, перчатки), на лицо надевается щит из темного стекла (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблер) – появляется небольшой гул. Устанавливаем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм требуется сварочный ток 100 А. Опускаем маску на лицо (рис. 1).
Вернуться к содержанию
Зажигание дуги в начале сварки
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступим к сварке. Вначале нужно зажечь дугу. С опытом будет легко. Для начинающего сварщика зажигание дуги – первая сложность. Перед зажиганием электрод постукивают по металлической поверхности, чтобы удалить покрытие с его конца. Для зажигания дуги на холодном металле (в начале сварки) применяется метод зажигания. Это похоже на зажигание спички. Электрод проводят по металлу, слегка касаясь поверхности свариваемой детали.У неопытного начинающего сварщика стержень часто прилипает (прилипает к металлу). Чтобы его отклеить, нужно резко наклонить клемму с электродом в другую сторону (отломить стержень от детали). Если не работает, отключите питание инвертора. Когда ток прерывается, залипание исчезнет.
- Качаем до тех пор, пока не образуется электрическая дуга. Он очень яркий, смотреть на него можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода на расстоянии 3-5 мм от металла.В начале тренировок будет сложно выдержать необходимую дистанцию. Если электрод поднести слишком близко, произойдет короткое замыкание, и он прилипнет к заготовке. В случае удаления дуга будет потеряна, и ее необходимо будет повторно зажечь. В процессе сварки электрод расходуется, его покрытие выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с терминалом постепенно опускается.
Вернуться к содержанию
Сварочная ванна и сварной шов
Рисунок 2.Зависимость диаметра от толщины деталей.
- При зажигании дуги образуется жидкая ванна из расплавленного металла. Это сварная ванна. Чтобы соединить металлические части по всей контактной поверхности, электрод медленно перемещают по границе раздела. За ней движется сварочная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (вперед-назад, влево-вправо) относительно шва между двумя частями. Это гарантирует качество связи.
- Если дуга пропала (электрод находится слишком далеко от сварного шва), повторное зажигание легче.Чтобы зажечь дугу, достаточно приблизить конец стержня на расстояние в несколько миллиметров.
- Яркая электрическая дуга и менее яркая сварочная ванна хорошо видны на сварном экране. Соприкасающиеся свариваемые поверхности в зоне сварки менее различимы. Однако снять экран и подсмотреть за сваркой без защитного светофильтра невозможно. В лучшем случае веки будут неприятно чесаться (ощущение песка в глазах). В худшем случае вы можете потерять зрение, не имея возможности восстановить его.
- Когда стержень укорачивается до 5-6 см, сварка прекращается, инвертор выключается и электрод в зажиме заменяется.
- По окончании сварки по застывшему металлическому шву постукивают молотком, чтобы удалить слой шлака. Очищенный от шлака шов имеет блестящую поверхность.
Это инверторная сварочная техника в целом. А теперь подробнее остановимся на том, как правильно выбрать электрод и сварочный ток.
Вернуться к содержанию
Какие электроды использовать для варки металла?
Электрод представляет собой металлический стержень, покрытый снаружи покрытием.Вещество покрытия представляет собой шлаковую смесь, которая при сварке также плавится, поднимается на поверхность сварочной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис. 2). В некоторых случаях в смесь вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
Состав внутреннего стержня определяется типом свариваемых металлов (низкоуглеродистые и низколегированные стали, латунь и бронза, сплавы магния, сплавы титана).Для сварки металла из обычной углеродистой стали используются электроды УОНИИ. Они также используются для коррозионностойких сталей. Сварка УОНИИ выполняется только постоянным током.
Маркировочные стержниАНО считаются более универсальными. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды различаются не только составом смеси и стержня, но и диаметром. Размеры стержня в покрытии составляют от 1,6 мм до 5 мм в диаметре.Чем толще свариваемые детали, тем большего диаметра требуется электрод для их сплавления. Существуют математические формулы для расчета диаметра при заданной толщине металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Вторичные факторы, влияющие на тип соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения немного отличается от диаметра для стыковой сварки деталей.
Однако сварочные стержни не используются для сварки выступающих поверхностей. большой диаметр … Для потолка их габариты ограничиваются диаметром 4 мм.
Изменение диаметра стержня при сохранении всех остальных параметров может увеличить или уменьшить удельный сварочный ток (ток на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод тоньше, ток концентрируется и оплавляется глубже, сварной шов узкий.Если электрод более толстый, удельное значение тока уменьшается, а глубина проплавления становится меньше, а ширина сварного шва становится больше.
Вернуться к содержанию
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проникновения металла. Чем сильнее ток, чем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорциональна диаметру электрода и толщине сварного шва.Его можно определить расчетами по формулам или с помощью готовых таблиц.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проникновения в горизонтальные поверхности. Для сваривания вертикальных швов сила тока меньше на 15%, для нависающих (потолочных) швов – на 20%.
Бытовой инвертор имеет шкалу тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.
Рисунок 3.Движение электрода при сварке.
Полярность – это направление текущего движения. Инвертор позволяет изменять направление тока. Как это делается и почему необходимо изменение полярности?
Поток электронов (ток движется от минуса к плюсу) при сварке инвертором перемещается от клеммы «-» к клемме «+». Клемма, на которую приходят электроны («+»), нагревается сильнее. Этот факт используется для обеспечения качественной сварки различных металлов, с разной толщиной элементов.Если детали массивные, то к их металлической поверхности (к одной из деталей) прикрепляется вывод «+». Это соединение называется прямой полярностью и чаще используется при сварке.
Если легируется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают вывод «-». Полученная полярность называется обратной полярностью. При таком движении тока в электроде происходит максимальный нагрев, а основной металл нагревается меньше.
Обратная полярность характеризуется более стабильной дугой, ее легче зажигать и поддерживать горение.
Все чаще для соединения металлических деталей используют сварочный инвертор. Преимущество этого устройства перед моделями-трансформерами в том, что оно имеет небольшие габаритные размеры и небольшой вес, поэтому оно мобильно и удобно. простой, поэтому освоить его сможет даже новичок, никогда не занимавшийся сваркой.
Немного об инверторных сварочных аппаратах
Преимущество этого оборудования не только в том, что оно имеет небольшие габариты и вес, но и в том, что с его помощью можно выполнять работы, для которых ранее требовалось сложное и дорогостоящее оборудование.
Инвертор очень популярен среди начинающих сварщиков и профессионалов.
Принцип работы такого сварочного аппарата отличается от традиционного трансформаторного устройства тем, что в процессе работы отсутствует большой расход электроэнергии. При использовании трансформаторного сварочного аппарата часто бывает, что из-за скачков напряжения в сети отключается подача электроэнергии. В инверторе есть накопительные конденсаторы, за счет которых накапливается энергия, благодаря чему в сети не возникает скачков напряжения и плавно зажигается дуга.
Чем больше диаметр электрода, тем больший ток потребуется сварочному аппарату. Это правило распространяется как на обычные блоки, так и на инвертор. Определенному диаметру электрода соответствует максимальный ток, при котором он может использоваться для выполнения работы. Если сила тока большая, а диаметр электрода меньше рекомендованного, то электроды начнут выгорать, и работать будет неудобно.
Вернуться к содержанию
Основные правила работы
Как уже было сказано ранее, инверторы пользуются популярностью у начинающих мастеров.Чтобы они научились правильно и эффективно пользоваться таким устройством, есть определенные инструкции, с которыми им необходимо ознакомиться.
Для начала вам потребуется следующее оборудование и защитные элементы:
- инвертор;
- электродов; Соединительный кабель
- ;
- перчатки;
- маска;
- грубая куртка и сапоги.
Перед началом сварки аппарат необходимо настроить.Для этого нужно определиться с толщиной деталей, которые вы будете готовить. В основном для работы используются электроды диаметром 2-5 мм. В зависимости от выбранного диаметра электрода выставляем силу тока на приборе. Обычно на нем есть таблица соответствия, по которой необходимо действовать.
После установки электрода к одной из свариваемых деталей необходимо подключить заземление, эта клемма красного цвета. Теперь вам нужно включить устройство.Не подносите электрод к заготовке резко, так как это может привести к его прилипанию. Электрод наклоняют под небольшим углом и резкими движениями несколько раз касаются детали, это делается для активации электрода.
Когда вы видите, что прибор работает, нужно поднести электрод к детали на небольшое расстояние. Он должен примерно соответствовать его диаметру. Начните правильно направлять электрод по будущему шву. После получения шва на нем образуется накипь, ее нужно удалить небольшим молотком, после чего можно будет проверить качество шва.
Чтобы шов получился правильным, необходимо научиться поддерживать постоянный зазор между деталью и электродом в процессе эксплуатации. Если он будет слишком маленьким, то шов выйдет выпуклым, по бокам появится расплавленный металл, так как он не успеет прогреться до необходимой температуры.
При большом зазоре металл будет ложиться криво, и дуга будет нестабильной. Только нормальный зазор гарантирует надежный и красивый шов.
Вернуться к содержанию
Возможные дефекты шва
Если делать быстрые движения электродом, то шов будет дефектным.Если произойдет интенсивное проникновение дуги в деталь, то она вытолкнет расплавленный металл из ванны, и шов окажется некорректным. Во время работы необходимо следить за тем, чтобы шов был заподлицо со свариваемым металлом.
Для того, чтобы шов был идеальным, специалисты рекомендуют выполнять круговые и зигзагообразные движения. При выполнении таких движений можно равномерно распределить шов.
В том случае, если металла электрода недостаточно, образуется поднутрение, поэтому нужно следить за тем, чтобы не образовалась боковая канавка, и если это произойдет, то заполнить ее новым металлом.При наклоне электрода металл из ванны выталкивается, а не вытягивается. Чем ровнее вы держите его, тем меньше будет выпуклость шва. Это связано с тем, что все тепло получается под электродом, из-за чего металл нагревается и ванна прижимается.
При наклоне электрода тепло направляется назад и шов как бы смывается, из-за чего он получается выпуклым. Если уклон очень большой, то тепло направляется не внутрь, а по шву, что не дает металлу нормально прогреться и получить качественный шов.Для красивого ровного шва электрод нужно держать под углом 45-90 градусов и регулировать в процессе эксплуатации, постоянно наблюдая за ванной.