Радиосхемы. – Схемы сварочных инверторов
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160.
 …TIG400
…TIG400Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.
 обслуживанию
обслуживаниюСварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Принципиальная электрическая схема сварочного инвертора
Бытовые сварочные устройства все больше представлены на прилавках магазинов. Поскольку схема сварочного инвертора основана на использовании токов
 Отсюда и возникает высокий спрос на них. Поскольку электросхема сварочного инвертора, основанная на электронном принципе с использованием импульсного резонанса в работе, достаточно сложная, то и цена на инверторы значительно выше других сварочных агрегатов. Тем не менее, высокая цена компенсируется многими преимуществами.
Отсюда и возникает высокий спрос на них. Поскольку электросхема сварочного инвертора, основанная на электронном принципе с использованием импульсного резонанса в работе, достаточно сложная, то и цена на инверторы значительно выше других сварочных агрегатов. Тем не менее, высокая цена компенсируется многими преимуществами.Структурная схема сварочного инвертора упрощенно показана на Рис. 1
Схема состоит из 3 блоков.
- На входе стоит выпрямитель (входной) с емкостью подключенной параллельно. Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
- Модуль инвертора производит преобразование постоянного тока в высокочастотный, переменный. Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов.
 Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки. - Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки.
 Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.Схема двухтактного инверторного модуля (сварочный инвертор мостовая схема). Рис. 2-1
В мостовом типе двухполярные импульсы образуются за счет парной работы ключевых транзисторов (VT1-VT3; VT2-VT4)/ Через них проходит только половина тока от моста, естественно, что напряжение на каждом будет составлять половину от емкости «С».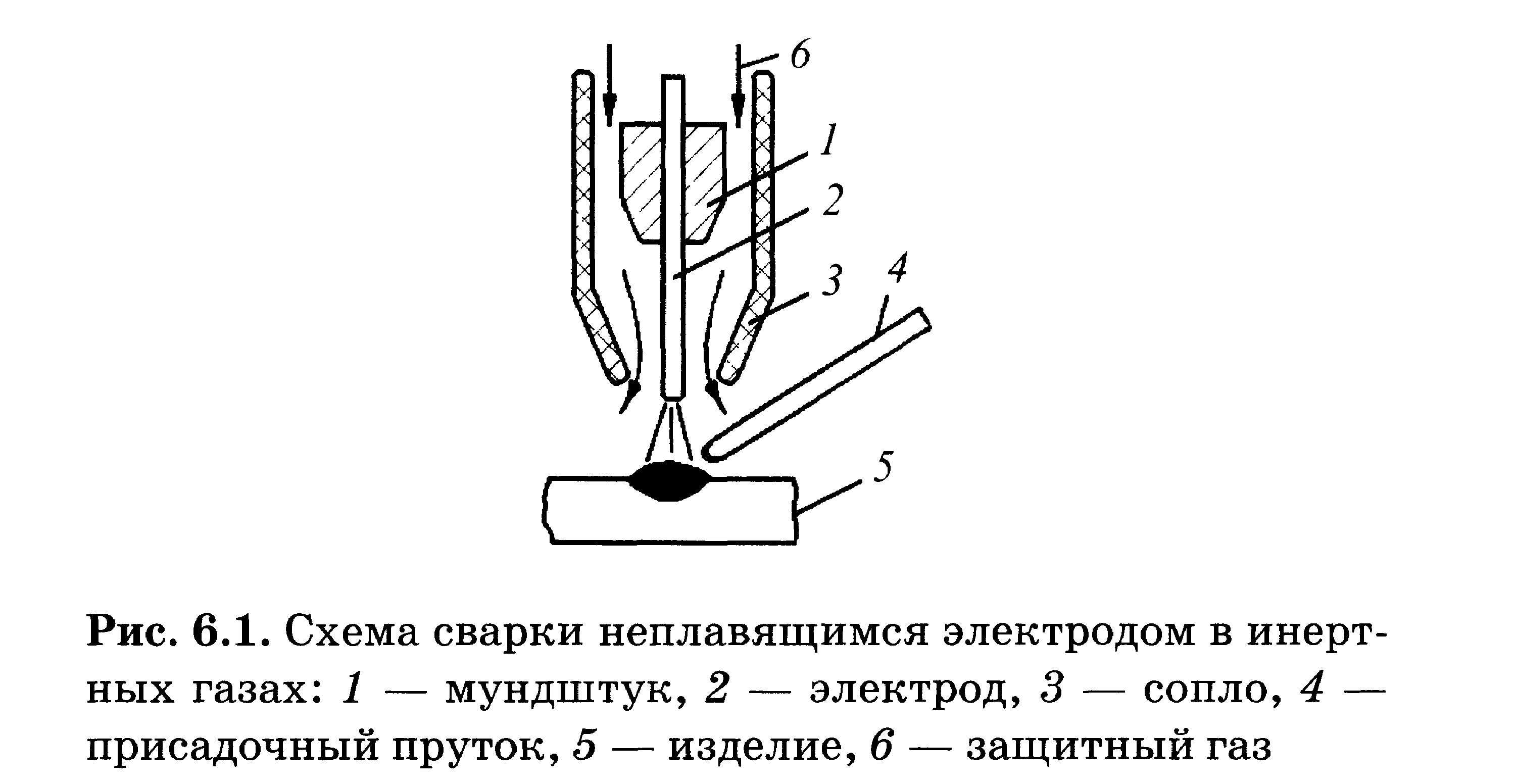
Схема двухтактного инверторного модуля (полумостовая схема). Рис. 2-2.
У полумостового модуля благодаря емкостному делителю напряжение на транзисторах (на каждом из них) и в первичной обмотке (у трансформатора) будет составлять половину от входного значения. Таким образом, при питании от входного выпрямителя напряжение составит 150в. В этой схеме при больших сварочных токах должны быть использованы мощные транзисторы (возможно использование групп). Потребление тока сети повышено в сравнении с полным мостом.
Схема однотактного инверторного модуля (косой полумост). Рис. 2-3.
У однотактовой схемы «косого моста» ключевые транзисторы VT1-VT2 работают одновременно на отпирание и запирание. Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Схема импульсного сварочного инвертора может содержать все три рассмотренных варианта модуля.
Сварочный аппарат инвертор – схема которого изображена на Рис. 1 представляет собой настолько компактную конструкцию, что вес готового инвертора в корпусе составит 5-12 кг вместе с приборами контроля, в зависимости от его мощности.
Какова принципиальная схема сварочного инвертора? | Часто задаваемые вопросы
На вход подается питание от бытовой сети (фазный провод и нулевой провод). Оно поступает на выпрямительный блок после разводки через выключатель и контакты защитных схем. Выпрямитель состоит из диодов и конденсаторных фильтров для сглаживания пульсаций и уменьшения уровня сетевых помех.
При выпрямлении значительных токов диоды могут перегреваться. Для улучшения условий их охлаждения, они посажены на массивные алюминиевые радиаторы, которые дополнительно обдуваются встроенным вентилятором. В выпрямительном блоке устроена защита от перегрева. Она осуществляется путем отключения аппарата, в случае его нагрева до температуры выше 90 градусов.
Она осуществляется путем отключения аппарата, в случае его нагрева до температуры выше 90 градусов.
Выпрямленное напряжение 220 вольт подается на вход инвертора и поступает на схему преобразователя, где преобразуется в напряжение высокой частоты от 20 до 50 кГц. Схема инвертора реализуется на двух или четырех транзисторных ключах, с применением транзисторов из серий MOSFET или IGBT, установленных на радиаторы.
Высокочастотное напряжение с инвертора подается на первичную обмотку трансформатора, а с вторичной обмотки снимается пониженное напряжение порядка 60 – 100 вольт, в зависимости от модели инвертора.
На выходе стоит еще один выпрямитель. Его иногда называют высокочастотным. Его задача выпрямить напряжение, приходящее от инвертора и выдать на сварочный кабель постоянное напряжение. Этот выпрямитель реализован на специальных высокочастотных диодах.
Мозгом, управляющим всеми процессами в инверторе, можно считать плату управления. Это специализированный микропроцессор, который собирает информацию о работе инвертора от специальных датчиков, обрабатывает её и выдает сигналы управления. Это самая сложная, как для понимания, так и для ремонта, часть сварочного инвертора. Необходимо следить, чтобы плата управления не перегревалась и периодически очищать ее от пыли, которая может «перекрыть» дорожки и создать аварийные условия.
Это самая сложная, как для понимания, так и для ремонта, часть сварочного инвертора. Необходимо следить, чтобы плата управления не перегревалась и периодически очищать ее от пыли, которая может «перекрыть» дорожки и создать аварийные условия.
Технологические схемы сварки – Энциклопедия по машиностроению XXL
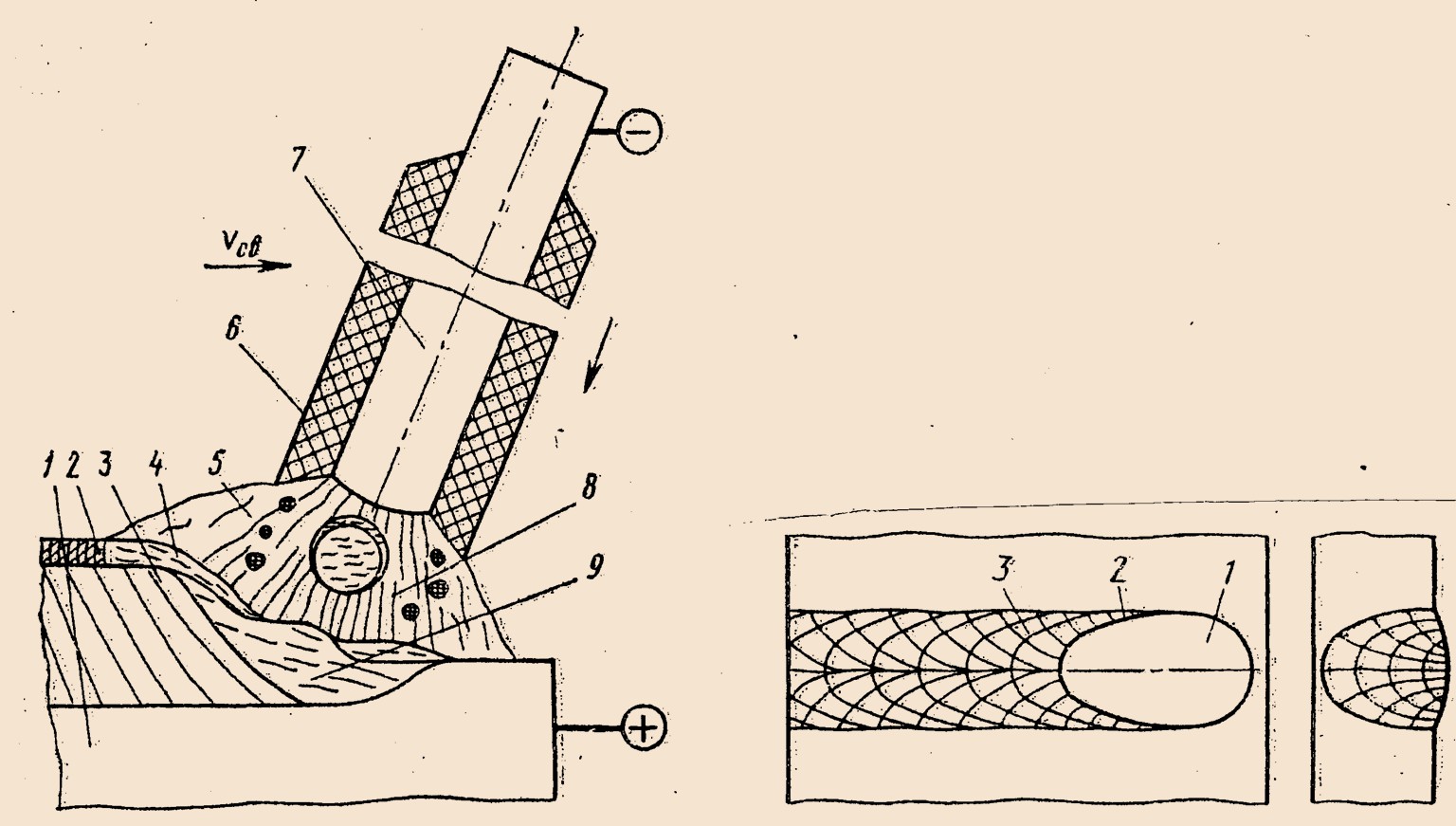
Определение ОСН и деформаций при сварке низколегированными материалами проводили по следующим двум технологическим схемам сварка с предварительным подогревом и без него. В случае сварки с предварительным подогревом исходное распределение температур соответствовало подогреву кромок до Т — 150°С. Температурное поле при предварительном подогреве было определено по зависимостям, предложенным в работе [42]. [c.306]Большинство технологических схем сварки взрывом основано на использовании направленного (кумулятивного) взрыва (рис. 5.43). Соединяемые поверхности двух заготовок и 3, в частности пластин, одна из которых неподвижна и служит основанием, располагают под углом а друг к другу на расстоянии ho- На заготовку S укладывают взрывчатое вещество 2 толщиной Я, а со стороны, находящейся над вершиной угла, устанавливают детонатор I. Сваривают на жесткой опоре. Давление, возникающее при взрыве, сообщает импульс расположенной под зарядом пластине. Детонация взрывчатого вещества с выделением газов и теплоты происходит с большой скоростью (несколько тысяч метров в секунду).
[c.267]
Сваривают на жесткой опоре. Давление, возникающее при взрыве, сообщает импульс расположенной под зарядом пластине. Детонация взрывчатого вещества с выделением газов и теплоты происходит с большой скоростью (несколько тысяч метров в секунду).
[c.267]
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СВАРКИ ФТОРОПЛАСТОВ [c.15]
Технологические схемы сварки различных изделий из фторполимеров (как и прочих термопластов) включают непрерывную шовную сварку пленочных материалов, прессовую сварку листовых и пленочных материалов, стыковую сварку профильных и листовых заготовок со скосом и без скоса кромок. [c.16]
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СВАРКИ [c.488]
| Рис. 8.5. Технологические схемы сварки взрывом |
 502]
502]Альбом состоит из чертежей оборудования, технологических схем сварки, общих видов и узлов приспособлений. В нем приводятся технические характеристики режимов, краткое описание технологии сварки типовых конструкций, примеры применения передовых методов сварки и наплавки металлов в нашей стране и за границей. [c.2]
| Рис. 4. Технологическая схема сварки давлением с нагревом кромок электрической дугой |
| Рис. 7. Зависимость твердости стальной части свариваемой детали при различных технологических схемах сварки а — сварка и термическая обработка с одного нагрева в камере установки б — предварительная об7>емная закалка и сварка в — сварка с последующей объемной закалкой по оси абсцисс отложено расстояние до зоны сварки, мм |
В ряде случаев сборка некоторых узлов мащины (обычно подгрупп) выполняется в процессе механической обработки.
Опорная рама (рис. 203) шагающего экскаватора ЭШ-15/90А является сварной конструкцией весом 154,2 т. В узел опорной рамы входит собственно опорная рама 1 и центральная цапфа 2. Конструкция опорной рамы состоит из 13 секций центральной секции 3 и двенадцати боковых секций 4. Принципиальная технологическая схема сборки и сварки опорной рамы секций изложена в гл.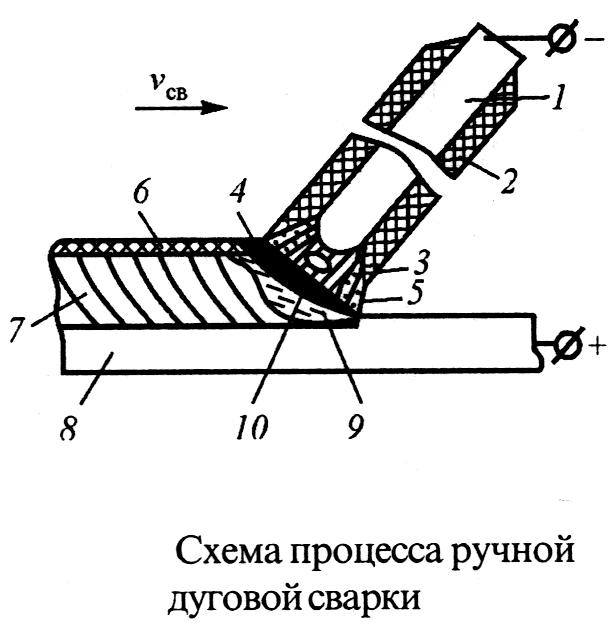 X этой книги.
[c.356]
X этой книги.
[c.356]
При сварке стыковых соединений возможны три технологические схемы нагрева [c.430]
В целях ликвидации выплесков и получения одинаковых по своему качеству соединений в каждой точке в последнее время разработаны новые технологические схемы с термическими циклами, обеспечивающими процесс сварки по заданной программе с применением разработанных режимов для различных сочетаний электровакуумных материалов. [c.164] Регулирование технологических процессов сварки и управление качеством невозможны без статистического анализа. Поэтому статистические методы контроля находят все более широкое применение в сварочном производстве, обеспечивая повышение качества и экономичность сварки. Большое значение имеет внедрение этого вида контроля в строительстве, где уровень дефектных соединений еще сравнительно высок. В строительстве в отличие от промышленности наблюдается большая изменчивость производственных факторов и условий среды, поэтому здесь необходим предупредительный контроль, основанный на анализе качества методами математической статистики и по теории вероятности. Это позволит следить не только за качеством сварного соединения, но и за ходом производственного процесса, обеспечивая стабилизацию качества и переход к управлению качеством сварочных работ. Для внедрения в строительство статистических методов контроля используют схему-модель статистического управления качеством сварочных работ. Модель состоит из ряда блоков, обеспечивающих формирование качества учет информации по базовым партиям измерение качества и анализ дефектности анализ состояния технологических процессов опре-
[c.272]
В строительстве в отличие от промышленности наблюдается большая изменчивость производственных факторов и условий среды, поэтому здесь необходим предупредительный контроль, основанный на анализе качества методами математической статистики и по теории вероятности. Это позволит следить не только за качеством сварного соединения, но и за ходом производственного процесса, обеспечивая стабилизацию качества и переход к управлению качеством сварочных работ. Для внедрения в строительство статистических методов контроля используют схему-модель статистического управления качеством сварочных работ. Модель состоит из ряда блоков, обеспечивающих формирование качества учет информации по базовым партиям измерение качества и анализ дефектности анализ состояния технологических процессов опре-
[c.272]
В пояснительной записке кроме общей части приводятся характеристика и порядок поставки резервуара, технологическая схема монтажа резервуара, а также описание важнейших операций.
 Отдельный раздел посвящается проверке качества сварки, гидравлическому испытанию резервуара и технике безопасности.
[c.99]
Отдельный раздел посвящается проверке качества сварки, гидравлическому испытанию резервуара и технике безопасности.
[c.99]После установления соответствующего типа расчетной схемы применительно к разрабатываемому технологическому процессу сварки (наплавки) дальнейший расчет параметров этого процесса выполняют, пользуясь следующими путями. [c.91]
В заключение следует отметить, что накопленный материал о характере влияния начальных параметров на процесс волнообразования и предлагаемая схема волнообразования постоянно использовались при разработке конкретных технологических режимов сварки листов больших размеров, а также новых пар металлов. [c.26]
В результате исследований и изготовления экспериментальных заготовок установлена принципиальная возможность сварки латуни Л 062-1- -сталь и разработана технология сварки взрывом данной пары. Определены технологические параметры и схема сварки взрывом заготовок решеток. Полученные биметаллические трубные решетки ставятся заводом на серийные теплообменники.
[c.53]
Полученные биметаллические трубные решетки ставятся заводом на серийные теплообменники.
[c.53]
Исследования по использованию энергии вз )ыва для сварки. металлов позволили осуществить способ получения двухслойных и трехслойных тонких листов по.следующей технологической схеме [c.53]
Технологическая схема изготовления сварного корпуса иная отрезка заготовок на корпус, механическая обработка под сварку, сборка под сварку, сварка, отжиг. [c.399]
В технологической схеме сварки взрывом (см. рис. 2, а) куму-лятивность осуществляется тем, что свариваемые детали СД располагаются под некоторым углом а = 2н-16° с начальным расстоянием друг от друга в вершине угла /г = 2ч-3 мм. Предполагается, что процесс сварки взрывом протекает следующим образом. [c.92]
Выбранные и опробованные на опытном сосуде материалы, технологические схемы изготовления рулонированных обечаек, технология и режимы наплавки и сварки, послужили основой для изготовления первого отечественного корпуса реактора гидрокрекинга нефти для Омского нефтеперерабатываюш его комбината. [c.126]
[c.126]
Выполненные на опытном участке ХТЗ работы убедительно показали, что разработанная технологическая схема производства многослойных труб и ее основные положения, предусматривающие навивку обечаек без предварительного закрепления полосы, ограничение величины межслойных зазоров навиваемых обечаек экспандированием, сборку труб и обечаек с обеспечением требуемой их прямолинейности, наряду с минимальными зазорами в образуемом стыке, и сварки кольцевых швов труб без предварительной облицовки кромок многослойных обечаек, может эффективно применяться в промышленных условиях. [c.168]
Тантал и ниобий. На рис. 49 приведена примерная технологическая схема производства спеченного тантала. Исходный порошок прессуют в заготовки сечением 4-20см и длиной 600-750 мм (пластины прямоугольного сечения или штабики), массой до нескольких килограммов. В случае танталового порошка натриетермического восстановления, который мелкозернист и имеет большую удельную поверхность, прочные заготовки получают при давлении 300- 500 МПа. При прессовании крупнозернистого порошка, полученного электролизом, требуемое давление составляет 700 – 800 МПа, что приводит к разрушению относительно тонких оксидных пленок и установлению металлического контакта между частицами, необходимого для обеспечения электропроводности штабика это позволяет проводить сварку штабиков, минуя стадию предварительного спекания.
[c.158]
При прессовании крупнозернистого порошка, полученного электролизом, требуемое давление составляет 700 – 800 МПа, что приводит к разрушению относительно тонких оксидных пленок и установлению металлического контакта между частицами, необходимого для обеспечения электропроводности штабика это позволяет проводить сварку штабиков, минуя стадию предварительного спекания.
[c.158]
Технологическая схема процесса включает 1) введение в рабочий объем аттритора исходной шихты, представляющей собой смесь порошков компонентов сплава или лигатур 2) обработку в аттриторе с достижением условий для МЛ 3) капсулирование обработанного материала в стальной оболочке 4) горячее прессование с превращением порошка в компактный материал 5) термообработку с целью получения крупнозернистой структуры и придания сплаву необходимых механических свойств. В этой схеме МЛ обеспечивается за счет высокой энергии, подводимой в аттриторе к частицам порошка, а также в результате сухого измельчения.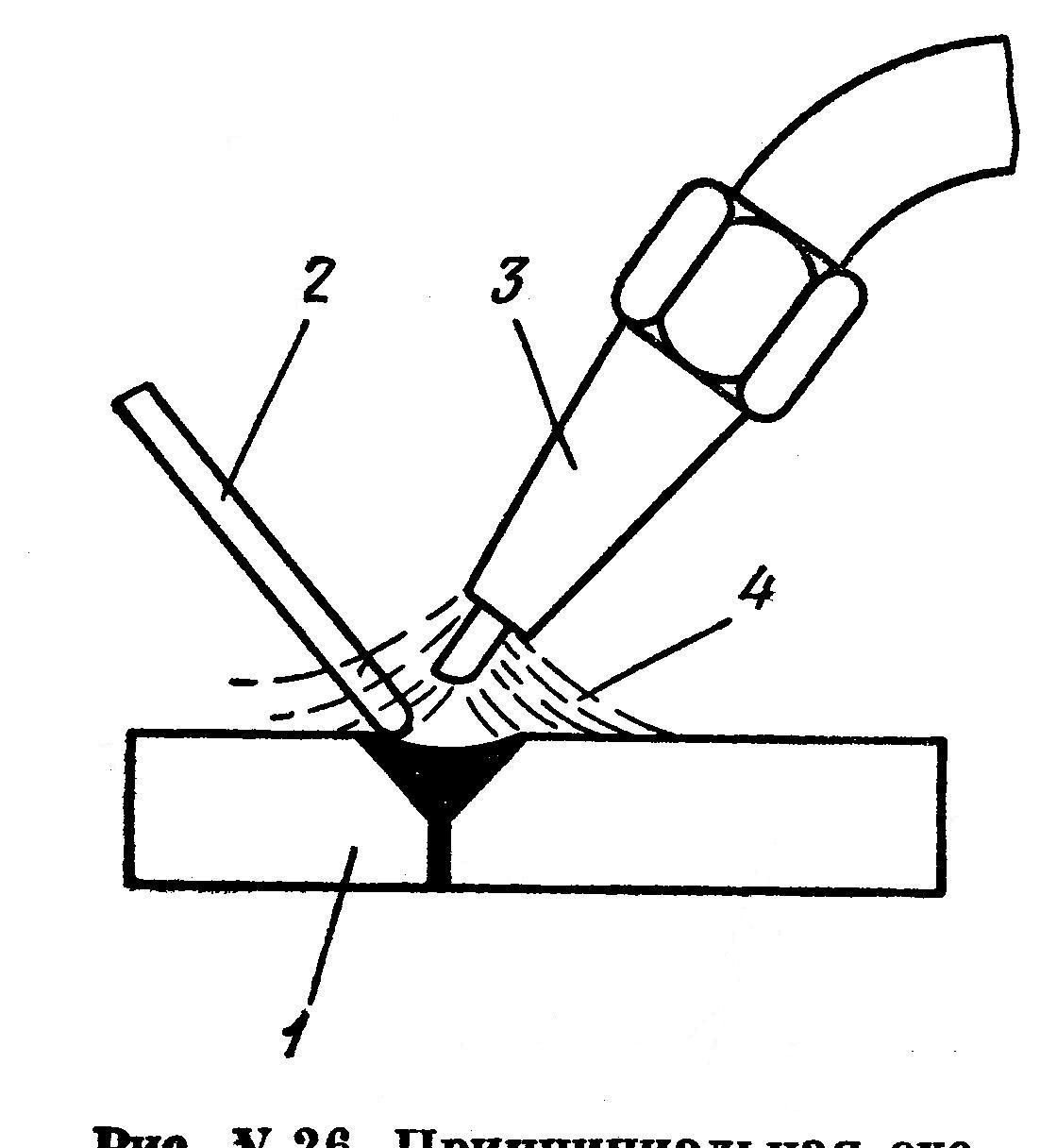 Эти особенности способствуют холодной сварке частиц, что является главным аспектом МЛ.
[c.317]
Эти особенности способствуют холодной сварке частиц, что является главным аспектом МЛ.
[c.317]
Расчлененность на сборочные единицы, создание специальных баз и удобств для ориентации деталей, возможность совмещения измерительных и установочных баз, рациональность методов закрепления деталей (запрессовка, пластическое деформирование, точечная сварка и др.). Технологическая схема сборки. Дифференциация процесса сборки с по-следуюи сй ко дентрацией [c.348]
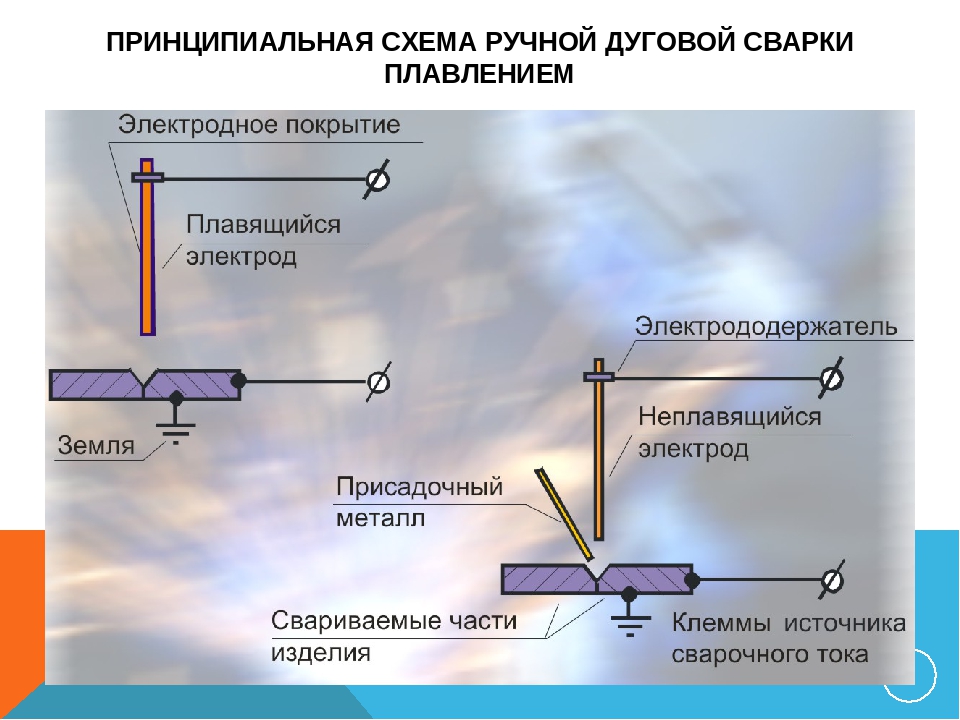
Схема процесса сварки плавлением
Схема процесса сварки плавлением
Сваркой называют технологический процесс получения неразъемных (сварных) соединений из металлов, их сплавов и других материалов (пластмасс, стекла) или разнородных материалов (стекла и металла и т.п.).
Соединение, полученное при сварке, характеризуется непрерывной структурной связью и монолитностью строения, достигаемыми за счет образования атомно-молекулярных связей между элементарными частицами сопрягаемых деталей. Для того чтобы произошла сварка, нужно сблизить соединяемые элементы на расстояние порядка величины атомного радиуса (10–8 см). При этом между поверхностными атомами твердых тел становится возможным межатомное взаимодействие и происходит сопровождаемое диффузией химическое взаимодействие.
Для того чтобы произошла сварка, нужно сблизить соединяемые элементы на расстояние порядка величины атомного радиуса (10–8 см). При этом между поверхностными атомами твердых тел становится возможным межатомное взаимодействие и происходит сопровождаемое диффузией химическое взаимодействие.
Неразъемное монолитное соединение, образуемое при сварке, называется сварным соединением. При сварке плавлением под сварным соединением понимают участок, включающий собственно шов, металл зоны термического влияния и основной металл, не претерпевший под влиянием сварки никаких изменений. Шов является литым сплавом основного и дополнительного металлов, а зона термического влияния представляет собой участок основного металла с измененными в результате сварки свойствами (рис. 1).
Рис. 1. Сварное соединение: 1 – металл шва, 2 – металл зоны термического влияния, 3- основной металл
Сваркой плавлением можно соединять практически все используемые для изготовления конструкций металлы и сплавы любой толщины.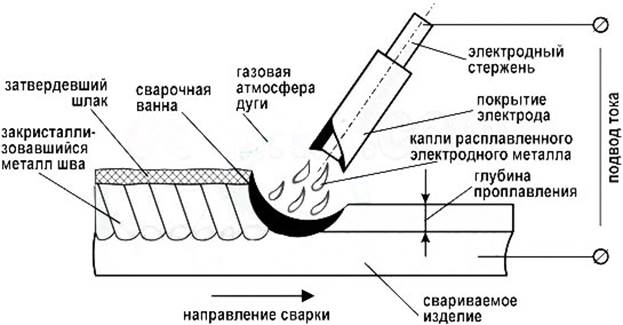 Возможна сварка разнородных металлов и сплавов.
Возможна сварка разнородных металлов и сплавов.
В процессе изготовления конструкции с использованием сварки плавлением источник теплоты в большинстве случаев передвигается вдоль свариваемого изделия, что позволяет сваривать объекты с неограниченными размерами. Сварку плавлением, в том числе и электрическую, ранее называли автогенной – самопроизвольной сваркой. Затем этот термин начал применяться для обозначения кислородно-ацетиленовой сварки. Сейчас он почти не применяется.
При сварке плавлением металл в месте сварки доводится до жидкого состояния. Локальное расплавление основного металла осуществляется по кромкам соединяемых элементов. Сварка может осуществляться только за счет расплавления основного металла (рис 2, а) или за счет расплавления основного и дополнительного металлов (рис. 2, б). В практике преимущественное применение находит второй вариант. Расплавленные основной или основной и дополнительный металлы самопроизвольно без приложения внешних сил сливаются в общую сварочную ванну, смачивающую оставшуюся твердой поверхность соединяемых элементов. При этом происходит сближение атомов металла сварочной ванны и основного металла до расстояния, при котором возникают атомно-молекулярные связи. В процессе расплавления металла устраняются неровности поверхности, органические пленки, адсорбированные газы, окислы и другие загрязнения, мешающие сближению атомов. Межатомному сцеплению способствует повышенная подвижность атомов, обусловленная высокой температурой расплавленного металла.
При этом происходит сближение атомов металла сварочной ванны и основного металла до расстояния, при котором возникают атомно-молекулярные связи. В процессе расплавления металла устраняются неровности поверхности, органические пленки, адсорбированные газы, окислы и другие загрязнения, мешающие сближению атомов. Межатомному сцеплению способствует повышенная подвижность атомов, обусловленная высокой температурой расплавленного металла.
Рис. 2. Сварные швы
По мере удаления источника нагрева жидкий металл остывает и происходит его затвердевание – кристаллизация. Начинается она от частично оплавленных зерен основного металла, что приводит к образованию общих кристаллитов. После завершения кристаллизации сварочной ванны образуется монолитный, имеющий литую структуру шов, соединяющий в единое целое ранее разобщенные детали.
В процессе сварки наблюдаются испарение и окисление некоторых элементов, поглощение и растворение жидкой ванной газов. Происходят также изменения и в зоне термического влияния. Эти процессы обусловливают отличие металла шва и зоны термического влияния от основного металла. При сварке возникают деформации конструкции и создается поле остаточных напряжений, что может нарушить проектные ее размеры и форму и сказаться на прочности сварного соединения.
Происходят также изменения и в зоне термического влияния. Эти процессы обусловливают отличие металла шва и зоны термического влияния от основного металла. При сварке возникают деформации конструкции и создается поле остаточных напряжений, что может нарушить проектные ее размеры и форму и сказаться на прочности сварного соединения.
При сварке плавлением требуется локальный нагрев небольшого участка металла, окруженного со всех сторон значительным объемом холодного металла, до температуры, превосходящей температуру его плавления. Это приводит к необходимости использования для электрической сварки большинства металлов и сплавов источников нагрева, имеющих температуру не ниже 3000°С и тепловую мощность, достаточную для образования сварочной ванны.
При электрической сварке плавлением источником нагрева служит электрический ток. Наиболее широкое применение находит электродуговая, электрошлаковая, электроннолучевая и лазерная сварка.
При электрической дуговой сварке нагрев и плавление металла осуществляются энергией, выделяемой дуговым разрядом. При электрошлаковой сварке необходимая для сварки теплота получается при прохождении тока через шлаковую ванну, образуемую при расплавлении флюса. Нагрев и плавление металла при электроннолучевой сварке достигаются за счет интенсивной бомбардировки свариваемого металла быстродвижущимися электронами. При лазерной сварке необходимая для плавления металла теплота выделяется световым пучком, являющимся весьма концентрированным источником теплоты.
При электрошлаковой сварке необходимая для сварки теплота получается при прохождении тока через шлаковую ванну, образуемую при расплавлении флюса. Нагрев и плавление металла при электроннолучевой сварке достигаются за счет интенсивной бомбардировки свариваемого металла быстродвижущимися электронами. При лазерной сварке необходимая для плавления металла теплота выделяется световым пучком, являющимся весьма концентрированным источником теплоты.
В настоящее время ведущее положение среди различных видов электрической сварки плавлением занимает электрическая дуговая сварка. Возможности этого вида сварки еще далеко не исчерпаны, и можно ожидать дальнейшего ее совершенствования и развития.
К сварке плавлением относится и наплавка металлов, нашедшая широкое применение в промышленности. Наплавкой называют процесс нанесения слоя металла на доведенную до расплавления поверхность изделия. Цель наплавки сводится к восстановлению размеров детали после износа, устранению дефектов литья, поковок и проката или созданию на поверхности детали слоя металла, обладающего особыми свойствами (стойкость против износа или коррозии, жаропрочность и др. ).
).
Сварка – технологический процесс, широко применяемый во всех отраслях народного хозяйства для изготовления новых и ремонта эксплуатируемых конструкций и механизмов. Преимущества сварных конструкций в настоящее время общепризнанны, такие конструкции повсеместно применяют взамен литья, клепаных и кованых изделий. Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, сокращению сроков изготовления и увеличению съема продукции без увеличения производственных площадей. Значительно расширяются также возможности механизации основных технологических операций. Однако все преимущества сварки могут быть реализованы только при обеспечении необходимого качества сварных соединений, гарантирующих длительную и надежную работу их в условиях эксплуатации. Это достигается на основании глубокого изучения вопросов технологии сварки и установления связи ее с конструктивными формами и особенностями изготовляемой продукции.
K3878 блок питания сварочный аппарат схема — novaso
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора.
 Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность.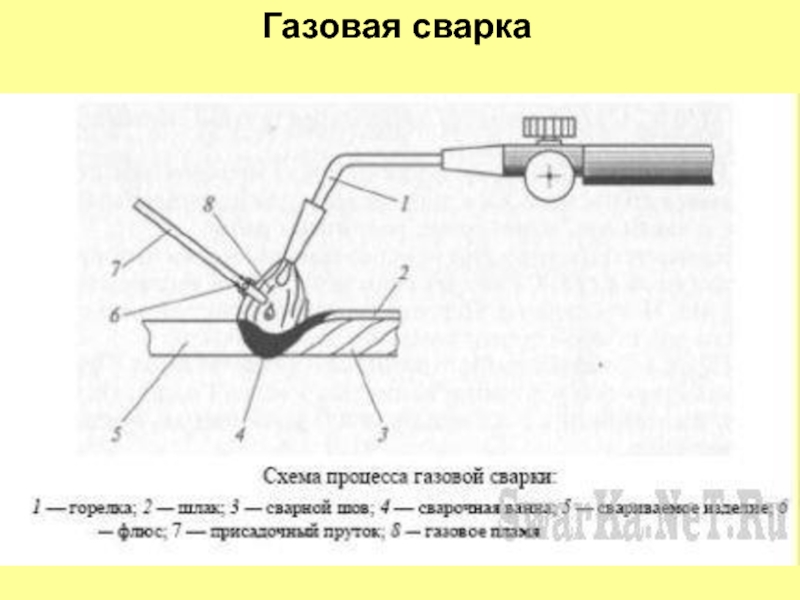 Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.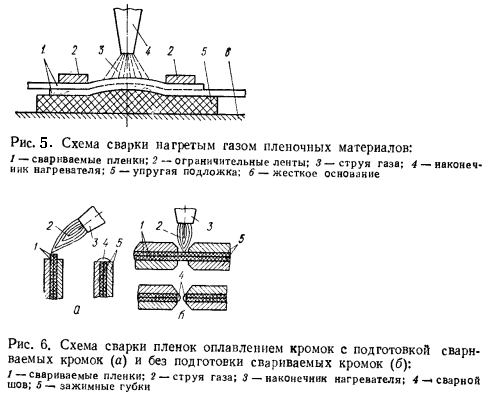 Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом.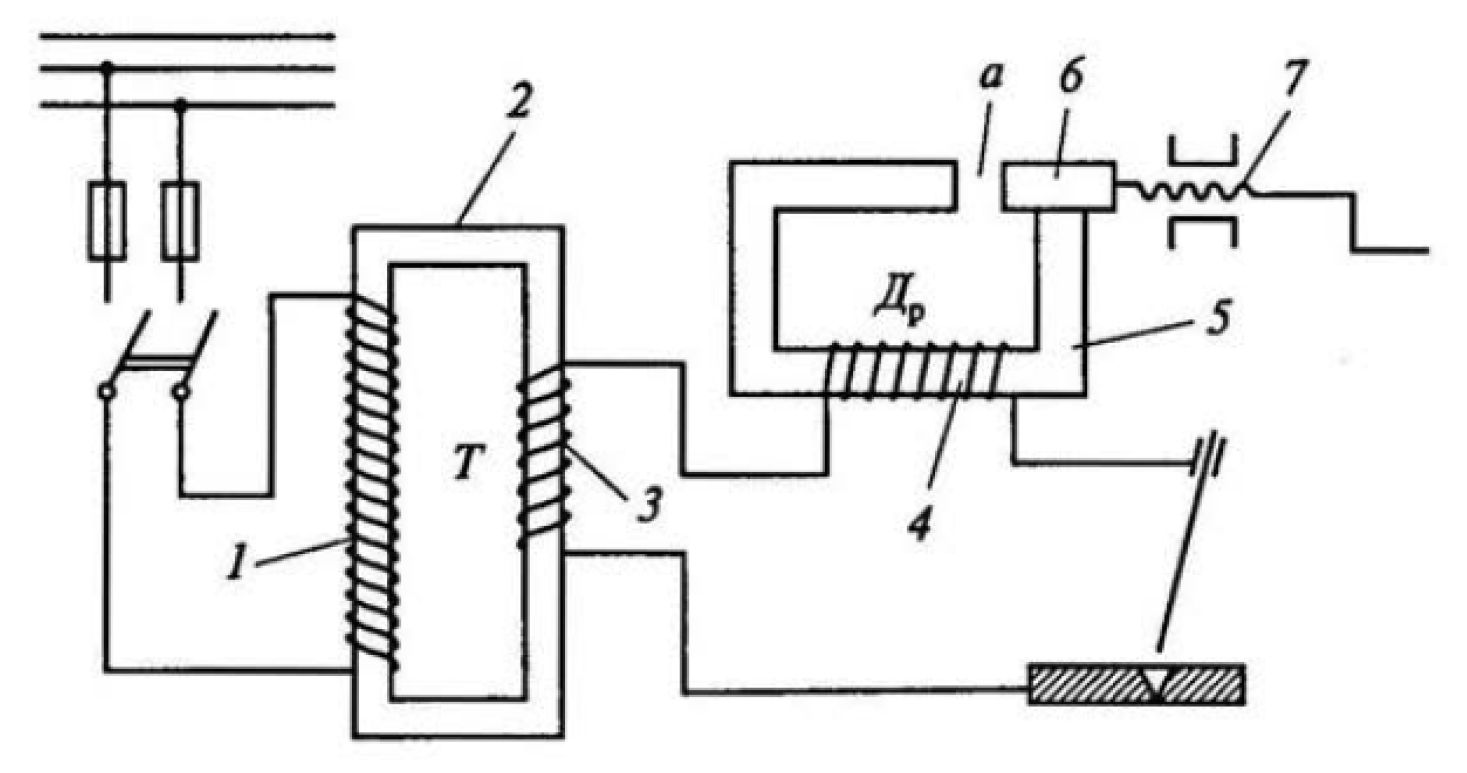 Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.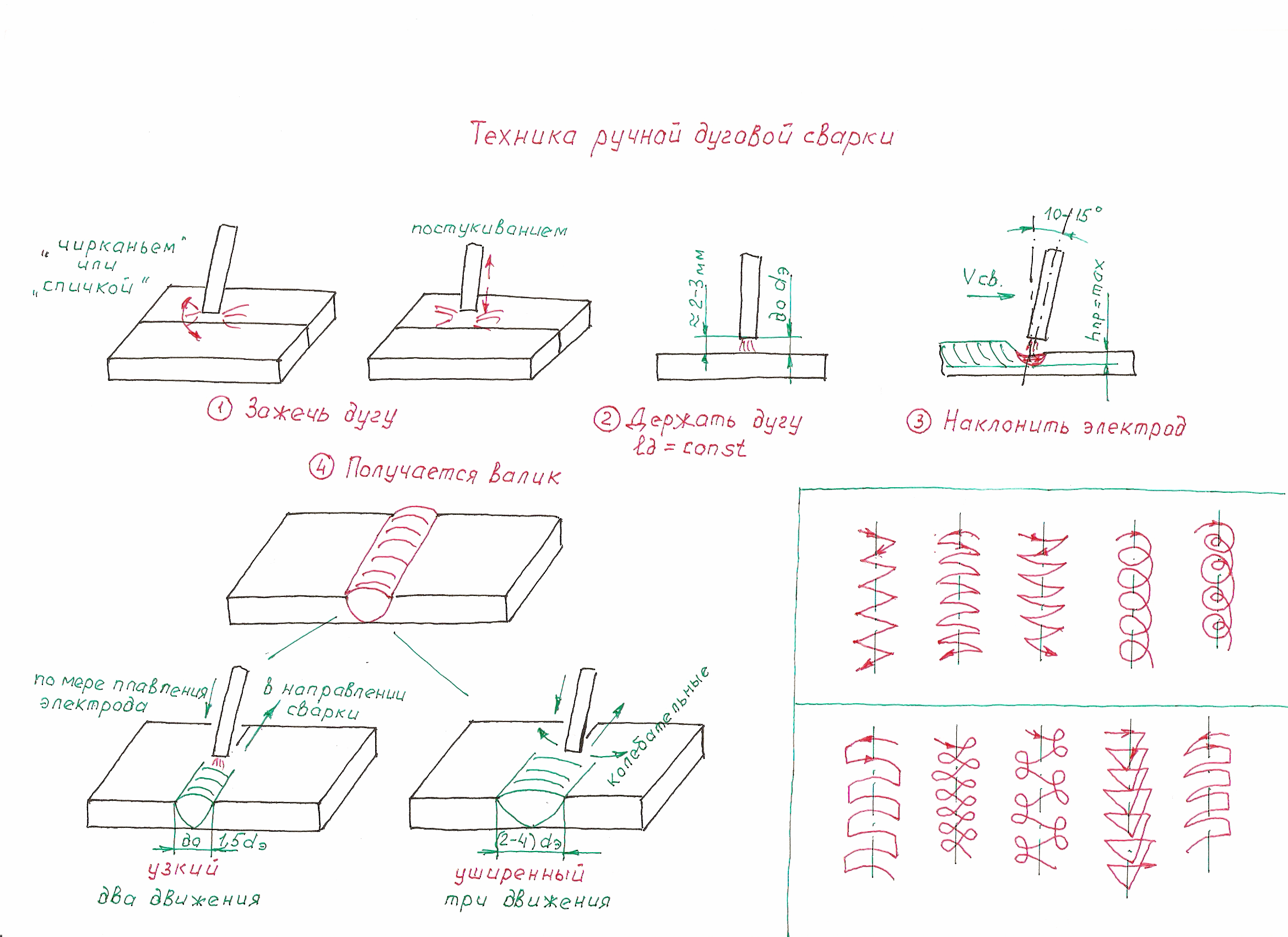
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль.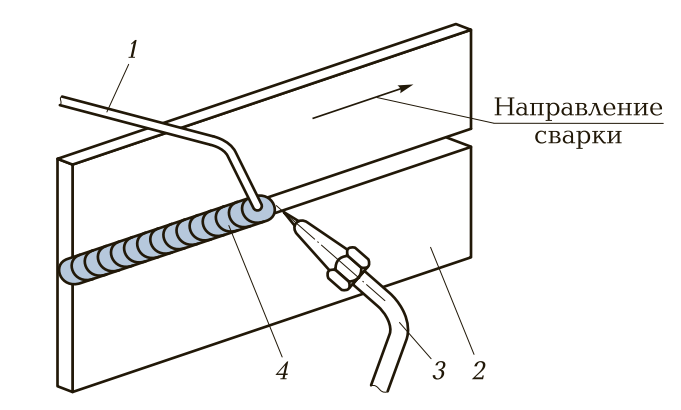 Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.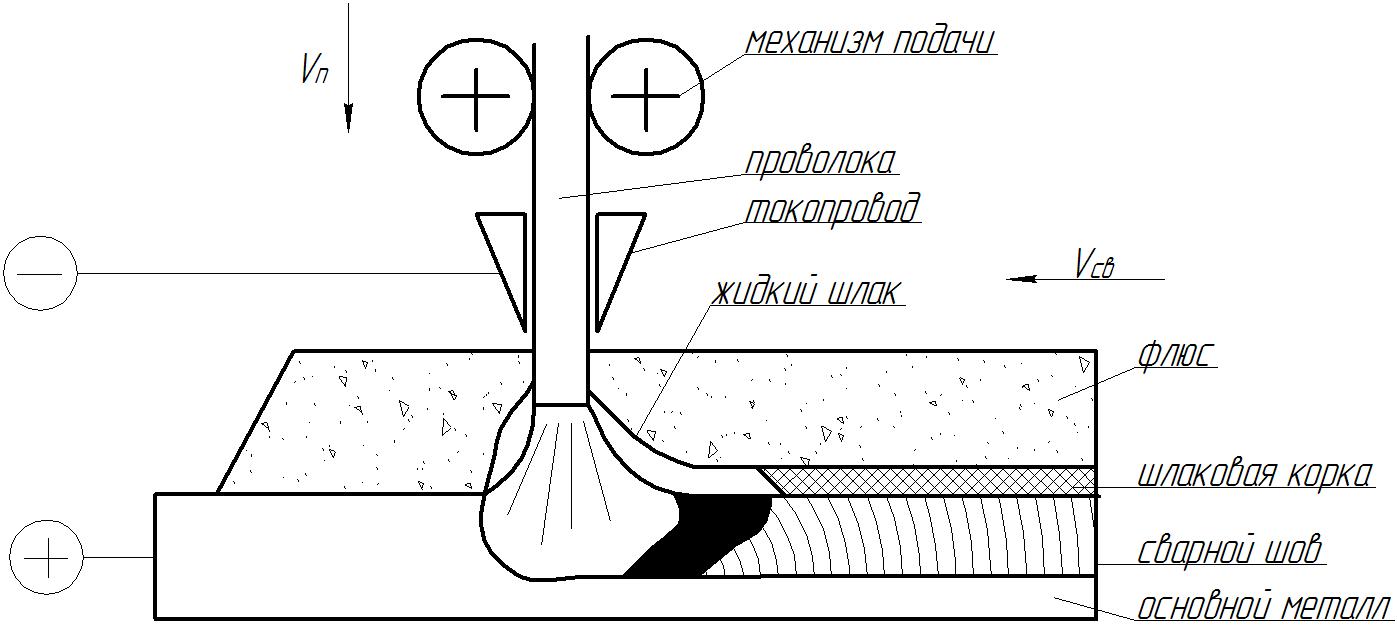
одящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.

Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя.
 В таком случае проблема решается подключением инвертора к генератору.
В таком случае проблема решается подключением инвертора к генератору.Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
tehnika.expert
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.

- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.

При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Неисправности
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
- Выход из строя блока питания. перегрев. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии.
- Отсутствие индикации сеть. Проверьте подключение оборудования к сети и положение переключателя «Сеть».
- Оборудование не показывает полную мощность. Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить. Маленькое напряжение в сети, также может быть причиной выхода из строя.
- Горит индикатор «Перегрев». Раскрутить корпус инвертора РЕСАНТА, проверить на наличие пыли в системе охлаждения. Если не помогло, то нужно обращаться в сервисный центр.
- Отключение вентилятора в системе охлаждения и отсутствие сигнала перегрева.
- При первом включении, индикаторы долго мигают. а при работе с аргоном наблюдается нестабильная дуга.
- Громкий щелчок и инвертор перестаёт работать. Нужно проверить регулируемые накладки и все реле, согласно схеме. Подгоревший конец в проводке, может быть причиной неисправности.
- Пробивает массу при включении. Проверьте провода на повреждения.
- Мигают два светодиода на лицевой стороне, а вентилятор дёргается им в такт. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения. Если при отключении кулера, переключается реле, то его нужно заменить.
- Мигают оба индикатора. срабатывает реле, включается вентилятор, но через 1 секунду инвертор выключается и повторяется процесс. Нужно проверить на схеме сопротивление R43 (12 В, 51 Ом), выходные транзисторы Q31-1, Q32-1, Q31-2, Q32-2 и диод D14.
- Ручка настрой силы тока. со временем разбалтывается и крутится слишком легко.
- Материал, из которого сделан вентилятор слишком слабый и от попадания маленькой веточки лопается на маленькие детали.
- Провод не предназначен для работы при минусовой температуре, трескается оплётка.
 Маленькое напряжение в сети, также может быть причиной выхода из строя.
Маленькое напряжение в сети, также может быть причиной выхода из строя.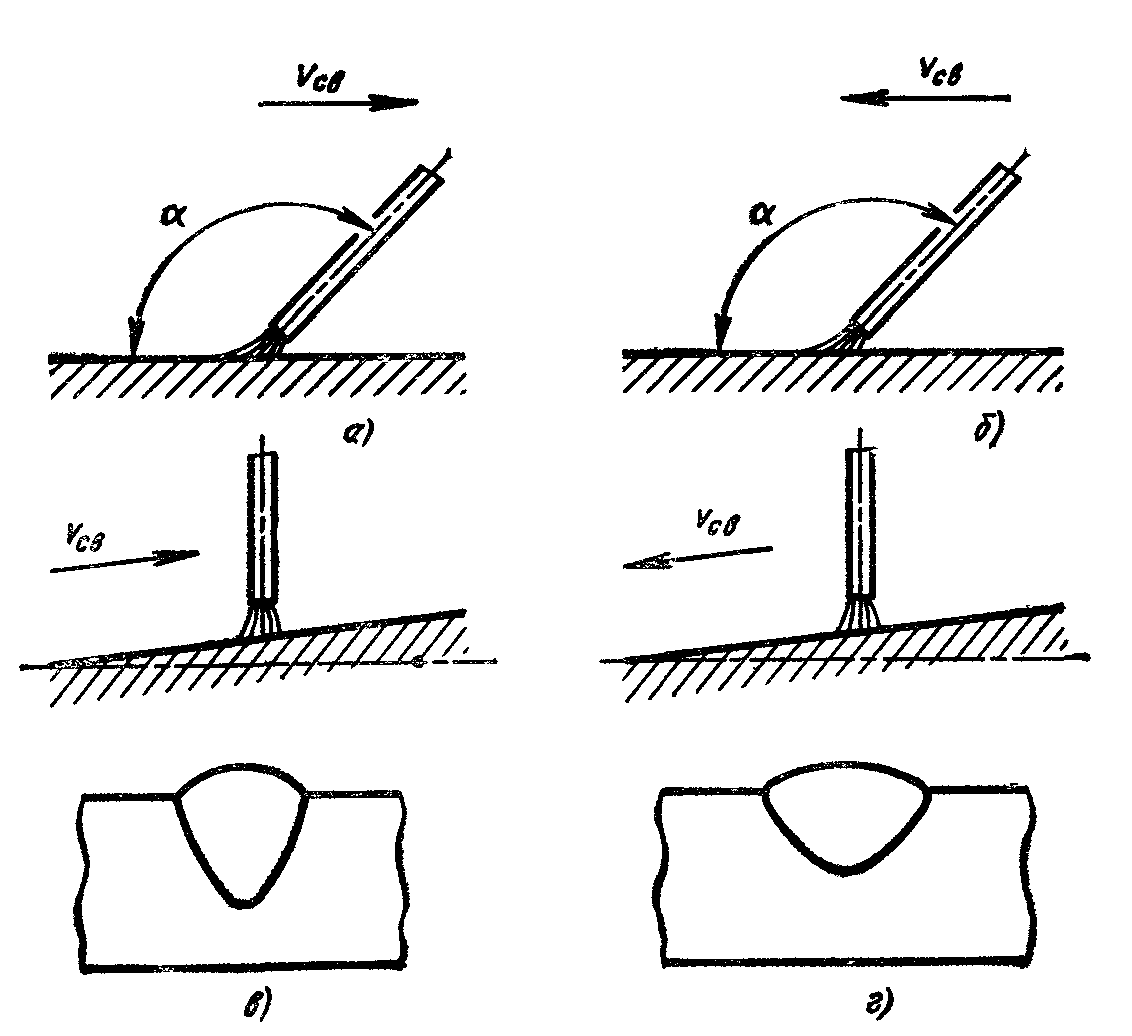
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.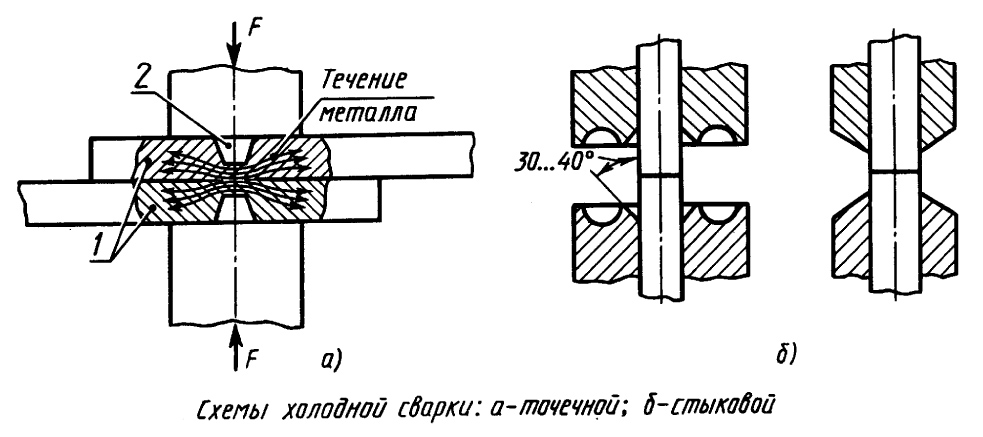
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.

После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.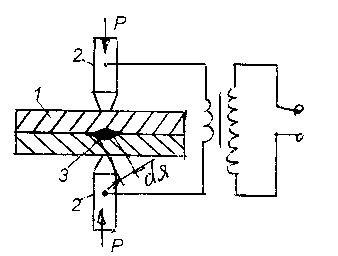
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220. Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре. Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D. Проблема оказалась до абсурда смешной))) Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов. Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом. Такая вот история)))
Новичок Сообщения: 11
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума Сообщения: 3817
С чего начинать?
Как с чего. С азов .
С азов .
Участник Сообщения: 162
Резюк софтстарта посмотри
Новичок Сообщения: 13
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Модератор
Сообщения: 4569
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом. Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума Сообщения: 4937
sofrina
. дату не видел?
Модератор
Сообщения: 4569
sofrina
. дату не видел?
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете
начинать темы Вы
не можете
отвечать на сообщения Вы
не можете
редактировать свои сообщения Вы
не можете
удалять свои сообщения Вы
не можете
голосовать в опросах Вы
не можете
добавлять файлы Вы
можете
скачивать файлы
решил сваять осциллятор к инвертору, увидел ролик https://www. youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
Доброго времени суток всем! Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним. Подключил его к компьютерному БП,но БП и сам не включился..jpg) Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе. Собственно зачем сюда обратился? Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки? Сам аппарат собственно.
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала. Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте. Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами: 1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то 3) Откуда брать эффективную проницаемость? 4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин? И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел. Заранее благодарю.
Добрый день форумчане! Для тестирования солнечных инверторов после ремонта необходим эмулятор стринга солнечных панелей Выходное напряжение эмулятора 450V ток 3-4 А Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt напрашивается вариант повышающего импульсного препразователя DC/DC Прошу о помощи тк не радиолюбитель
@Borodach Ещё следует подчеркнуть форму сигнала на котором производятся измерения (синусе или импульсе) и его частота.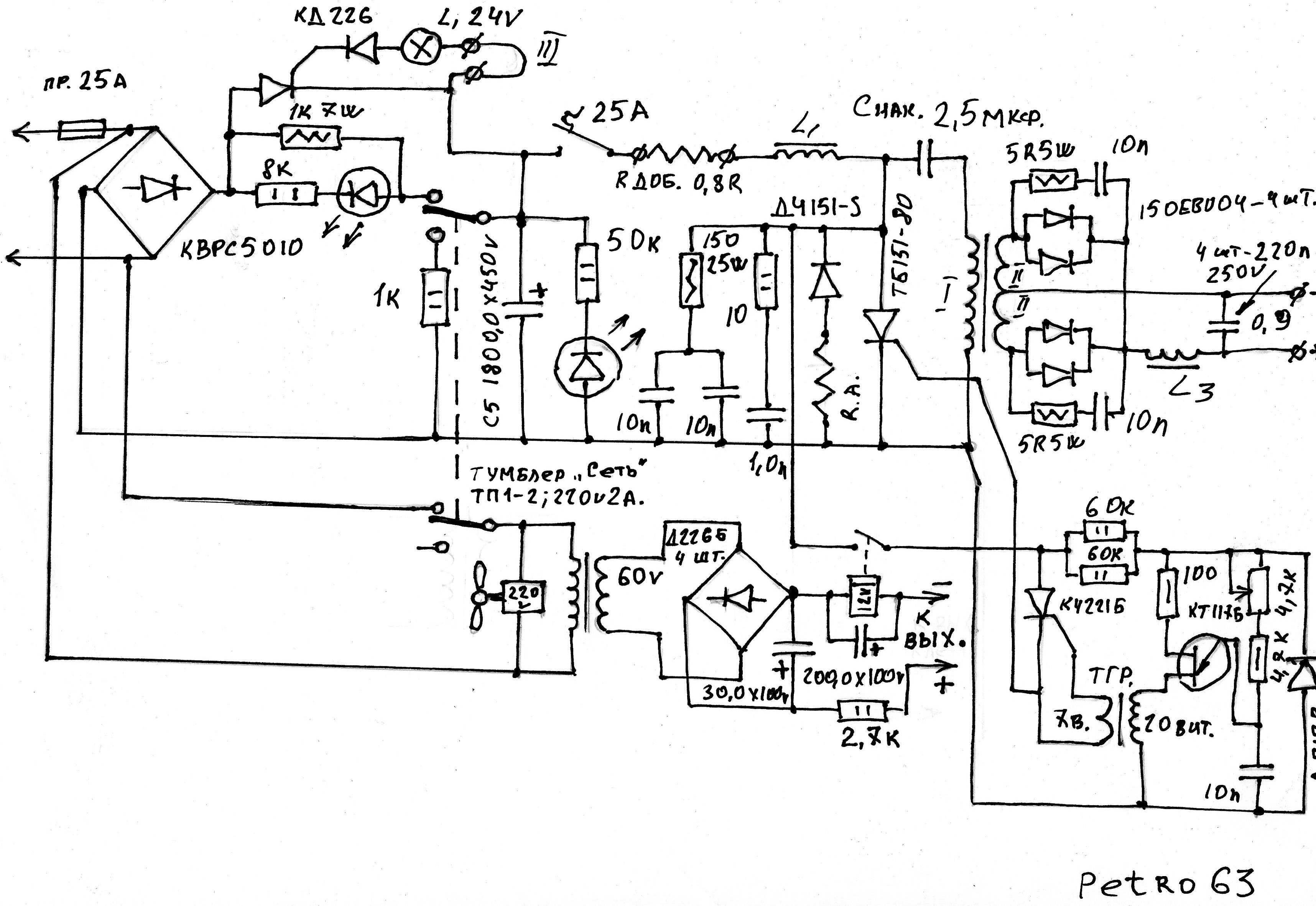 Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Да. 494 по сложнее. У меня осталось 9шт. IR2153. Такой блок на ламповый усь даже не знаю. Фонит сильно. Генерация идёт на полную мощность,от этого и фон. Как её ослабить я н6е знаю. Может резисторы на затворах поменять? Сейчас стоят на 27 Ом. Увеличить сопротивление,что это даст? Так-то по хорошему нужна обратная связь.но как её сделать?
@Mayder Ну в принципе можно будет поставить n канальный после резистора 0,05 Ом. переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
Ресанта — 220 ремонт инвертора.
Ресанта — 220 .
Поступил в сервис к нам, сварочный инвертор Ресанта — 220. Аппарат не включался. Раскрываем корпус аппарата просматриваем его. Проверяем входные транзисторы, по высокой цепи управления, так же проверяем диоды, сопротивления, кондёры, связанные с этой цепью. В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
studvesna73.ru
Опишу свой первый опыт ремонта инверторов. Как-то осенью достались по дешёвке ($10 за каждый) два горелых аппарата белорусской торговой марки WATT MMA-201..jpg) И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
Речь будем вести про аппараты, примерно аналогичные Телвин Техника 164, Штурм-Энергомаш и наверное ещё каким-нибудь.
Для начала прозвонил простым стрелочным прибором некоторые элементы сварочников. На одном из них никаких пробоев, кз и прочих бед обнаружено не было, на другом накоротко звонилось следующее:
[
]()
Однако это я делал ещё вслепую, т. е. без схем и прочего. Когда же информация была на руках стало ясно, что конденсаторы и диоды могут звониться накоротко из-за выхода из строя транзисторов. Что впоследствии и подтвердилось. После выпаивания пробитых транзисторов и подачи нужного напряжения на реле, аппарат ожил.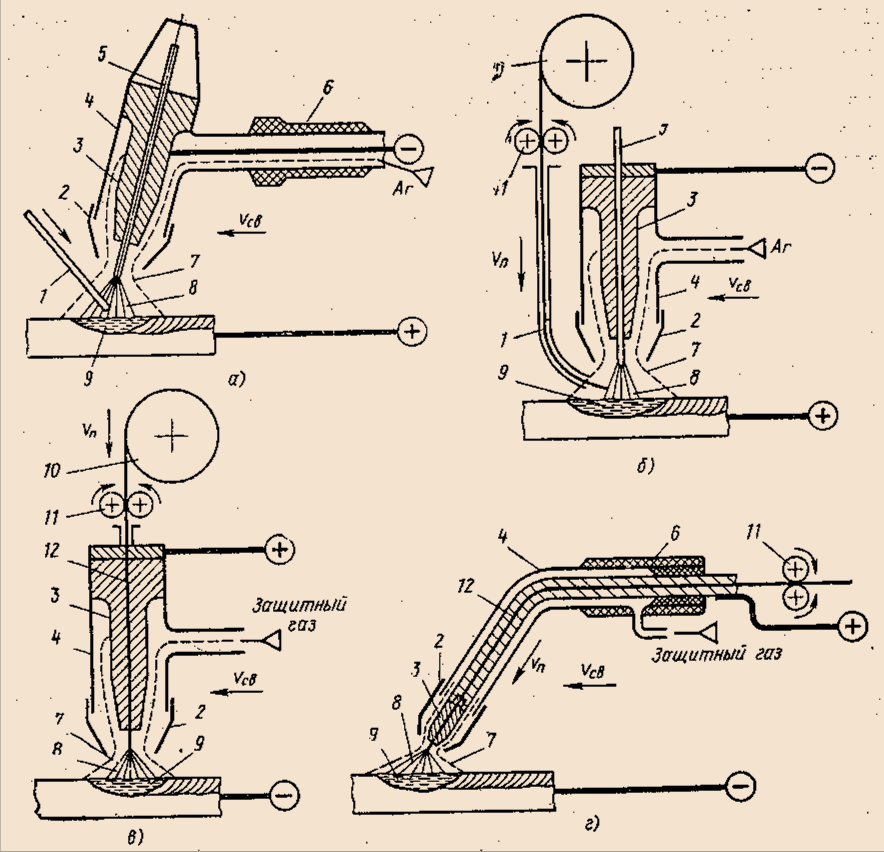 Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Описываю так подробно, вдруг кому-то из таких-же новичков, как я, пригодится. Попутно хотел бы спросить, можно ли оставить на плате МЛТ-2 вместо штатных, будет ли долгим их век?? Кроме того интересует, от чего могли сдохнуть три транзистора (марка FGh50N60UFD) при исправных управляющих ключах, чем их можно безболезненно заменить, нормально ли, что другие транзисторы прни этом остались целы?? Может у кого-то имеются наработки по улучшению таких аппаратов? Буду благодарен за любую информацию, так как вкус к предмету появился неслабый.
www.mastergrad.com
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
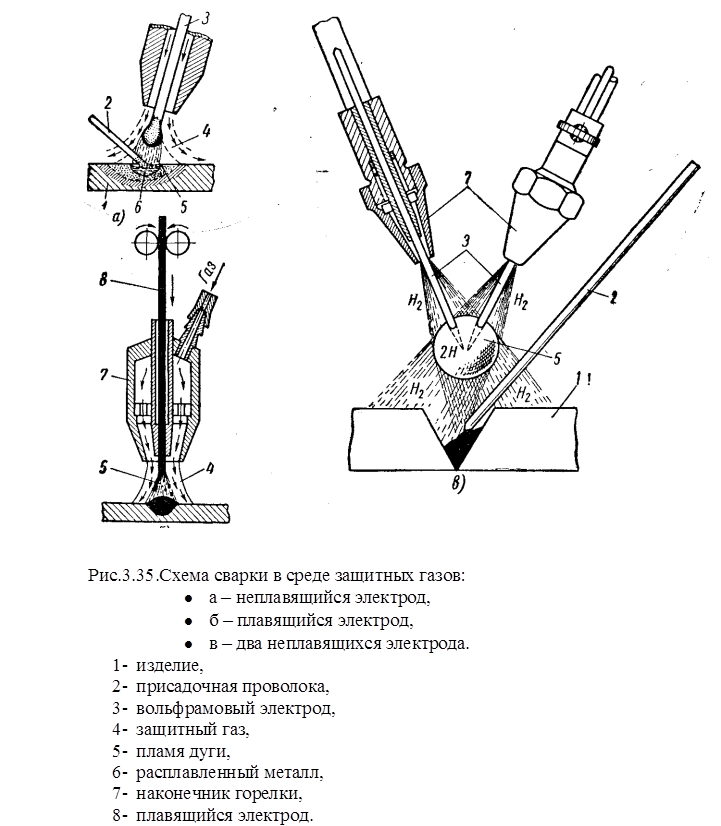
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Сварочные инверторы
Схемы сварочных инверторов. Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Радиосхемы. – Схемы сварочных инверторов
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160….TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
radio-uchebnik.ru
схема и описание. Ремонт сварочных инверторов своими руками :: SYL.ru
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес – не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.
Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Что необходимо для изготовления?
Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода.
Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину.
В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока.
Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности.
Уменьшение количества витков
Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока.
С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант – воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
Схемы сварочных инверторов, своими руками сделанных
Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно.
Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные – последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Особенности системы охлаждения
В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий.
Назначение аппарата
Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке:
- Цветного металла.
- Черного металла.
- Тонких стальных листов.
- Нержавейки.
Детали для устройства
После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже.
Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, необходимо приобрести:
- блок питания;
- силовые агрегаты;
- скотч.
- драйверы.
Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее.
Ремонт сварочных инверторов своими руками
Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально).
С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова.
Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию.
Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки.
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко.
Конструкция
Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3).
К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись.
ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9.
В подборе других элементов вопросов возникнуть не должно.
Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер.
Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре.
На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ.
Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник.
Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом:
Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного.
www.syl.ru
конструкция силовой и управляющей части
Все схемы сварочных инверторов состоят из силовой и управляющей части.
Устройство инверторного сварочного аппарата.
На сегодняшний день пользуются популярностью аппараты для сварки инверторного типа. Популярность связывается с их низкой стоимостью. Конструкции имеют большое количество достоинств, однако время от времени они, как и другие приспособления, нуждаются в ремонте. Для того чтобы выполнить ремонт инвертора, понадобится знать его устройство и главные функциональные блоки.
Сама конструкция для сварки являет собой блок питания большой мощности. Принцип его действия схож с импульсными блоками питания, к которым можно отнести, к примеру, блоки питания компьютеров АТ и АТХ. Сходства заключаются в способе преобразования энергии.
Энергия в устройстве для сварки преобразуется следующим образом:
- Выпрямляется переменное напряжение электрической сети 220 В.
- Преобразуется непрерывное напряжение в переменное с высокой частотой.
- Понижается интенсивность с высокой частотой.
- Выпрямляется пониженное напряжение.
Преобразование тока в сварочном инверторе
Раньше в качестве главного компонента сварочного инвертора использовался силовой трансформатор большой мощности. Он снижает временное напряжение электрической сети, в результате чего можно получить от повторной обмотки большие токи (10-100 А), которые понадобятся для сварки. Если выполнить понижение интенсивности на повторной обмотке трансформаторной конструкции, то будет возможность во много раз увеличить ток, который сможет отдать нагрузке повторная обмотка. В результате будет уменьшено количество витков повторной обмотки, а диаметр провода для обмотки вырастит.
Трансформаторные конструкции имеют большую мощность. Они работают на частоте 50 Гц, имеют большие габариты и вес.
Для устранения подобного недостатка разрабатываются инверторные устройства для сварки. В данных устройствах рабочий диапазон увеличивается до 65-80 кГц, в результате чего размеры и общий вес конструкции уменьшены. Рабочая частота преобразования увеличена в 4 раза, что снижает габариты примерно в 2 раза. В результате сокращаются расходы меди и остальных материалов на сооружение приспособления.
Частота временного тока электрической сети всего 50 Гц, поэтому может возникнуть проблема с рабочей частотой устройства 65-80 кГц. Для этого используется схема сварочного инвертора, в составе которой есть транзисторы большой мощности. Подобные приспособления могут переключаться с частотой 65-80 кГц. Чтобы транзисторные изделия могли работать, надо подавать на них непрерывное напряжение, которое можно получить от выпрямительного приспособления.
Схема трансформатора инвентора.
Интенсивность электрической сети будет выпрямляться мостом большой мощности и сглаживаться конденсаторными изделиями для фильтрации. В итоге на выходе выпрямительного изделия и фильтра получится непрерывное напряжение более 220 В. Это начальный этап преобразования.
Данная интенсивность и будет использоваться в качестве источника питания для инверторной схемы. Транзисторные изделия инвертора большой мощности подключаются к трансформаторной конструкции для понижения. Транзисторные изделия переключаются с большой частотой в 65-80 кГц, в связи с чем трансформаторная конструкция тоже будет работать на данной частоте. Для работы на больших частотах нужны меньшие трансформаторные устройства. Поэтому трансформатор будет сжат до небольших размеров, при этом мощность его остается неизменной.
С преобразованием возникают некоторые сложности, поэтому в схеме сварочного инвертора присутствуют и другие детали, которые предназначаются для того, чтобы устройство работало стабильно.
Схема сварочного инвертора и конструкция силового блока
Внешний вид сварочной платы с указанием размещения главных компонентов схемы можно увидеть на рис. 1. Первым делом следует разобраться в схеме силовой части, которую можно увидеть на рис. 2.
Рисунок 1. Схема сварочной платы.
Схема сварочного инвертора состоит из таких компонентов:
- помеховый фильтр;
- реле медленного пуска;
- конденсаторные элементы;
- сетевое выпрямительное устройство;
- датчик тока;
- кулер;
- трансформаторная конструкция для понижения;
- радиаторы.
Вернуться к оглавлению
Сетевой выпрямитель сварочного инвертора
Первым делом переменный ток 220 В выпрямляется мостом большой мощности, после чего фильтруется электролитическими конденсаторными элементами. Это нужно для того, чтобы временный ток электрической сети с частотой 50 Гц превратился в постоянный. Конденсаторные элементы С21 и С22 необходимы для того, чтобы сглаживать пульсации выпрямляемого напряжения, которые всегда будут после диодного выпрямительного элемента. Выпрямительное приспособление реализовывается по стандартной схеме диодного моста. Он выполняется по сборке PD1.
Нужно заметить, что на конденсаторных элементах фильтра интенсивность будет практически в 1,5 раза больше, чем на выходе моста. Следовательно, если после подобного моста получается 220 В напряжения с пульсациями, то на конденсаторных элементах получится уже 310 В непрерывного напряжения. В большинстве случаев рабочее напряжение ограничивают отметкой в 250 В, так как интенсивность в сети в некоторых случаях завышена. Поэтому на выходе фильтра получится 350 В. В итоге конденсаторные элементы будут иметь вольтаж в 400 В, при этом будет некоторый запас.
Рисунок 2. Схема силовой части инвентора.
На печатной плате устройства для сварки элементы сетевого выпрямительного элемента занимают большое количество места. Диодный мост для выпрямления монтируется на радиаторную конструкцию для охлаждения. Через данную сборку будут протекать огромные токи, в результате чего диоды нагреваются. Чтобы защитить мост, на радиаторном устройстве следует установить термический предохранитель, который будет размыкаться в случае превышения температуры радиаторной конструкции более 90°С.
В выпрямительном приспособлении используются сборки типа GBPC 3508. Данная сборка рассчитывается на прямой ток 35 А и вольтаж 800 В.
После моста устанавливаются несколько электролитических конденсаторных элементов, емкость каждого из которых составляет 680 мкФ, а рабочий вольтаж — 400 В. Емкость конденсаторных приспособлений будет зависеть от модели используемого устройства. Непрерывная интенсивность с выпрямительного изделия и фильтра будет подаваться на устройство.
Вернуться к оглавлению
Устройство помехового фильтра и инвертора
Чтобы помехи высоких частот, которые будут возникать во время функционирования инвертора для сварки, не смогли попасть в электрическую сеть, перед выпрямительным изделием понадобится установить фильтр электромагнитной совместимости. Согласно схеме, подобный фильтр состоит из элементов С1, С8, С15 и дроссельного изделия на кольцевом проводе Т4.
Схема помехового фильтра.
Устройство инвертора собирается по схеме косого моста. В данном случае применяется несколько ключевых транзисторных изделий высокой мощности. В качестве главных транзисторных приспособлений могут использоваться как IGBT-элементы, так и MOSFET. Подобные компоненты надо будет установить на радиаторное приспособление, чтобы можно было отводить тепло.
Непрерывная интенсивность будет коммутироваться транзисторными изделиями Q5 и Q8 через обмотку трансформаторной конструкции Т3 с частотой намного большей, чем частота электрической сети. Частота переключений может быть 10-50 кГц. В данном случае будет создан временный ток, как и в электрической сети, однако он будет иметь частоту в 10-50 кГц.
Чтобы защитить транзисторные изделия от нежелательных выбросов интенсивности, следует применить RC-цепочки.
Чтобы понизить интенсивность, в схеме предусматривается высокочастотный трансформаторный элемент Т3. При помощи транзисторных изделий Q5 и Q8 через начальную обмотку трансформаторной конструкции Т3 будет коммутироваться интенсивность, которая сможет поступать от выпрямителя. В результате получится непрерывное напряжение в 310-350 В.
Благодаря транзисторным изделиям непрерывная интенсивность будет преобразовываться во временную.
Трансформаторные изделия не могут преобразовывать постоянный ток.
С повторной обмотки в трансформаторном приспособлении Т3 можно будет снять уже намного меньшую интенсивность (порядка 65-70 В). В данном случае максимальный ток будет достигать 125-130 А, потому целесообразно использовать трансформаторное приспособление Т3. Через начальную обмотку будет протекать маленький ток, но большого напряжения. С повторной обмотки можно снять маленькое напряжение, но ток в данном случае будет большим.
Вернуться к оглавлению
Схема выходного выпрямительного приспособления сварочного инвертора
Данный элемент собирается на основе мощных диодов с одним катодом.
Приспособления будут выпрямлять временный ток высокой частоты. В случае выполнения ремонтных работ рекомендуется заменять диоды в выходном элементе для выпрямления именно на быстродействующие.
Каждый сварочный инвертор имеет свою схему, однако основные элементы везде одинаковы.
moiinstrumenty.ru
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение – 220 В;
- сила тока на входе – 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
tokar.guru
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
instrument-blog.ru
Сварочный инвертор своими руками из старого телевизора
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором. Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают сварочный инвертор своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Любой инвертор, даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса.
Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования).
Предлагаем к рассмотрению варианты, как сделать сварочный своими руками.
Резонансный инвертор в фабричном корпусе
В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее.
От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести.
Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек.Подробный рассказ как сделать сварочный инвертор своими руками — видео
Принцип построения резонансного инвертора, безопасность схемы
- Технологию ШИМ необходимо полностью исключить, поскольку для этого требуется стабилизированное напряжение питания задающего генератора. Это усложняет схему
- Затворы силовых транзисторов необходимо стабилизировать. Для этого подойдут стабилитроны типа KC213
- Управляющий трансформатор монтируется как можно ближе к силовым транзисторам. Провода, подающие напряжение на затворы, должны быть скручены витковой парой, для уменьшения паразитных наводок
- Особые требования к монтажной плате силового моста: дорожки на текстолите необходимо вытравить как можно большей ширины, затем залудить слоем припоя минимум 1 мм. Используйте тугоплавкий припой. Электрическая схема выполняется на текстолите толщиной минимум 3 мм, для лучшего рассеивания тепла.
- Любые цепи, относящиеся к силовым блокам, должны быть тщательно пропаяны тугоплавким припоем. В противном случае возможно возгорание деталей от искрения
- Сетевой кабель выполняется сечением не менее 2,5 квадратов
- Входной автомат должен быть рассчитан на ток нагрузки плюс 50%. В нашем случае – 16А
- Высоковольтные цепи выполняются в двойной изоляции: на проводники надеваются несгораемые кембрики на основе слюды или стекловолокна
- Резонансный дроссель не должен иметь металлического кожуха. Крепление только на клеммах – никаких металлических скоб. Иначе наводки нарушат его параметры
- Проточная принудительная вентиляция – обязательное условие
- Выходные силовые диоды должны быть защищены от пробоя по напряжению. Обычно применяются RC цепочки.
Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры.
Важно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам.
Задаем для себя параметры будущего сварочного аппарата:
- Ток нагрузки на выходе: 5 – 120А
- Напряжение холостого хода 90В
- Продолжительность нагрузки для электродов 2 мм – 100%, для электродов 3 мм – 80%. (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
- Потребляемый ток на входе: не более 10А
- Масса без силовых проводов 2 кг
- Регулятор тока
- Вольтамперная характеристика – падающая. Поэтому можно работать в режиме полуавтомата с СО2.
Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная:Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Она используется в блоках питания компьютерных бесперебойников. Можно извлечь деталь из сгоревшего UPS.
[note]Особенность инвертора – крайне низкая потребляемая мощность (по меркам сварочника, разумеется) – не более 2,5 Вт. Это позволяет использовать его не только в гараже, но и в квартире с входным автоматом 16А.[/note]Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе. Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ.Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH. Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка.Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
[tip]Трансформаторы тока подключены во вторичной обмотке. Это конструктивная особенность схемы – в первичной обмотке максимальный ток возможен лишь во время образования резонанса.[/tip]Защита инвертора
Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
На микросхеме SG3524, вход shutdown прерывается в трех случаях:
- Срабатывание термодатчика
- Блокировка транзисторной схемой при коротком замыкании
- Отключение тумблером.
Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства.
В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах.Итог:Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
obinstrumente.ru
Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Национальная схема сертификации инспекторов сварки (NWICS) – IIW India
Введение: Целью проверки сварки является определение того, соответствует ли сварная деталь требованиям приемки свода правил, стандарта или другого документа. Инспектор по сварке должен быть знаком со сварочными процессами, процедурами сварки, квалификацией сварщика, материалами, неразрушающим и разрушающим контролем сварных швов, уметь читать чертежи, составлять и вести записи, готовить и составлять отчеты, а также принимать ответственные суждения и решения.
Национальная схема сертификации инспекторов сварки (NWICS) , разработанная IIW Индии, представляет собой комплексную схему, которая предусматривает проверку и сертификацию персонала, стремящегося продемонстрировать свою компетентность и знания в области контроля сварки. Схема управляется Управляющим советом Уполномоченного назначенного органа IIW Индии (ANB-India) по обучению, квалификации и сертификации персонала. IIW India находится в процессе передачи аккредитации от NABET в NABCB (оба подразделения QCI) в качестве органа по оценке соответствия (CAB) согласно ISO / IEC: 17024-2012 для сертификации персонала.ANB IIW India понимает важность беспристрастности, управления конфликтом интересов, обеспечения безопасности и конфиденциальности во всей своей деятельности в соответствии с ISO / IEC: 17024.
Объем сертификации: Эта спецификация устанавливает требования к отделу IIW India-ANB по сертификации инспекторов сварки, супервайзеров, инженеров, координаторов контроля качества и экспертов в отношении его / ее компетенции в выполнении функций контроля сварки на производстве. и строительной отрасли:
- Безопасность труда
- Рассмотрение и подготовка необходимой документации
- Контроль сварных соединений до, во время и после сварки
- Оценка и приемка сварных соединений на основе результатов разрушающих и неразрушающих испытаний / отчетов
Уровни сертификации: Программа NWICS IIW India предусматривает 3 (три) уровня сертификации
- Базовый уровень (NWIC – Basic)
- Стандартный уровень (NWIC – Standard)
- Продвинутый уровень (NWIC – Advanced)
Роль и функции инспекторов по сварке: Кандидат должен уметь выполнять следующие действия на разных уровнях сертификации.
- Инспектор по сварке – базовый уровень
- Самостоятельно проводить визуальный контроль до, во время и после сварки, а также проверку размеров сварных соединений на соответствие требованиям технических условий и чертежам.
- Для выполнения следующих функций под наблюдением инспектора по сварке – стандартный уровень или инспектор по сварке – продвинутый уровень
- Понимать применение различных стандартов, кодов, спецификаций, символов сварки, чертежей, WPS и законодательных / нормативных требований.
- Проверить соответствие сырья и материалов, сертификатов применимым стандартам, кодам и спецификациям.
- Убедитесь, что размеры швов, подготовка кромок, подгонка, сварочное оборудование и подготовка к сварке соответствуют чертежам, стандартам и технологическим требованиям.
- Проверить соответствие процедур предварительного нагрева действующим стандартам.
- Осуществлять производственный контроль во время сварки для проверки соблюдения установленной процедуры, включая предварительный нагрев, параметры сварки, контроль температуры между проходами и любые требования к последующему нагреву.
- Понимать и обеспечивать соблюдение действующих требований безопасности
- Инспектор по сварке – стандартный уровень
- Наблюдать за деятельностью инспекторов по сварке – Базовый уровень, как указано в A, b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень, как указано в A, b) с 1 по 6 выше
- Разрабатывать, комментировать и анализировать планы контроля качества, а также планы проверок и испытаний на основе стандартов продукции, кодов, спецификаций, чертежей и законодательных / нормативных требований.
- Изучить процедуры сварки (WPS) на предмет соответствия нормам и требованиям контракта и проверить соответствие квалификационным требованиям процедуры сварки (WPQR).
- Наблюдайте за квалификационным испытанием процедуры, включая испытание образца, и проверьте соответствие WPQRs, WPSs и квалификации сварщиков применимым стандартам для обычных сварочных процессов. (например, процессы дуговой сварки сталей, алюминиевых сплавов и т. д.)
- Проверить соответствие процедур PWHT применимым стандартам.
- Проверить соответствие процедуре неразрушающего контроля
- Принять решение о приеме документов по качеству, относящихся к сварному производству (например, неразрушающий контроль, испытания материалов, производственные испытания и т. Д.).
- Принимать решения на основе документов по качеству (например, неразрушающий контроль, испытания материалов, производственные испытания и т. Д.) В соответствии с требованиями, установленными для строительства.
- Внедрить планы обеспечения качества контроля сварных швов
- Оценка и приемка сварных конструкций на основании отчетов об испытаниях DT & NDT.
- Проведение надзора и аудита поставщиков и продавцов
- Сообщить обо всех вышеперечисленных действиях.
- Обучение и аттестация инспекторов по сварке – базовый уровень
- Инспектор по сварке – продвинутый уровень
- Наблюдать за деятельностью инспекторов по сварке – базовый и стандартный уровни, как указано в A, b) выше и B b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень, как указано в A, b) с 1 по 6 выше и инспектор по сварке – стандартный уровень, как указано B b) с 1 по 13 выше
- Проверить совместимость основного материала и присадочного материала
- Квалификационное испытание процедуры свидетеля, включая испытание образца и проверку соответствия WPQRs, WPSs.
- Проведение квалификационных испытаний сварщиков и их соответствие применимым стандартам для обычных сварочных процессов. (например, процессы дуговой сварки сталей, алюминиевых сплавов и т. д.)
- Записать спецификации процедур сварки и квалификацию сварщика
- Подготовка требований к визуальному контролю, неразрушающему контролю и разрушающим испытаниям
- Выявление дефектов сварных швов и определение их приемлемости, включая интерпретацию рентгенографических пленок углеродистых, низколегированных и нержавеющих сталей.
- Окончательная приемка и подтверждение того, что все требования, предъявляемые к сварной конструкции, выполнены
- Подготовить планы обеспечения качества контроля сварочных работ, планы аудита и надзора, а также требования к документации и контролю.
- Ведение отчетов о комплексных проверках
- Обучение и аттестация инспекторов по сварке – стандартный уровень
- Техническое руководство и руководство для группы инспекторов по сварке
Требуемая компетентность и экзамен: IIW India Процесс сертификации инспекторов по сварке ANB требует, чтобы ANB India провел экзамен, состоящий из теории, практики и жизненного опыта, для определения знаний и компетентности кандидата в сварочной технологии, контроле сварки и смежных технических областях. соразмерно уровню сертификации.
Кандидат должен быть в состоянии продемонстрировать соответствующий уровень знаний и навыков в области сварочного контроля, охватывающий следующее:
- Нормы и стандарты
- Сырье, контроль и прослеживаемость
- Знание материалов и их поведения при сварке
- Стандартные процессы и оборудование для сварки и резки
- Техника безопасности при сварке и резке
- Традиционные методы DT и NDT, включая проверку целостности.
- Типы соединений, положения и обозначения сварки.
- Квалификация сварки – порядок и выполнение
- Обнаружение и интерпретация разрывов с помощью VT & PT.
- Интерпретация и оценка отчетов RT&UT.
- Прокомментируйте и просмотрите документы контроля качества, а именно. Отчеты QAP, WPS, PQR, WPQ, MTC, DT и NDT
- Осуществлять контроль сварных конструкций до, во время и после сварки, включая контроль размеров PMI и PWHT в соответствии с требованиями соответствующих стандартов.
- Эффективно общаться устно и письменно и составлять отчеты
Подробная информация о теоретических и практических знаниях и требованиях к компетенции, а также процедура экзамена и требования для каждого из трех уровней приведены в Приложении 1 к данной схеме сертификации.
ANB India предлагает кандидатам пройти программу обучения в утвержденном ANB India учебном центре на соответствующем уровне в качестве подготовки к сдаче экзаменов.
Предварительные требования : Требования к квалификации, опыту и остроте зрения для кандидатов для доступа к различным уровням сертификации приведены ниже.
- Квалификация и опыт
Базовый уровень: Кандидат должен обладать любой из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
| Sl № | Образование | Опыт |
| 1 | Класс VIII | 5 лет.Опыт работы на производстве, из которых 3 года в области сварки / контроля / неразрушающего контроля сварных швов |
| 2 | Класс X (со науками и математикой) / ITI (мех.) | 3 г. Опыт работы на производстве, из которых 2 года в области сварки / контроля / неразрушающего контроля сварных швов |
| 3 | Диплом XII / IWS / IWIP (B) или любой другой
Эквивалент , курс для инспекторов по сварке | 2 г. Производственный опыт, из которых 1 год в сварочной технике / контроле / неразрушающем контроле сварных швов |
| 4 | MSc / BE / IWE / BSc / Diploma in Engg./ Диплом IWT, IWIP (S) или эквивалентный курс для инспекторов по сварке | 6 месяцев Опыт работы в области технологий сварки / контроля / неразрушающего контроля сварных швов, желательно, но не обязательно |
Стандартный уровень: Кандидат должен обладать любой из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
| Sl № | Образование | Опыт |
| 1 | Класс VIII | 8 лет.Производственный опыт из которых 5 лет в участок сварки / осмотр / неразрушающий контроль сварных швов |
| 2 | Класс X (со науками и математикой) / ITI (мех.) | 5 лет. Производственный опыт из которых 3 года в участок сварки / осмотр / неразрушающий контроль сварных швов |
| 3 | Класс XII / IWS / NWICS – B / IWIP (B) диплом или эквивалент Сварка Курс инспекторов | 3 г. Производственный опыт из которых 2 года в сварочная техника / контроль / неразрушающий контроль сварных швов |
| 4 | бакалавр наук / диплом англ./ IWT, IWIP (S) диплом | 2 г. Производственный опыт в технологии сварки / контроля / неразрушающего контроля сварных швов. |
| 5 | MSc / BE / IWE | 1 год. Опыт работы в сварочной технике / контроле / неразрушающем контроле сварных швов. |
Продвинутый уровень: Кандидат должен обладать сертификатом NWICS – Standard или эквивалентным, а также любой из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
| Sl № | Образование | Опыт |
| 1 | Class X (Со Sc.И математика) / ITI (мех.) | 10 лет. Производственный опыт из которых 5 лет в участок сварки / осмотр / неразрушающий контроль сварных швов |
| 2 | IWS / IWIP (S) / Класс XII (со школами и математикой) | 5 лет. Производственный опыт из которых 3 года в сварочная техника / контроль / неразрушающий контроль сварных швов |
| 3 | бакалавр наук / диплом англ. / IWT | 3 г. Производственный опыт из которых 2 года в сварочная техника / контроль / неразрушающий контроль сварных швов |
| 4 | MSc / BE / IWE / IWIP (C) | 2 г.Производственный опыт из которых 1 год в сварочная техника / контроль / неразрушающий контроль сварных швов |
- Кандидат также должен обладать следующим минимальным стандартом остроты зрения, сертифицированным зарегистрированным офтальмологом / оптометристом / офтальмологом:
- Near Vision – Jaeger J2 или лучше с коррекцией (не старше 12 месяцев)
- Color Vision – Согласно таблице ISHARAS (не старше 12 месяцев).
Требуемый кодекс поведения:
- Учитывая важность качества сварного производства, а также последствия его отказа для жизни человека и общества, кандидат должен действовать честно и профессионально при проверке сварки и приемке конечного продукта.
- Принимать и выполнять задания по проверке сварки только при наличии соответствующей квалификации / сертификата.
- Кандидат должен вести себя профессионально и дисциплинированно, что не повлияет на безопасность его коллег, участвующих в производстве конечного продукта.
- Поведение кандидата по отношению к своему начальству, коллегам и подчиненным должно соответствовать протоколу организации.
- Кандидаты должны избегать любого конфликта интересов с работодателем или клиентом и сообщать о любых деловых ассоциациях или обстоятельствах, которые могут быть рассмотрены таким образом.
Срок действия сертификата
Сертификат действителен в течение начального периода в пять (5) лет с даты сертификации и может быть продлен на дополнительный период в пять (5) лет по заявлению кандидата при условии повторной оценки продолжающейся компетентности со стороны ANB India. Повторная сертификация потребуется через десять (10) лет первоначальной сертификации.
Сварочное оборудование | Колледж Сан-Хасинто
Информация о программе
В Техасе развиваются отрасли и сообщества, особенно в нефтехимических областях.По мере роста темпов строительства растет и спрос на талантливых сварщиков. Бюро статистики труда США сообщает, что к 2020 году потребность в сварщиках вырастет на 26 процентов.
Сварка – это процесс соединения металлов вместе с использованием электрической дуги для плавления присадочного металла в исходный металл. чтобы сделать две части как одну. Сварка может включать соединение таких деталей, как трубопроводы, конструкционная сталь, стальные пластины, сосуды высокого давления или даже мелкие детали; и его можно выполнять на углеродистой стали, нержавеющей стали, алюминии и многих других металлах.Сварка требует навыков и таланта художника, которые можно приобрести с помощью обучения и дисциплины.
Сварщику также может потребоваться резка, контур и фаска металлических пластин и структурных форм до размеров, указанных в чертежах, рабочих заданиях и шаблонах, с использованием горелок, пил, ножниц или других станков.
Колледж Сан-Хасинто предлагает одно из крупнейших и наиболее оснащенных учебных заведений по сварке в регионе, где студенты могут изучить многие аспекты сварочных технологий и получить доступ к карьерной лестнице от производства и промышленности до инспекции и управления.
Программа сварочных технологий колледжа Сан-Хасинто:
- Имеет учебный план, разработанный с учетом потребностей сварочной отрасли;
- Содержит инструкции по всем позициям на пластинах и трубах из углеродистой и нержавеющей стали с использованием следующих нескольких процессов: дуговая сварка защищенным металлом (SMAW) «палкой», газовая дуговая сварка металла (GMAW), «MIG», газовая дуговая сварка вольфрамовым электродом (GTAW). ) Процессы «TIG» и дуговой сварки порошковой проволокой (FCAW), а также кислородное топливо;
- Предлагает сертификаты и курсы повышения квалификации для студентов, которые хотят напрямую работать; и
- Включает в себя степень младшего специалиста прикладных наук (AAS) с академическими курсами, чтобы подготовить всесторонне развитого человека для удовлетворения потребностей отрасли и постоянных возможностей
Заработок
Сварщик, резак, паяльщик и паяльник
В целом: 47 876 долларов в год (23.02 ч) 1
Заработная плата за сертификацию Американского общества сварки (AWS)
- Сварщик $ 20,38 ч 2
- Сварщик труб $ 27,12 ч 2
- Сварщик конструкций $ 19,13 ч 9 Для более 2 9046 946 900 Для получения дополнительной информации студенты могут обращаться по следующим адресам:
Центральный кампус: 281-476-1814 или 281-478-2799
Северный кампус: 281-998-6150, x7639
Кампусы
Центральный кампус
Северный кампусСИМВОЛЫ СВАРКИ И СВАРКИ, Плазменная сварка, сварочные позиции, сварочные аппараты и другие сварочные системы резки Плазменная сварка
СИМВОЛЫ СВАРКИ И СВАРКИ
3-4.ОБЩАЯ ИНФОРМАЦИЯ
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим. Символы сварки позволяют разместить на чертежах полную информацию о сварке. Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла». Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации. Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины “сторона стрелки”, “другая сторона” и “обе стороны” используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа используется для обозначения процессов сварки и резки, а также спецификаций, процедур или дополнительной информации, которая будет использоваться при сварке.Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику. Обозначение, которое должно быть помещено в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если обозначения не используются, конец символа можно опустить.
3-5.ЭЛЕМЕНТЫ СВАРНОГО СИМВОЛА
Различают термины «символ сварки» и «символ сварки». Символ сварного шва (рис. 3-3) указывает на желаемый тип сварного шва. Символ сварки (рис. 3-2) – это способ изображения символа сварного шва на чертежах. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: справочная линия, стрелка, основные символы сварных швов, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс и т. Д. ссылка.Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2.
3-6. ОСНОВНЫЕ СИМВОЛЫ СВАРКИ
а. Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные обозначения сварных швов приведены ниже и показаны на рис. 3-3.
г. Обозначения для дуговой и газовой сварки . См. Рисунок 3-3.
г. Символы контактной сварки . См. Рисунок 3-3.
г. Обозначения для пайки, кузнечной, термитной, индукционной и проточной сварки .
(1) Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
(2) Когда требуется использование определенного процесса (рис.3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
ПРИМЕЧАНИЕБуквенные обозначения не назначаются для точечной дуги, контактной точки, дугового шва, контактного шва и выступающей сварки, поскольку используемые символы сварных швов являются адекватными.
(3) Если нет спецификации, процесса или другого символа, хвост можно опустить (рис. 3-6). ссылка используется со сваркой
e. Другие общие символы сварных швов . На рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
ф. Дополнительные символы . Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунке 3-3.
3-7. РАСПОЛОЖЕНИЕ ЗНАЧЕНИЕ СТРЕЛКИ
а. Обозначения сварки углов, канавок, фланцев, заусенцев и высажек . Для этих символов стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эту сторону следует рассматривать как сторону соединения, указанную стрелкой (рис.3-9). Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
г. Обозначения заглушки, паза, точечной дуги, дугового шва, контактной точки, контактного шва и выступающей сварки . Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
г. Ближняя сторона . Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления ( рис. 3-12 и 3-13).
г. Рядом с элементом . Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, рассматривается как ближний элемент соединения в соответствии с обычные правила оформления (рис. 3-11).
3-8. РАСПОЛОЖЕНИЕ ШВА ОТНОСИТЕЛЬНО СОЕДИНЕНИЯ
а. Сторона стрелки . Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14).
г. Другая сторона . Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
г. Обе стороны . Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
г. Нет бокового значения . Символы точки сопротивления, шва сопротивления, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис. 3-17).
3-9. ССЫЛКИ И ОБЩИЕ ПРИМЕЧАНИЯ
а. Условные обозначения со ссылками . Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
г. Обозначения без ссылок .Символы могут использоваться без спецификации, процесса или других ссылок, когда:
(1) На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией № ….»
(2) Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
г. Общие замечания . Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации, относящейся к преобладающим сварным швам.Эту информацию не нужно повторять на символах:
(1) «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
(2) «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
г. Индикация процесса . Когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис.3-5).
e. Символ без хвоста . Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
3-10. ОБОЗНАЧЕНИЯ СВАРКИ ВСЕГДА И ПОЛЕВОЙ СВАРКИ
а. Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сплошного сварного шва (рис. 3-7). Сварные швы, полностью охватывающие стык, включающий более одного типа сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру.Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
г. Полевые сварные швы – это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом полевого шва (рис. 3-7).
3-11. ОБЪЕМ СВАРКИ, ОБНАРУЖЕННЫЙ СИМВОЛАМИ
а. Резкие изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
г. Скрытые швы . Сварка скрытых стыков может быть закрыта, если сварка такая же, как и на видимом стыке. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
3-12. РАСПОЛОЖЕНИЕ СИМВОЛОВ СВАРКИ
а. Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
3-13. ИСПОЛЬЗОВАНИЕ ДЮЙМОВЫХ, ГРАДУСНЫХ И ФУНТОВЫХ ЗНАКОВ
ПРИМЕЧАНИЕ
Дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, когда такие сварные швы задаются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
3-14. КОНСТРУКЦИЯ СИМВОЛОВ
а. Обозначения углового, углового и J-образного паза, конического паза и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис. 3-18).
г. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис.3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
г. Информацию о сварочных обозначениях следует размещать для чтения слева направо вдоль контрольной линии в соответствии с обычными схемами оформления (рис. 3-20).
г. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть указан символ (рис. 3-21).
e. Буквы CP в хвостовой части стрелки указывают на полный проплавленный сварной шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
ф. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
г. Для обозначения последовательности операций могут использоваться две или более контрольных линии. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24). Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке. Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25). При необходимости, круговой символ сварки должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
3-15. ФИЛЕ СВАРОЧНЫЕ
Размеры угловых швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (A, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах шва и на чертеже не указано общее примечание, определяющее размеры сварных швов, размеры указываются следующим образом:
(1) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размеры (B или C, рис. 3-27).
(2) Если сварные швы различаются по размерам, оба должны иметь размер (D, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах соединения и на чертеже указано общее примечание, определяющее размеры сварных швов, размер ни одного сварного шва не требуется. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, оба сварных шва должны иметь размеры (C или D, рис. 3-27).
3-16. РАЗМЕР ФИЛЕЙНЫХ ШВОВ
а. Размер углового шва должен быть указан слева от символа сварного шва (A, рис.3-27).
г. Размер углового сварного шва с неравными участками должен быть указан в скобках слева от символа сварного шва. Ориентация сварного шва не обозначена символом и должна быть показана на чертеже при необходимости (E, рис. 3-27).
г. Если не указано иное, размер наплавленного углового сварного шва не должен быть меньше размера, указанного на чертеже.
г. Если указано проникновение для данного корневого отверстия, метод проверки для определения глубины проникновения должен быть включен в применимые технические условия.
3-17. ДЛИНА ФИЛЕ
а. Длина углового шва, указанная на символе сварки, должна указываться справа от символа сварного шва (от A до D, рис. 3-27).
г. Если угловая сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
г. Определенные длины угловой сварки могут обозначаться символами вместе с размерными линиями (рис.3-28).
3-18. ОБЪЕМ ФИЛЕЙНОЙ СВАРКИ
а. Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
г. Угловая сварка, выходящая за пределы резких изменений направления сварки, должна обозначаться дополнительными стрелками, указывающими на каждую часть свариваемого соединения (рис. 3-29), за исключением случаев, когда используется символ сварки по всему периметру.
3-19. РАЗМЕРЫ ПРЕРЫВНОЙ ФИЛЕЙНОЙ СВАРКИ
а. Шаг (межцентровое расстояние) прерывистой угловой сварки должен быть показан как расстояние между центрами приращений на одной стороне соединения.
г. Шаг прерывистой угловой сварки должен быть указан справа от размера длины (A, рис. 3-27).
г.Размеры цепной прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
г. Размеры ступенчатой прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии, как показано на рисунке 3-31.
Если не указано иное, ступенчатые прерывистые угловые сварные швы с обеих сторон должны располагаться симметрично, как показано на рисунке 3-32.
3-20. ПРЕКРАЩЕНИЕ ПРЕРЫВНОЙ СВАРКИ ФИЛЕ
а. Когда прерывистая угловая сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.
г. Когда между непрерывной угловой сваркой используется прерывистая угловая сварка, символ указывает, что на концах заданной длины должны оставаться промежутки, равные шагу минус длина одного шага.
г. Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они объединены вдоль одной стороны соединения (рис. 3-28).
3-21. КОНТУР ПОВЕРХНОСТИ ФИЛЕ
а. Угловые сварные швы, которые должны быть сварены приблизительно плоскими, выпуклыми или вогнутыми без использования какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклого или вогнутого контура к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе. 3-7 (А, рис.3-33).
г. Угловые сварные швы, которые должны быть плоскими с помощью механических средств, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (B, рис. -33).
г. Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (C, рис.3-33).
г. Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления символа вогнутого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификацией местоположения, приведенной в параграфе 3-7.
e. В случаях, когда угол между сварочными поверхностями таков, что идентификация типа сварного шва и правильного обозначения сварного шва под вопросом, детали желаемого соединения и конфигурации сварного шва должны быть показаны на чертеже.
ПРИМЕЧАНИЕ
Используемые здесь символы чистовой обработки обозначают метод чистовой обработки («c» = стружкообразование, «G» = шлифование, «H» = ковка, «M» = обработка), а не степень чистовой обработки.
3-22. СИМВОЛЫ СВАРКИ РАЗЪЕМОВ И ПЛОЩАДЕЙ
а. Общие . Для обозначения угловых швов в отверстиях нельзя использовать ни символ электрозаклепки, ни символ сварного шва с пазом.
г. Обозначение со стрелкой и другой стороны для сварных швов с заглушкой и пазом . Отверстия или прорези в боковом элементе соединения, показанном стрелкой, для электрозаклепки или пазовой сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (A, рис. 3-11). Отверстия или прорези в другом лонжероне соединения должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (B, рис. 3-11).
г. Размеры сварного шва .Размеры электрозащитных швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва. Размер сварного шва должен быть указан слева от символа сварного шва. Угол зенковки при сварке электрозаклепкой должен быть стандартом пользователя, если не указано иное. Включенный угол зенковки, если он не является стандартом пользователя, должен быть показан над или под символом сварного шва (A и C, рис. 3-34). Шаг (расстояние между центрами) электрозаклепки должен быть указан справа от символа сварного шва.
г. Глубина заполнения вставных и щелевых швов . Глубина заполнения пробковых и щелевых швов должна быть завершена, если не указано иное. Когда глубина заполнения меньше полной, глубина заполнения указывается в дюймах внутри символа сварного шва (B, рис. 3-34).
e. Контур поверхности вставных и щелевых сварных швов . Электрозаклепки, которые должны свариваться заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура чистовой обработки к символу сварного шва (рис.3-35). Электрозаклепочные швы, которые должны свариваться заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва (рис. 3-36).
ф. Размеры сварного шва с пазом . Размеры щелевых сварных швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-37).
г. Детали щелевых сварных швов . Длина, ширина, шаг, угол зенковки, ориентация и расположение щелевых сварных швов не могут быть показаны на символах сварки. Эти данные должны быть показаны на чертеже или в виде детали со ссылкой на символ сварки в соответствии с характеристиками места, указанными в параграфе 3-7 (D, рис. 3-33).
3-23. ДУГОВЫЕ ТОЧЕЧНЫЕ И ДУГОВЫЕ ШВЫ
а. Общие . Обозначение точечной сварки, в соответствии с его расположением по отношению к контрольной линии, может иметь или не иметь значение стороны стрелки или другого значения стороны.Размеры должны быть показаны с той же стороны от контрольной линии, что и символ, или с любой стороны, если символ расположен по обе стороны от контрольной линии и не имеет стороны стрелки или другого значения. Ссылка на процесс указывается в конце символа сварки. Затем следует использовать сварку с выступом, следует использовать символ точечной сварки со ссылкой на процесс сварки с выступом в конце символа сварки. Символ точечной сварки должен располагаться по центру выше или ниже контрольной линии.
г. Размер дуговых точечных и дуговых сварных швов .
(1) Эти сварные швы могут иметь размер или прочность.
(2) Размер сварных точечных швов должен быть обозначен как диаметр сварного шва. Размер дугового шва обозначается как ширина сварного шва. Размеры должны быть выражены в долях или десятичных дробях в сотых долях дюйма и должны быть показаны с отметками в дюймах или без них слева от символа сварного шва (A, рис.3-38).
(3) Прочность дуговой точечной сварки должна определяться как минимально допустимая прочность на сдвиг в фунтах или ньютонах на точку. В дуговых сварных швах прочность обозначается в фунтах на линейный дюйм. Прочность показана слева от символа сварного шва (B, рис. 3-38).
г. Расстояние между дуговой точечной сваркой и дуговой сваркой швов .
(1) Шаг (расстояние между центрами) дуговых точечных сварных швов и, если указано, длина дуговых швов, должны быть показаны справа от символа сварного шва (C, рис.3-38).
(2) Когда точечная сварка или дуговая шовная сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки указывать не требуется.
г. Объем и количество дуговой точечной сварки и дуговой сварки швов .
(1) Если при точечной дуговой сварке расстояние между резкими изменениями направления сварки меньше расстояния между резкими изменениями направления сварки или меньше полной длины соединения, необходимо определить размер (рис.3-39).
(2) Если для определенного стыка требуется определенное количество сварных точечных швов, это количество должно быть указано в скобках над или под символом сварного шва (рис. 3-40).
(3) Группа точечных сварных швов может быть расположена на чертеже путем пересечения центральных линий. Стрелки указывают по крайней мере на одну из осевых линий, проходящих через каждое место сварки.
e. Сварные соединения точечной дуговой сварки заподлицо и сварные швы заподлицо . Если открытая поверхность одного элемента точечного сварного шва или дугового шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-41) таким же образом, как и для угловых сварных швов (п. 3-21).
ф. Сведения о дуговой сварке швов . Расстояние, протяженность, ориентация и расположение сварных швов дуговой сварки не могут отображаться на символах сварки.Эти данные должны быть отображены на чертеже.
3-24. ШВА КАНАВКИ
а. Общие .
(1) Размеры сварных швов с разделкой кромок должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-42).
(2) Если не указано общее примечание, определяющее размеры сварных швов с двойной канавкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь одинаковые размеры (рис.3-43).
(b) Если сварные швы различаются по размерам, оба должны иметь размеры (рис. 3-44).
(3) Когда появляется общее примечание, определяющее размеры сварных швов с разделкой кромок, размеры сварных швов с двойной разделкой должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размер ни одного символа не требуется.
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры обоих сварных швов должны иметь размеры (рис. 3-44).
г. Размер швов с разделкой кромок .
(1) Размер сварных швов с разделкой кромок должен быть указан слева от символа сварного шва (рис. 3-44).
(2) Технические характеристики для сварных швов с разделкой кромок без указанного проплавления корней представлены следующим образом:
(a) Размер сварных швов с одной канавкой и с симметричной двойной канавкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на обозначении сварки (A и B, рис.3-45).
(b) Размер сварных швов с разделкой кромок, которые проходят только частично через соединяемые элементы, должен быть указан на обозначении сварки (A и B, рис. 3-46).
(3) Сварные швы с канавкой, размер сварных швов с канавкой и заданным корневым проваром, за исключением квадрата, должны указываться с указанием глубины снятия фаски и корневого провара, разделенных знаком плюс и помещенных слева от символа сварного шва.Глубина снятия фаски и врезания корня должны читаться в указанном порядке слева направо вдоль контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной канавкой должен указываться с указанием только корневого проплавления.
(4) Считается, что размер сварных швов с развальцовкой и канавкой продолжается только до точек касания, указанных размерными линиями (рис. 3-48).
г. Размеры паза
(1) Корневое отверстие, угол канавки, радиусы канавки и поверхности корня U- и J-образных швов с канавкой являются стандартом пользователя, если не указано иное.
(2) Если стандарт пользователя не используется, символы сварных швов следующие:
(a) Корневое отверстие показано внутри символа сварного шва (рис. 3-49).
(b) Угол канавки сварных швов с разделкой кромок показан за пределами символа сварного шва (рис.3-42).
(c) Радиусы канавок и поверхности впадин сварных швов с U- и J-образной канавкой показаны в виде поперечного сечения, детали или других данных со ссылкой на них в условном обозначении сварки в соответствии со спецификациями расположения, приведенными в параграфе 3-7 ( рис. 3-22).
г. Обратные и обратные сварные швы . Обратные и подкладочные швы однорядных сварных швов должны быть обозначены символом обратного или подкладочного шва (рис. 3-50).
e. Контур поверхности стыковых швов . Обозначения контуров для сварных швов с разделкой кромок (F, рис. 3-51) указываются так же, как и для угловых швов (параграф 3-21).
(1) Сварные швы с разделкой кромок, которые должны свариваться приблизительно заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии со спецификациями местоположения, приведенными в параграфе 3-7 (рис. -52).
(2) Швы с разделкой кромок, которые должны выполняться заподлицо с помощью механических средств, должны быть показаны путем добавления символа контура заподлицо и стандартного символа отделки пользователя к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (рис. 3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфах 3-7 ( инжир.3-54).
3-25. ЗАДНИЙ ИЛИ ЗАДНИЙ ШВА
а. Общие .
(1) Обозначение обратного или обратного сварного шва (рис. 3-50) необходимо использовать для обозначения стыковых швов или подкладочных швов однорядных швов.
(2) Обратные или подкладочные швы одноканавочных сварных швов должны быть показаны путем размещения символа обратного или обратного сварного шва на стороне справочной линии напротив символа сварного шва с разделкой кромок (рис.3-50).
(3) Размеры обратных или подкладочных швов не должны указываться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности обратных или подкладных сварных швов . Контурные символы (рис. 3-55) для обратных или подкладочных швов указываются так же, как и для угловых швов (параграф 3-21).
3-26.РАСПЛАВЛЕНИЕ
а. Общие .
(1) Символ сквозного плавления должен использоваться в тех случаях, когда требуется не менее 100% проплавления сварного шва через материал в сварных швах, выполненных только с одной стороны (рис. 3-56).
(2) Сварные швы, выполненные методом сквозного плавления, должны быть показаны путем размещения символа шва сквозного плавления сбоку от контрольной линии напротив символа шва с разделкой кромок, фланца, тройника или углового шва (рис.3-56).
(3) Размеры сварных швов, выполненных методом сквозного плавления, должны отображаться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности сварных швов плавлением . Контурные символы для сквозных сварных швов указываются так же, как и для угловых швов (рис. 3-57).
3-27. ПОВЕРХНОСТНЫЕ ШВА
а. Общие .
(1) Обозначение наплавочного сварного шва должно использоваться для обозначения поверхностей, образованных сваркой (рис. 3-58), независимо от того, образованы ли они одно- или многопроходными наплавочными сварными швами.
(2) Символ наплавки не указывает на сварку соединения и, следовательно, не имеет стрелки или другого бокового значения. Этот символ должен быть нанесен сбоку от контрольной линии по направлению к считывающему устройству, а стрелка должна четко указывать на поверхность, на которую должен быть нанесен сварной шов.
г. Размер застроенной поверхности . Размер (высота) поверхности, образованной сваркой, должен указываться путем указания минимальной высоты наплавленного слоя слева от символа сварного шва. Размеры всегда должны находиться на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-58). Если конкретная высота наплавленного слоя не требуется, размер на символе сварки не указывается.
г. Протяженность, расположение и ориентация поверхностей, созданных сваркой .Когда вся площадь плоской или криволинейной поверхности должна быть создана сваркой, на символе сварки не требуется указывать никаких размеров, кроме размера. Если только часть площади плоской или криволинейной поверхности должна быть застроена сваркой, на чертеже должны быть указаны протяженность, расположение и ориентация застраиваемой площади.
3-28. ФЛАНЦЕВЫЕ ШВА
а. Общие .
(1) Следующие символы сварки используются для соединений из легкого металла, включающих развальцовку или отбортовку соединяемых кромок (рис.3-59). Эти символы не имеют стрелки или другого побочного значения.
(2) Краевые швы полки должны быть обозначены символом краевого шва полки (A, рис. 3-59).
(3) Сварные швы угловых фланцев должны обозначаться символом сварных швов угловых фланцев (B, рис. 3-59). В случаях, когда угловое фланцевое соединение не указано, требуется разрыв стрелки, чтобы показать, какой элемент фланцевый (рис. 3-59).
г. Размеры фланцевых сварных швов .
(1) Размеры фланцевых сварных швов показаны на той же стороне от контрольной линии, что и обозначение сварного шва.
(2) Радиус и высота над точкой касания должны указываться путем отображения радиуса и высоты, разделенных знаком плюса и помещенных слева от символа сварного шва. Радиус и высота должны читаться в таком порядке слева направо вдоль контрольной линии (C, рис. 3-59).
(3) Размер (толщина) фланцевых сварных швов должен указываться размером, расположенным за пределами размеров фланца (C, рис. 3-59).
(4) Корневые отверстия фланцевых сварных швов не показаны на символе сварки. Если требуется указать этот размер, он должен быть показан на чертеже.
г. Многослойные фланцевые сварные швы . Для фланцевых сварных швов, в которых одна или несколько деталей вставляются между двумя внешними деталями, должен использоваться тот же символ, что и для двух внешних деталей, независимо от количества вставленных деталей.
3-29. СОПРОТИВЛЕНИЕ ТОЧЕЧНЫХ ШВОВ
а. Общие . Обозначения контактной точечной сварки (рис. 3-3) сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактной точечной сварки должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от контрольной линии.
г. Размер контактной точечной сварки .Размеры контактных точечных сварных швов подбираются по размеру или прочности следующим образом:
(1) Размер контактных точечных сварных швов обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен указываться с дюймовыми метками или без них слева от символа сварного шва (рис. 3-60).
(2) Прочность контактных точечных сварных швов определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна указываться слева от символа сварного шва (рис.3-61).
г. Расстояние между контактными точечными швами .
(1) Шаг точечной сварки сопротивлением должен быть указан справа от символа сварного шва (рис. 3-62).
(2) Когда символы показаны непосредственно на чертеже, расстояние показано с помощью размерных линий.
(3) Если при контактной точечной сварке расстояние между резкими изменениями направления сварки меньше, чем расстояние между резкими изменениями направления сварки или меньше полной длины соединения, необходимо определить размер (рис.3-63).
г. Количество контактных точечных сварных швов . Если в определенном стыке требуется определенное количество сварных швов, это количество должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
e. Соединения для контактной точечной сварки заподлицо . Если открытая поверхность одного элемента точечной сварки сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва (рис. 3-65) в соответствии со спецификациями расположения, приведенными в параграфе 3-7.
3-30. СОПРОТИВЛЕНИЕ ШВА
а. Общие .
(1) Обозначения контактных сварных швов сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактных сварных швов должны располагаться по центру контрольной линии.
(2) Размеры контактных швов могут быть указаны по обе стороны от контрольной линии.
г. Размер контактных швов . Сварные сварные швы должны иметь следующие размеры либо размер, либо прочность:
(1) Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с или без дюймовых меток слева от символа сварного шва (рис. .3-66).
(2) Прочность контактных сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и указана слева от символа сварного шва (рис. 3-67).
г. Длина контактных швов .
(1) Длина контактного шва, указанная на символе сварки, должна указываться справа от символа сварки (рис.3-68).
(2) Когда контактная сварка выполняется на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки указывать не требуется.
(3) Если длина контактного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис. 3-69).
г. Шаг контактных швов . Шаг сварки прерывистым сопротивлением шва должен обозначаться как расстояние между центрами сварных швов и указываться справа от размера длины (рис. 3-70).
e. Прекращение прерывистой контактной сварки швов . Когда прерывистая контактная сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.При использовании между непрерывной сваркой контактным швом символ указывает, что на концах размерной длины остаются промежутки, равные шагу минус длина одного шага. При одновременной сварке прерывистым и непрерывным контактным швом необходимо использовать отдельные символы.
ф. Сварные соединения заподлицо с выступом . Если открытая поверхность одного элемента выступающего сварного соединения должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва, соблюдая обычное значение местоположения (рис. 3-79).
3-31. ПРОЕКЦИОННЫЕ ШВА
а. Общие .
(1) При использовании выступающей сварки необходимо использовать символ точечной сварки вместе со ссылкой на процесс выступающей сварки в конце символа сварки. Символ точечной сварки должен располагаться по центру контрольной линии.
(2) Рельефы на лонжероне, показанном стрелкой, в соединении для выступающей сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-72).
(3) Тиснение на другом лонжероне соединения для выступающей сварки должно быть обозначено размещением символа сварного шва на -стороне контрольной линии вдали от считывающего устройства (рис. 3-73).
(4) Пропорции выступов должны быть показаны с помощью деталей или других подходящих средств.
(5) Размеры выступающих сварных швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва.
г. Размер выступающих сварных швов .
(1) Выступающие сварные швы должны иметь размеры по прочности. Размер сварных швов с круглым выступом может быть задан по размеру.
(2) Размер сварных швов с круглым выступом должен быть обозначен как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с дюймовыми метками или без них слева от символа сварного шва (рис. .3-74).
(3) Прочность выступающих сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на сварной шов и указана слева от символа сварного шва (рис. 3-75).
г. Расстояние между выступами . Шаг выступающих сварных швов должен быть указан справа от обозначения шва (рис. 3-76).
г. Количество выступающих сварных швов . Если в определенном стыке требуется определенное количество сварных швов с выступом, это количество должно быть указано в скобках (F, рис. 3-77).
e. Объем проекционной сварки . Если длина сварного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина соединения, размер должен быть определен (рис. 3-78).
ф. Герметичные сварные швы заподлицо . Если открытая поверхность одного элемента контактного сварного шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение местоположения (рис. 3). -71).
3-32. ВСПЫШКА ИЛИ БЛОКИРОВКА СВАРКИ
а. Общие . Обозначения сварного шва с оплавлением или высадкой сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ним, могут иметь такое значение.Обозначения сварных швов оплавлением или сваркой с осадкой должны быть отцентрированы на контрольной линии. Размеры не нужно указывать на символе сварки.
г. Контур поверхности оплавленных или осаженных сварных швов. Контурные обозначения (рис. 3-3) для сварных швов оплавлением или осаждением (рис. 3-80) указываются так же, как и для угловых швов (параграф 3-21).
Разрешение
Точечная сварка двухфазной стали двойным импульсным сопротивлением: параметрическое исследование микроструктуры, характера разрушения и свойств низкого динамического сдвига при растяжении
Принадлежности Расширять
Принадлежность
- 1 Кафедра машиностроения, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Malaysia.
Элемент в буфере обмена
Имтиаз Али Соомро и др. Материалы (Базель). .
Бесплатная статья PMC Показать детали Показать вариантыПоказать варианты
Формат АннотацияPubMedPMID
Принадлежность
- 1 Кафедра машиностроения, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Malaysia.
Элемент в буфере обмена
Полнотекстовые ссылки Опции CiteDisplayПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Точечная контактная сварка (RSW) двухфазных сталей (DP) представляет собой сложную задачу из-за образования хрупкой мартенситной структуры в зоне плавления (FZ), что приводит к низкой энергоемкости соединения при высокоскоростном нагружении.В настоящем исследовании термическая обработка на месте после сварки (PWHT) проводилась с использованием схемы двойной импульсной сварки с целью улучшения механических характеристик точечной сварки сопротивлением стали DP590. Метод Тагучи использовался для оптимизации параметров PWHT на месте для получения максимальной пиковой нагрузки и энергии отказа. Эксперименты были разработаны на основе ортогональной матрицы (OA) L16. Механические характеристики оценивались с точки зрения пиковой нагрузки и энергии разрушения после проведения испытания на низкий динамический сдвиг при растяжении (TS).Микроструктурные характеристики были выполнены с использованием сканирующего электронного микроскопа (SEM). Результаты показывают, что улучшение пиковой нагрузки и энергии отказа на 17 и 86% соответственно было достигнуто при двухимпульсной сварке (DPW) в оптимальных условиях по сравнению с традиционной одноимпульсной сваркой (SPW). Улучшение механических характеристик стало результатом (i) увеличения FZ и (ii) улучшенной ударной вязкости сварного шва за счет отпуска мартенсита в FZ и докритической зоне термического влияния (SCHAZ).На эти факторы влияет подвод тепла, которое, в свою очередь, зависит от параметров PWHT на месте.
Ключевые слова: Дизайн Тагучи; двухфазная сталь; зона плавления; термообработка после сварки на месте; мартенсит; точечная контактная сварка; испытание на сдвиг при растяжении.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Схемы контактной точечной сварки (RSW)…
Рисунок 1
Схемы контактной точечной сварки ( a ) SPW; ( b ) двухимпульсный…
Рисунок 1Схемы контактной точечной сварки ( a ) SPW; ( b ) двухимпульсная сварка (DPW).(Перепечатано из [26] с разрешения Elsevier).
Рисунок 2
Схема растяжения при сдвиге внахлест…
Рисунок 2
Схема образца на растяжение при сдвиге внахлест.
фигура 2Схема образца на растяжение при сдвиге внахлест.
Рисунок 3
Средняя микротвердость различных сварных швов…
Рисунок 3
Средняя микротвердость различных зон сварки СПС.
Рисунок 3Средняя микротвердость различных зон сварки СПС.
Рисунок 4
Эволюция микроструктуры SPW. (…
Рисунок 4
Эволюция микроструктуры SPW.( a ) общая сварная структура, ( b )…
Рисунок 4Эволюция микроструктуры SPW. ( a ) общая структура сварного шва, ( b ) основной металл (BM), ( c ) зона сплавления (FZ), ( d ) крупнозернистая зона термического влияния (CGHAZ), ( e ) мелкозернистая зона термического влияния (FGHAZ), ( f ) граница раздела BM и HAZ ( г ) SCHAZ (примечание F – феррит, M – мартенсит, STM – мартенсит слабого отпуска).
Рисунок 5
График нагрузки-смещения SPW с указанием…
Рисунок 5
График зависимости нагрузки от смещения SPW с указанием пиковой нагрузки (PL) и энергии отказа (FE).
Рисунок 5.График зависимости нагрузки от смещения SPW с указанием пиковой нагрузки (PL) и энергии отказа (FE).
Рисунок 6
График основных эффектов для…
Рисунок 6
График, представляющий основные эффекты для пиковой нагрузки.
Рисунок 6График, представляющий основные эффекты для пиковой нагрузки.
Рисунок 7
График основных эффектов для…
Рисунок 7
График, представляющий основные эффекты энергии отказа.
Рисунок 7График, представляющий основные эффекты энергии отказа.
Рисунок 8
Профиль средней твердости SPW…
Рисунок 8
Профиль средней твердости SPW и DPW.
Рисунок 8Профиль средней твердости SPW и DPW.
Рисунок 9
Оценка микроструктуры DPW16 RSW.…
Рисунок 9
Оценка микроструктуры DPW16 RSW.( a ) FZ, ( b ) CGHAZ,…
Рисунок 9Оценка микроструктуры DPW16 RSW. ( a ) FZ, ( b ) CGHAZ, ( c ) FGHAZ и ( d ) SCHAZ.
Рисунок 10
Макроструктура, иллюстрирующая размер FZ.(…
Рисунок 10
Макроструктура, иллюстрирующая размер FZ. ( a ) образец 1, ( b ) образец…
Рисунок 10.Макроструктура, иллюстрирующая размер FZ. ( a ) образец 1, ( b ) образец 8, ( c ) образец 12 и ( d ) образец 16.
Рисунок 11
Коэффициент тепловложения DPW.…
Рисунок 11
Коэффициент тепловложения DPW. (Перепечатано из [26] с разрешения Elsevier)
Рисунок 11.Коэффициент тепловложения DPW.(Перепечатано из [26] с разрешения Elsevier)
Рисунок 12
Влияние тепловложения на…
Рисунок 12
Влияние тепловложения на размер ЗО.
Рисунок 12.Влияние тепловложения на размер ЗО.
Рисунок 13
Типичные виды отказов, наблюдаемые после…
Рисунок 13
Типичные виды отказов, наблюдаемые после испытаний с низким динамическим TS. ( a ) Интерфейс…
Рисунок 13Типичные виды отказов, наблюдаемые после испытаний с низким динамическим TS.( a ) режим межфазного разрушения (IF), ( b ) режим разрушения с отрывом (PF), ( c ) режим частичного разрушения поверхности раздела (PIF) и ( d ) частичный разрыв толщины – частичный разрыв (PTPP) режим.
Рисунок 14
Взаимосвязь между критическими ФЗ, фактическими…
Рисунок 14
Взаимосвязь между критической FZ, фактическим размером FZ и режимом отказа SPW и…
Диаграмма 14Взаимосвязь между критической FZ, фактическим размером FZ и режимом отказа SPW и всех DPW.
Все фигурки (14)
Похожие статьи
- Влияние сварочного тока на формирование сварного шва, микроструктуру и механические свойства при контактной точечной сварке оцинкованной двухфазной стали CR590T / 340Y.
Чжан Икс, Яо Ф, Рен Зи, Ю Х.Чжан X и др. Материалы (Базель). 2018 17 ноября; 11 (11): 2310. DOI: 10.3390 / ma11112310. Материалы (Базель). 2018. PMID: 30453641 Бесплатная статья PMC.
- Влияние закалки после отпуска и термообработки на микроструктуру и механические свойства борсодержащей стали, сваренной гибридной лазерной дугой.
Ли HW, Yoo KJ, Тран MT, Moon IY, Oh YS, Kang SH, Kim DK.Ли Х.В. и др. Материалы (Базель). 5 сентября 2019; 12 (18): 2862. DOI: 10.3390 / ma12182862. Материалы (Базель). 2019. PMID: 314 Бесплатная статья PMC.
- Влияние сварочного тока и электродной силы на подвод тепла, диаметр сварного шва и физико-механические свойства SS316L / Ti 6 Al 4 V Точечная сварка разного сопротивления с алюминиевой прослойкой.
Тауфикуррахман И., Ахмад А., Мустафа М., Ленгго Гинта Т., Ади Фаризан Хариоко Л., Ахмед Шозиб И.Taufiqurrahman I, et al. Материалы (Базель). 2021, 27 февраля; 14 (5): 1129. DOI: 10.3390 / ma14051129. Материалы (Базель). 2021 г. PMID: 33673716 Бесплатная статья PMC.
- Сварка высокоэнтропийных сплавов-Обзор.
Го Дж, Тан С, Ротвелл Дж, Ли Л., Ван Ю.С., Ян Кью, Рен Х. Guo J и др. Энтропия (Базель). 2019 24 апреля; 21 (4): 431. DOI: 10.3390 / e21040431. Энтропия (Базель).2019. PMID: 33267145 Бесплатная статья PMC. Рассмотрение.
- Обзор разнородных методов сварки магниевых сплавов с алюминиевыми сплавами.
Лю Л., Жэнь Д., Лю Ф. Лю Л. и др. Материалы (Базель). 2014 8 мая; 7 (5): 3735-3757. DOI: 10.3390 / ma7053735. Материалы (Базель). 2014 г. PMID: 28788646 Бесплатная статья PMC. Рассмотрение.
использованная литература
- Киллер С., Кимчи М., Макони П.Дж. Рекомендации по применению усовершенствованных высокопрочных сталей. World Auto Steel; Мидлтаун, Огайо, США: 2017.
- Тасан К.С., Дил М., Ян Д., Бехтольд М., Ротерс Ф., Шемманн Л., Чжэн К., Перанио Н., Понге Д., Кояма М. и др. Обзор двухфазных сталей: достижения в области микроструктурно-ориентированной обработки и микромеханического проектирования. Анну. Rev. Mater. Res.2015; 45: 391–431. DOI: 10.1146 / annurev-matsci-070214-021103. – DOI
- Хилдич Т. Б., де Соуза Т., Ходжсон П. Д. Сварка и соединение современных высокопрочных сталей (AHSS) Woodhead Publishing; Кембридж, Великобритания: 2015. Свойства и применение в автомобилестроении передовых высокопрочных сталей (AHSS) стр.9–28. – DOI
- Джабер Х.Л., Пуранвари М., Салим Р.К., Хашим Ф.А., Мараши С.П.Х. Пиковая нагрузка и поглощение энергии сварными точечными швами из усовершенствованной стали DP600. Ironmak. Steelmak. 2016; 44: 699–706. DOI: 10.1080 / 03019233.2016.1229880.- DOI
- Чао Ю.Дж., Ван К., Миллер К.В., Чжу X.K. Динамическое разделение контактных точечных сварных соединений: Часть I – Эксперименты. Exp. Мех. 2009. 50: 889–900. DOI: 10.1007 / s11340-009-9276-z. – DOI
Показать все 35 ссылок
LinkOut – дополнительные ресурсы
Полнотекстовые источники
Прочие источники литературы
Исследовательские материалы
ISO – IIW – Международный институт сварки
Около
Область применения
Международный институт сварки был основан в 1948 году сварочными институтами или обществами из 13 стран, которые чувствовали необходимость ускорения научно-технического прогресса.
Техническая область IIW включает в себя соединение, резку и обработку поверхности металлических и неметаллических материалов с помощью таких процессов, как сварка, пайка, пайка, термическая резка, термическое напыление, склеивание, микросоединение, и охватывает смежные области, включая обеспечение качества. , неразрушающий контроль, стандартизация, инспекция, охрана здоровья и безопасность, образование, обучение, квалификация, проектирование и изготовление.
Цели МИС:
- Организовать обмен научно-технической информацией и обеспечить передачу знаний, связанных с этими методами;
- Для подготовки рекомендаций, актуальных отчетов и руководств, относящихся к технической области;
- Содействовать всеми соответствующими средствами организации национальных сварочных институтов или ассоциаций в странах, где они не существуют;
- Для организации ежегодных собраний, международных конференций и региональных конгрессов;
- Для определения руководящих принципов по обучению, обучению, квалификации и сертификации персонала, занимающегося сваркой, и правил их применения;
- Для подготовки и оказания помощи в формулировании международных стандартов в сотрудничестве с Международной организацией по стандартизации (ISO).
- Для продвижения и поощрения развития устойчивой окружающей среды в сварочной деятельности.
Для разработки некоторых стандартов в области сварки ISO сотрудничает с Международным институтом сварки, который был одобрен Советом ISO в качестве международного органа по стандартизации в этой области технологий.
Стандарты ISO в области сварки разрабатываются и поддерживаются под ответственностью ISO / TC 44 Сварка и связанных с ней процессов.
Дополнительную информацию о IIW можно найти на веб-сайте IIW.
Программа сертификации компетентности сварщика – Академия сварки
Программа сертификации сварщиковСертификат компетентности сварщика – это однодневная квалификация сварщика, которая отвечает всем требованиям для анализа, обучения, повышения квалификации и проверки компетентности сварщиков.Используя нашу матрицу компетенций в области сварки, мы можем оценить ваши навыки, провести обучение от начинающих до кодированной сварки, а затем провести оценку компетенций сварщика.
Вы выберете один из сварочных процессов. Вы выберете один из четырех распространенных процессов дуговой сварки, включая:
- Курс по сварке MIG / MAG (GMAW)
- Курс по сварке стержневыми электродами (Stick Welding или SMAW)
- Курс сварки TIG (GTAW)
- Курс порошковой сварки (FCAW)
Этот сертификат может использоваться для сварки труб и пластин.
Сертификат сварщикаВы получите сертификат компетентности сварщика на уровне 1-3 (начальный, средний или продвинутый) или даже получите квалификацию сварщика класса 2 BS 4872.
Программа обучения сертификату компетентности сварщикаЭта программа обучения предназначена для сварщиков, которые ранее занимались сваркой в рамках своей должностной роли и которые хотят получить сертификат компетентности, подтверждающий их способность к сварке на соответствующем уровне.Этот процесс хорошо работает для компаний и самозанятых, которым необходимо предоставить доказательства своей компетентности для соблюдения нормативных требований.
Процедура оценки и испытаний сварных швовАттестация сварки распространяется на широкий спектр сварочных и общих производственных работ, для которых не требуется утвержденного испытания процедуры сварки. Сварщики следуют письменным инструкциям, а испытание сварного шва подлежит визуальному осмотру, а также разрушающему испытанию, включая испытание на изгиб, испытание на разрыв трещины и макротравление.
В зависимости от конкретной конфигурации сварного шва каждое испытание может охватывать ряд переменных сварки, например толщину материала и положения сварки.
Срок действия сварочного сертификата истекает?Да, сертификат компетентности в области сварки, выдаваемый сварщиком, истекает каждые 12 месяцев, вам нужно будет принять участие в испытании сварного шва на своем сертифицированном уровне, чтобы сохранить свою сертификацию. Свидетельства о кодировании сварщика должны подписываться каждые шесть месяцев квалифицированным специалистом, чтобы подтвердить, что сварщик по-прежнему выполняет сварные швы в соответствии с требуемым стандартом.Вы должны проходить формальное повторное тестирование не реже одного раза в два года, чтобы обеспечить непрерывный журнал.
Учебный центр сварщикаАкадемия сварки полностью одобрена TWI (Институтом сварки) для предоставления квалификационных требований. Все наставники, экзаменаторы и инспекторы в Академии сварки имеют соответствующую квалификацию CSWIP, что позволяет нам проводить квалификационные испытания сварщиков на наших объектах.
Чтобы бесплатно и без каких-либо обязательств поговорить об этом курсе, позвоните по телефону 01244 389155 или задайте вопрос по электронной почте по электронной почте .
Часто задаваемые вопросы Что такое сертификат сварщика и нужен ли вам сертификат?Для подтверждения вашей компетентности вам потребуется некоторая форма оценки и сертификации. Есть много способов продемонстрировать умение:
Кто выдает сварочный сертификат?Это зависит от квалификации, но они включают, Город и гильдии, Академию сварки, TUV, LGRWC, Цюрих и TWI
Сварщик и сертификация сварщиков и классы кодирования рядом со мнойМы работаем в нашем испытательном центре сварки в Честере, графство Чешир, где есть широкий выбор отелей и жилья Airbnb.Все наши программы практичны и проводятся интенсивным методом обучения.
Позволит ли мне получить карту CSCS или карту сварщика?Нет! Вам нужно будет получить NVQ как минимум 2-го уровня. Мы проводим эту программу как смешанную программу обучения или как интенсивную программу в нашей Chester Welding Academy.
Сколько стоит быть сертифицированным сварщиком?Стоимость этого сертификата или BS 4872 составляет 197 фунтов стерлингов без НДС. Цена включает все обучение, материалы и сертификацию.
Это сварочный билет?Сварочный билет – это фраза, которая используется в промышленности для описания квалификации. Так что да, это сварочный билет.
Какие существуют типы сертификации?Существует как минимум четыре основных типа сварочных сертификатов, которые вы можете получить в академии сварки. Это:
- Регулирующая квалификация городов и гильдий – Поставляется и оценивается в нашем полностью аккредитованном учебном центре. Сертификат
- Сварочная компетентность – Поставляется и оценивается в нашем полностью аккредитованном учебном центре.
- BS 4872 Квалификация сварщика класса 2 – – Поставка, оценка и испытания в нашем полностью аккредитованном учебном центре.
- ASME IX и ISO 9606 Кодирование сварщика класса 1 Квалификация – Поставляется и оценивается в нашем полностью аккредитованном учебном центре. Неразрушающий и разрушающий контроль проводится в лаборатории, аккредитованной UKAS.
Мы работаем в нашем испытательном центре сварки в Честере, графство Чешир, где есть широкий выбор отелей и жилья Airbnb.Все наши программы практичны и проводятся интенсивным методом обучения.
Как мне стать сертифицированным сварщиком?Используя один из этих четырех основных маршрутов:
- Регулирующая квалификация городов и гильдий – Поставляется и оценивается в нашем полностью аккредитованном учебном центре. Сертификат
- Сварочная компетентность – Поставляется и оценивается в нашем полностью аккредитованном учебном центре.
- BS 4872 Квалификация сварщика класса 2 – – Поставка, оценка и испытания в нашем полностью аккредитованном учебном центре.
- ASME IX и ISO 9606 Кодирование сварщика класса 1 Квалификация – Поставляется и оценивается в нашем полностью аккредитованном учебном центре. Неразрушающий и разрушающий контроль проводится в лаборатории, аккредитованной UKAS.
Как написать бизнес-план для вашей сварочной компании
Добро пожаловать в Thomas Insights – каждый день мы публикуем последние новости и анализ, чтобы наши читатели были в курсе того, что происходит в отрасли.Подпишитесь здесь, чтобы получать самые популярные новости дня прямо на ваш почтовый ящик.
Составление бизнес-плана заставляет операторов сварочной компании сосредоточиться на деталях бизнеса, понять риски и разработать план будущего роста. Его также можно использовать для привлечения и обеспечения финансирования.
Документ должен включать обычные элементы бизнес-плана (подробно описанные ниже), а также некоторую информацию, которая является уникальной для сварочной компании, например сведения о сварочном оборудовании, методах сварки и соблюдении требований безопасности.
Бизнес-планы могут быть созданы в любое время, например, на ранних этапах планирования или когда бизнес уже работает в течение некоторого времени, но может извлечь выгоду из дорожной карты.
Как долго должен быть ваш бизнес-план?
Бизнес-план может быть разным по формату: от многостраничного документа до «экономичного» плана, который умещается на одной странице. Принимайте во внимание предполагаемое использование плана при выборе формата; например, банки или другие кредиторы ожидают подробного плана, тогда как экономичный план легче регулярно обновлять.
Стандартные элементы бизнес-плана, которые необходимо включить
Все бизнес-планы, включая бизнес-план сварочной компании, должны включать следующую стандартную информацию:
- Краткое содержание: Краткое изложение ключевых моментов из всех следующих разделов вместе с четким объяснением цели плана (например, обращение к кредитору за финансированием).
- Идентификационные данные: Название компании, местонахождение и объяснение того, чем компания занимается.Включите краткое описание обслуживаемых отраслей (например, авиакосмической) и используемых методов сварки (таких как сварка MIG или плазменная дуговая сварка).
- Анализ рынка: Может включать экономический прогноз, отраслевой анализ, сегментацию рынка и профиль клиента (понимание того, что нужно текущим и потенциальным клиентам).
- Продукты и услуги : Что будет производить компания для удовлетворения выявленных потребностей клиентов? Составьте список продуктов и услуг (таких как осмотр и ремонт), которые в настоящее время предлагает ваша сварочная компания, и способы их расширения в будущем.Каким образом компания будет соответствовать своим возможностям требованиям клиентов, указанным выше?
- Продажи и маркетинг: Как компания будет продвигать и продавать свои продукты и услуги? Этот раздел должен включать каналы продаж, партнеров по маркетингу и рекламные стратегии.
- Конкуренция : Кто являются ключевыми конкурентами и какое уникальное ценностное предложение / конкурентное преимущество будет иметь бизнес перед конкурентами?
- Структура ставок: Сколько бизнесу нужно будет взимать за свои продукты и услуги, чтобы идти в ногу с конкурентами при возмещении операционных расходов?
- Финансы : Будет ли бизнес финансироваться за счет сбережений или обеспечения финансирования? Какой уровень финансирования запрашивается и что будет сделано с деньгами (например, инвестирование в сварочное оборудование).
- Прогноз дохода: Когда ожидается, что бизнес получит положительный денежный поток?
- Персонал: Ключевые сотрудники, роли и обязанности.
- Партнерские отношения: Список партнерских отношений с третьими сторонами (например, с поставщиками логистических услуг и маркетинговыми агентствами), необходимых для успеха бизнеса.
- Страхование: Детали страхования.
- Вехи: Дорожная карта, показывающая ключевые цели и задачи на будущее.
Элементы, относящиеся к сварочной компании
- Сварочное оборудование: Описание и возможности нынешнего и будущего сварочного оборудования. Имея примерно 30 различных методов сварки, четко определите используемые методы.
- Системы: Текущие и будущие ИТ-системы (включая IoT), используемые на объекте.
- Стандарты и сертификаты: Список сертификатов качества или стандартов, необходимых вашим клиентам для ведения бизнеса с вашей компанией, например ANSI Z49.1: 2012, Безопасность при сварке, резке и смежных процессах , и о том, как ваша сварочная компания соблюдает эти стандарты. Включите сведения о членстве и сертификаты соответствующих профессиональных организаций, таких как Американское общество сварщиков.
- Безопасность: Краткое изложение политики безопасности вашего бизнеса, обучения и оборудования, такого как блоки вытяжных вентиляторов.
- Цепочка поставок: Краткое описание цепочки поставок компании, включая определение основных рисков цепочки поставок и способов их снижения.
- Распространение: Объяснение того, как продукт или услуга будут доставлены покупателям.
Одноразовые планы или планы Live Business
Некоторые бизнес-планы могут быть предназначены только для одной цели (например, для обеспечения финансирования), затем положены в ящик и больше никогда не используются. Однако бизнес-планы также можно использовать как «живой» документ, который регулярно обновляется и на который ссылаются. Хотя некоторые части плана останутся прежними, другие (например, основные этапы, персонал и анализ рынка) следует обновлять несколько раз в год.
Другие статьи бизнес-плана
Кредит изображения: Майк Келлер / Flickr
Производитель грузовых прицепов расширяется в Арканзас, создает 70 рабочих местСледующая история »Больше от предпринимателей
.